|
Leopoldo Pontiggia Lepont U-260 and U300
Continued:
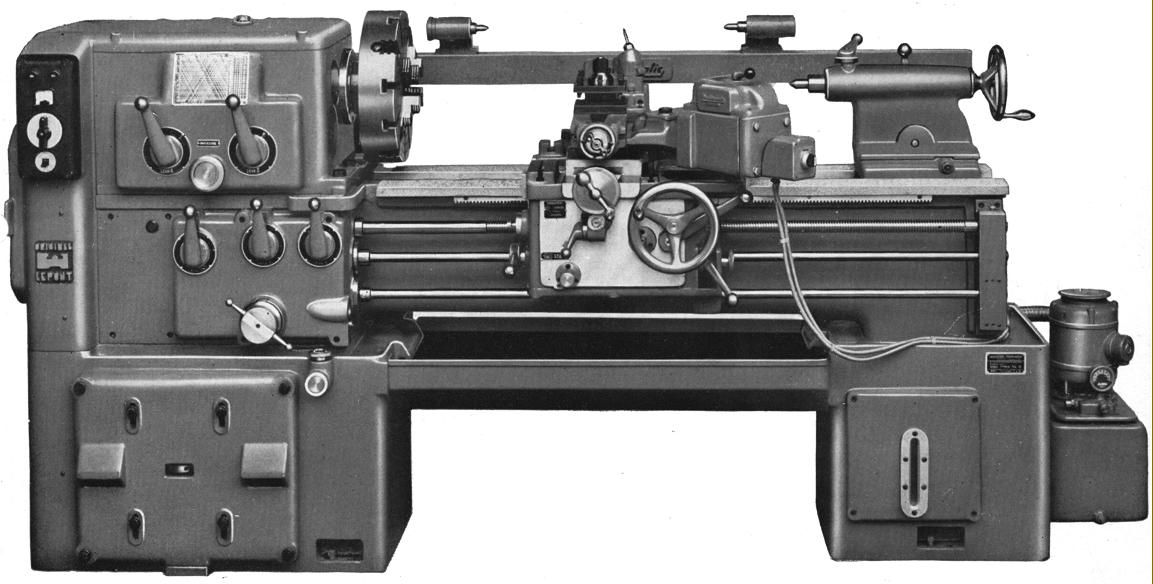
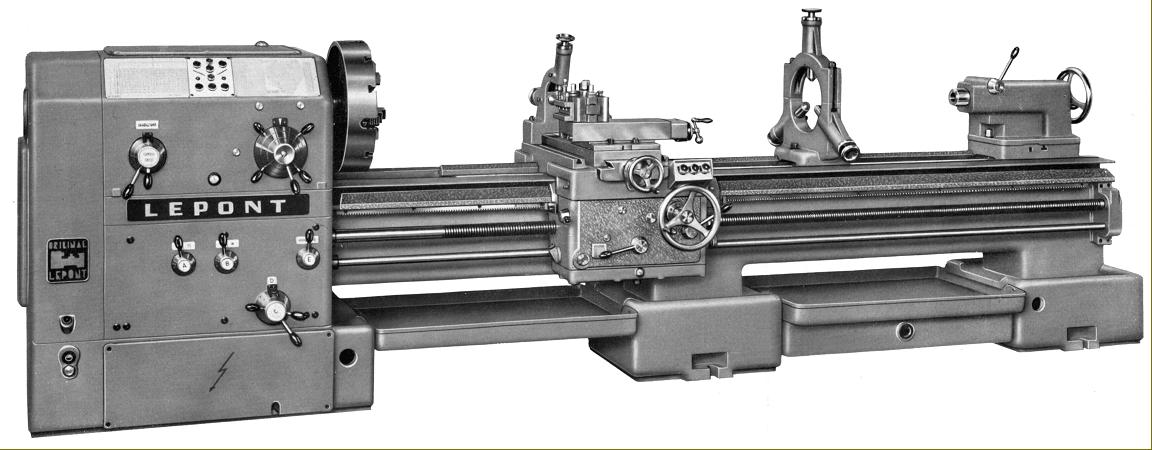
With centre heights of, respectively, 10 and 12 inches respectively, the U-260 and U-300 were of identical appearance though different capacities, the larger of the two being intended for the lighter turning of larger diameters. Machined from a high-quality, well-aged iron casting the bed was a double-height type with the flat and V-ways ways for the tailstock being set above those for the carriage. This arrangement allowed both the fitting of full-length chip guards to the carriage ways and, as the tailstock ways stopped short of the headstock, the difference in height between the two sets of ways allowed the provision of a fixed "faux" gap that reached 13.8" out in front of the chuck. Front and back walls of the bed were braced by strong elliptical webs, their wide, open centres allowing the free flow of chips and coolant. Instead of a full cabinet stand, the weight of the lathes demanded the provision of cast-iron plinths, one under the tailstock end of the bed, the other in the middle.
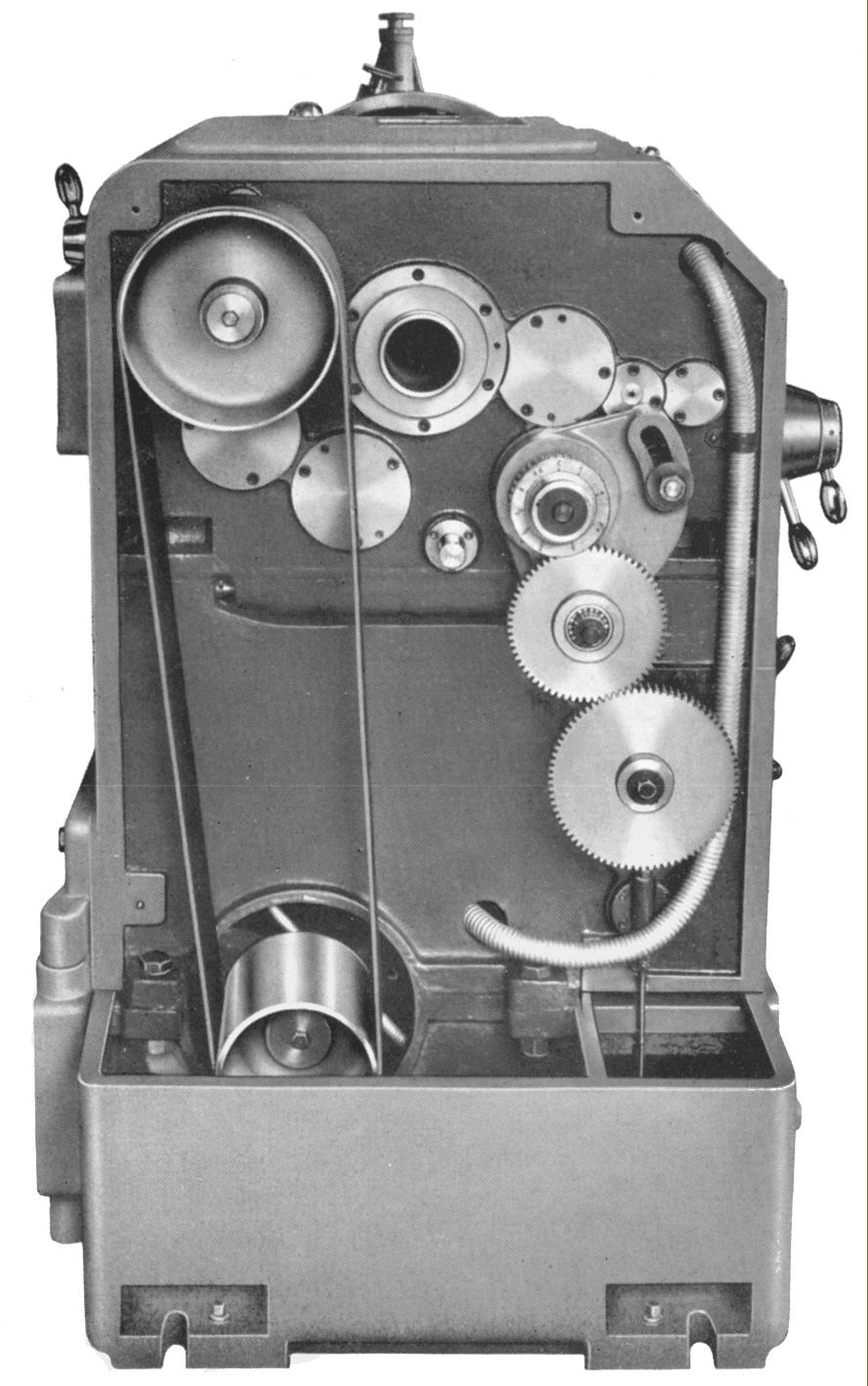
Driven by a 20 h.p. motor using a very wide flat belt, the all-geared headstock held speed-change gears that were all in a chrome-nickel steel, heat-treated and profile ground. Carrying a D1-8" camlock-nose and bored through with a 3-inch hole, the spindle was supported in three roller bearings, two of which were adjustable, and with axial loads taken out against pre-loaded thrust bearings. 24 spindle speeds were provided, ranging from 9 to 1800 r.p.m., with engagement and disengagement through an oil-immersed, multi-disc electromagnetic clutch - the action of releasing the drive bringing into action a powerful electromagnetic brake. Control of the clutches was by push-buttons, these being fitted to the front face of the headstock and, handily, duplicated on the carriage. It was possible to alter the function of the clutches (by a lever at the back of the headstock protruding above its top surface) to give a rapid return of the carriage when screwcutting as well as a quick change of spindle speed when moving from rough to final-finish turning. Lubrication was by a rotary pump, the oil being filtered and its flow able to be checked through a sight-glass.
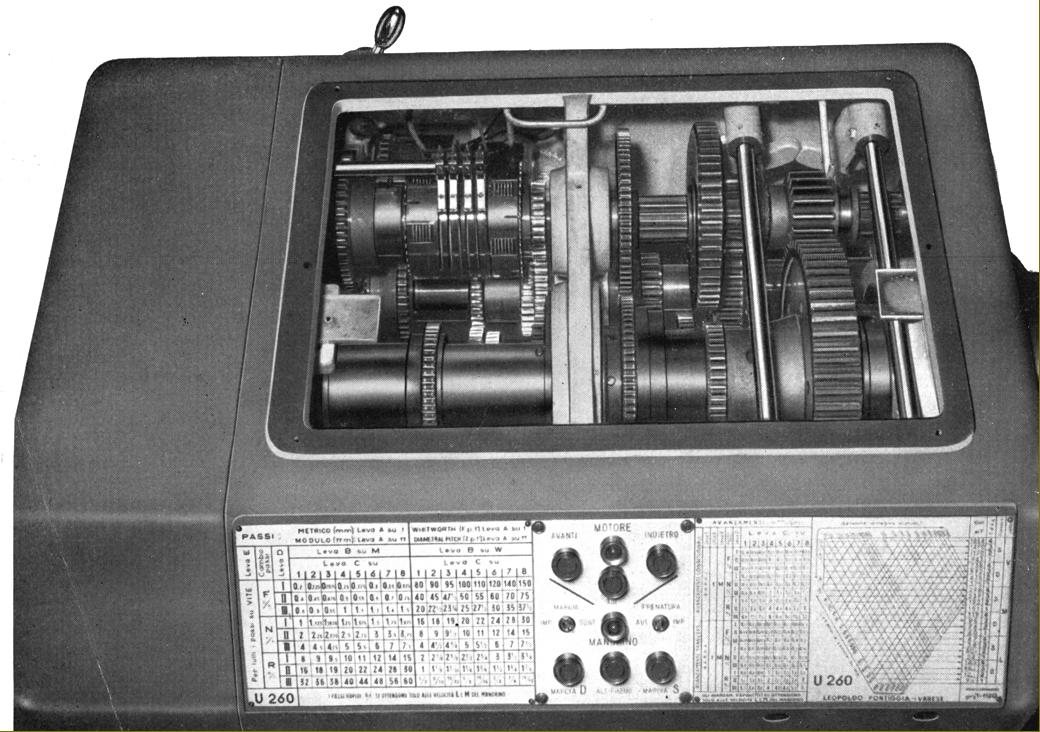
Completely enclosed and lubricated by pump, the screwcutting and feeds' gearbox was driven by a train of gears that could be set to generate a fine, normal or fast travel of the carriage while also allowing its direction of travel to be reversed. The box was able to generate a total of 288 different pitches (English, metric, module and diametral) without altering either the position of, or replacing, any of the changewheels. A thread-dial indicator was supplied as part of the standard equipment and, to help with the generation of Multi-start threads, the first gear in the changewheel set was engraved with a "multi-start" index ring.
Oil-pump lubricated the strong, double-walled apron featured simplified controls and drive to the sliding and surfacing feeds by a keyed power shaft. Built into the apron was an automatic disengage mechanism for the longitudinal feed activated by either adjustable stops or automatically when exceeding the machine's metal-removing capacity.
Fitted to the bed by tapered gib strips, the saddle carried traditional design of V-edged compound slide rest, the cross slide being flanked at each side by a raised T-slot to carried the travelling steady and fitted with a small, full-circle handwheel. The top slide was secured with 4 bolts, could be swivelled through 350° and was fitted with a "Dickson-type" quick-set toolpost.
Fitted with a No. 5 Morse taper spindle locked by a split barrel-nut laying horizontally across the top, the tailstock could be set over for the turning of slight tapers.
Supplied as part of the standard equipment was a full electrical and motor installation, coolant equipment, a 4-jaw independent chuck, chip tray, toolpost, fixed steady, travelling steady, reduction sleeve for the headstock bore, thread-dial indicator, a trip dog for the longitudinal feed, a set of spanners and an instruction book. Optional extras included the usual selection of 3-jaw chucks, taper turning, hydraulic profile and copying equipment, collet chucks and collets and a set of changewheels to further extend the screwcutting range..
|
|