|
Leopoldo Pontiggia (Lepont) H-350 and H-420 lathes
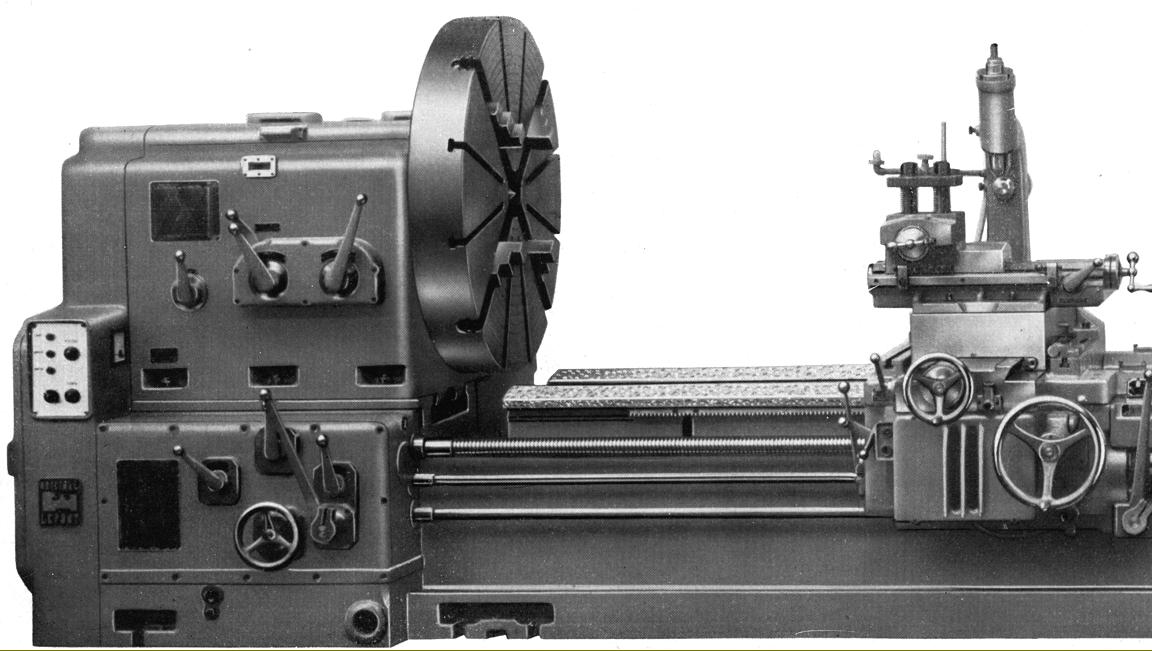
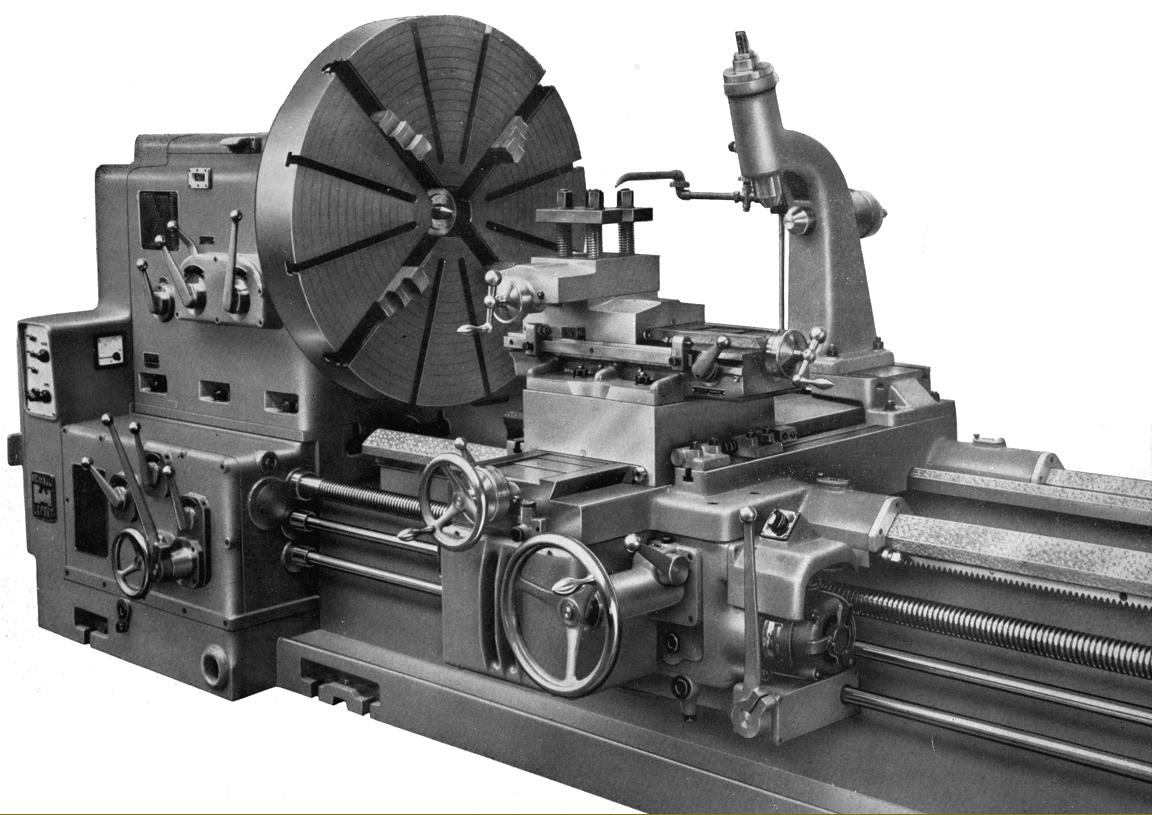
Amongst the larger conventional Leopoldo Pontiggia (Lepont) lathes were the H-350 (28" swing), H-420 (33" swing), H-500 40" swing), H-600 48" swing), U-700 (56" swing) and U-900 (72" swing). All were of a very similar design differing only capacity, range of spindle speeds, power-feet rates and the motor horse power.
The range split into two; Group 1 contained the H-350, H-420, H-500, H-600 while Group 2 consisted of the massive U-700 and U-900.
In Group 1 the H-350 and H-420 lathes were available with minimum between-centres distances of 80 inches and 120 inches for the H-350 and H-420. Maximum distances were not quoted but longer beds could be provided, each 20 inches adding 780 lbs to the standard weight of 13,000 lbs for the H-350; 870 lbs to the 14,000 lbs H-420; 1200 lbs to the 18,000 lbs H-500 and 1,300 lbs to the 18,400 lb H-600.
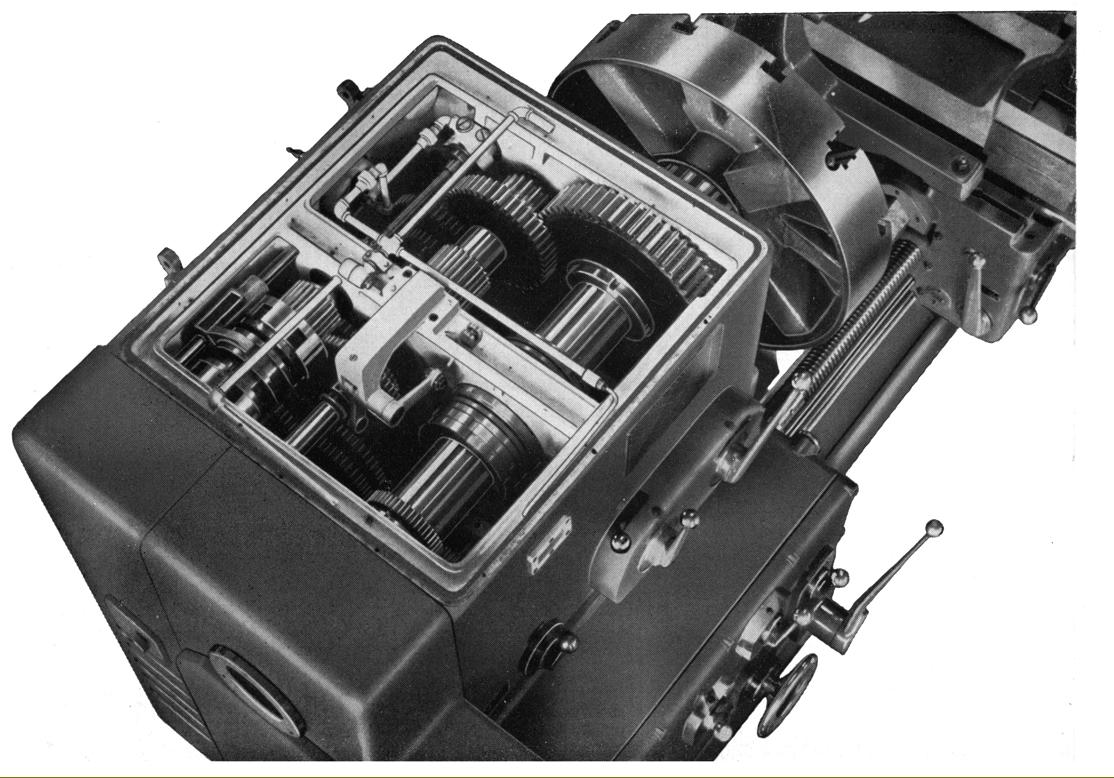
The two smaller models each had a 25 h.p. motor and the H-500 and H-600 35 h.p. - all versions having the same 18 spindle-speeds that ranged from 7 to 662 r.p.m. The motor was mounted inside the headstock and bolted to a plate making up the lower part of the headstock's rear face, the attachment holes being slotted to allow an easy adjustment of the six B-section V-belts. Drive into the headstock passed through an automatically-lubricated, electromagnetic clutch with the main oil supply to spindle and bearings provided by a pressure pump with an sight-glass to check the flow and a filter to remove impurities.
Equipped with gears, shafts and splines in a hardened and ground chrome-nickel steel, the headstock was built up from a seasoned casting and the same assembly fitted to all types (only the casting differing according to the centre height). The spindle was bored through 3.625-inch and ran in three sets of bearings, adjustable double-row roller bearings at the front and in the centre with axial loads taken by pre-loaded thrust bearings at the rear. The two smaller models had a No. 4 Morse taper socket nose, the larger pair a No. 5 Morse.
Machined from a high-quality, well-aged iron casting the bed had flat and V-ways ways with swings in the gap varying: the H-350 able to accommodate a job 41.5-inches in diameter by 16 inches long, the H-420 46.5 inches by 16 inches, the H-500 53 inches by 24 inches and the H600 61 inches by 24 inches. Front and back walls of the bed were braced by strong elliptical webs, their wide, open centres allowing the free flow of chips and coolant. Instead of a cabinet stand, the weight and size of the lathes allowed their beds to sit directly on the ground. Built into the back of the bed at the headstock end were the main electrical contactors while at the tailstock end a compartment was provided for the coolant equipment and the reel used by the separate electric motor that gave the carriage a rapid return feed. An Ammeter was provided to allow the operator to check the drive's loading status.
Screwcutting and feeds were identical for each machine, the fully-enclosed, pump-lubricated box giving longitudinal feeds from 0.003" to 0.236" per revolution of the spindle and across at half that rate. Pitches were given in the specification sheet as "52.5 to 30 t.p.i. American National" - though a wide range of metric, Whitworth, module and diametral pitches was available as well.
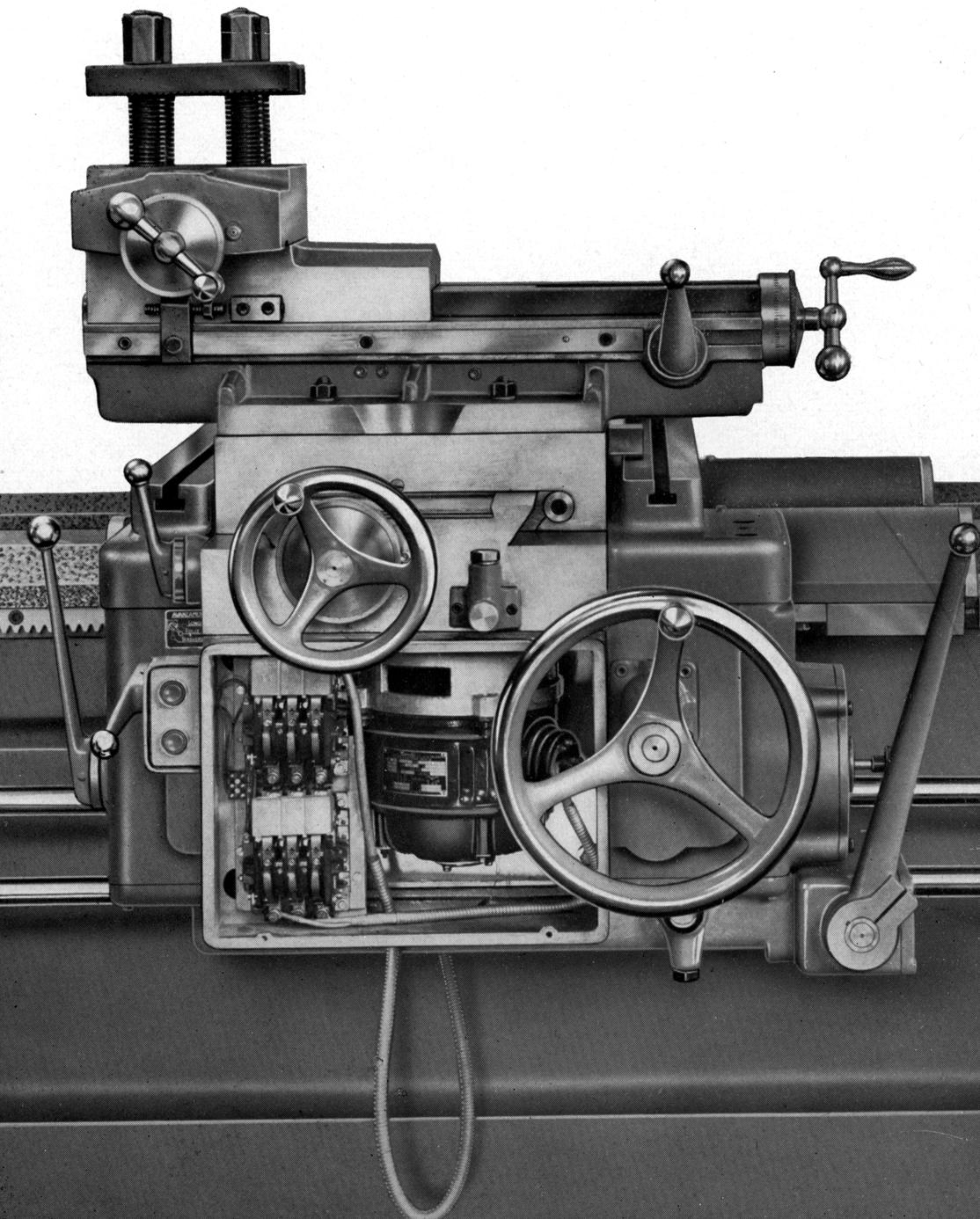
Pump lubricated, with a supply also directed to the bed and cross-feed ways, the apron was arranged to disengage the feeds when running up against adjustable stops on both longitudinal and cross motions. Built into the apron was a vertically disposed electric motor that provided rapid power traverse of the carriage longitudinally at 240 inches per minute and across at half that rate. All versions had power feed to the top slide and were also fitted with a quick-withdrawal lever.
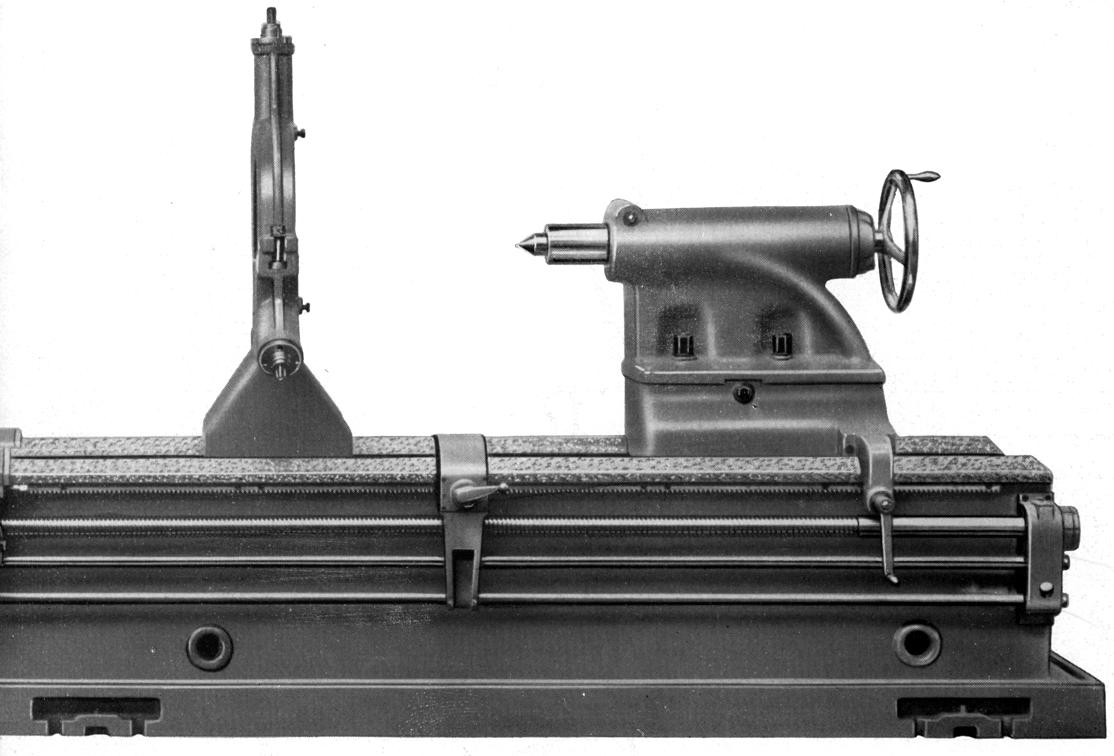
Heavily built and clamped by four bolts, the tailstock could be set over for the turning of slight tapers and was propelled along the bed using a hand-crank that engaged with the rack used by the carriage.
Continued below:
|
|