 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Precis was a French, company renowned for their high-quality tool-room lathes and milling machines. The lathe range was built around a 100 mm centre height machine manufactured in plain-turning, screwcutting and production types. As the years passed while the general design remained much the same, a number of significant detailed improvements were made including a headstock with epicyclic backgearing and a number of more versatile and compact drive systems and stands.
Although the majority of lathes appear to have been flat-belt drive, some later screwcutting versions were considerably modified and fitted with geared headstocks that gave a better range of speeds - especially at the lower end where the previous lack of backgear somewhat handicapped their versatility.
If any reader can provide more information about the company (in French, or any other language, or photographs of a Precis lathe, the writer would be interested to hear from you.
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
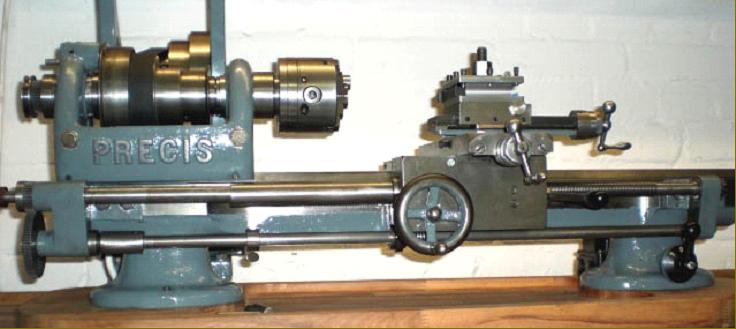
Precis precision screwcutting lathe
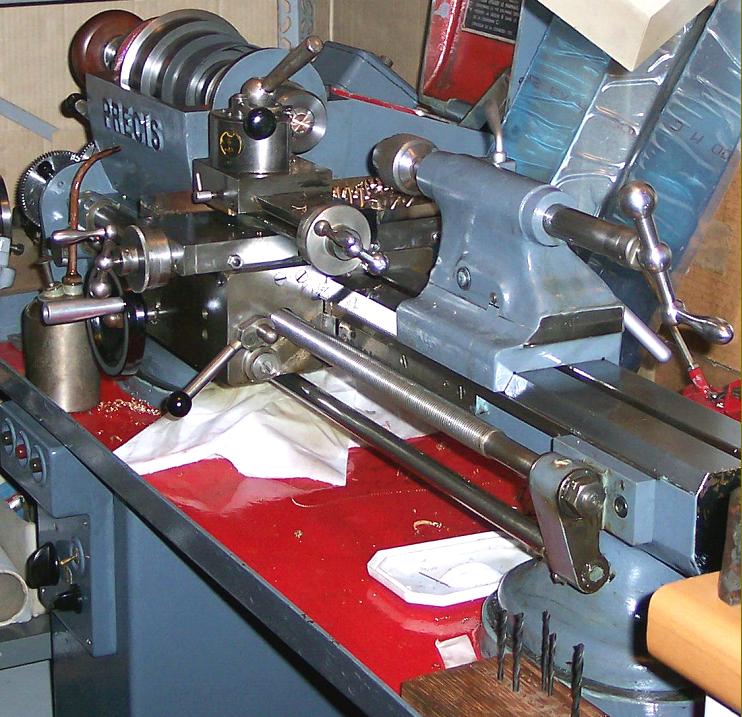
This Precis, a beautifully made geared-head model from the 1950s, exhibited an unusual combination of precision bench and engine lathe design together with a number of very interesting mechanical details. Like some French cars of the same period - that can only be described as "individual" - the designers of the Precis were not afraid to take their own course and make their own decisions .
While the centre height of 100 mm was normal for the type, the massive headstock and tailstock used up most of the bed to leave a capacity between centres of just 400 mm. The bed, mounted on large, round feet, was the kind normally found on plain-turning, precision-lathes with a flat top and bevelled sides where the compound slide rest would normally have been bolted in position and the top slide used to take a cut. However, on the Precis, the carriage was adapted to power and screwcutting feeds, with a longer-then-usual saddle and narrow keeper plates running beneath the ways. Both these features - the bevelled-edged bed and round feet - appear to have been a Precis "trademark" feature with taper-turning fitted as standard. The headstock, despite its considerable bulk, had the spindle emerging from a long boss (which cannot have helped rigidity) and both dial and plunger controls on its front face.
Power was fed to the apron through a conventional leadscrew and also by a long rod with just its right-hand section threaded. The function of this was rather clever - it reproduced a section of the (very low-set) leadscrew and so to helped to reduce the number of gears that would otherwise have been needed on the shaft of the thread-dial indicator to cover a wide range of metric pitches. Even the top slide, with its built-in 4-way toolpost, and a huge thread-dial indicator were of novel construction..
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
Quite possibly the world's largest thread-dial indicator - though in this case missing the index plate
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The standard-fit 4-way toolpost was of massive construction and exemplary rigidity
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The tailstock barrel was moved by rack-and-pinion with the operating handle protruding vertically from the rear of the casting
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
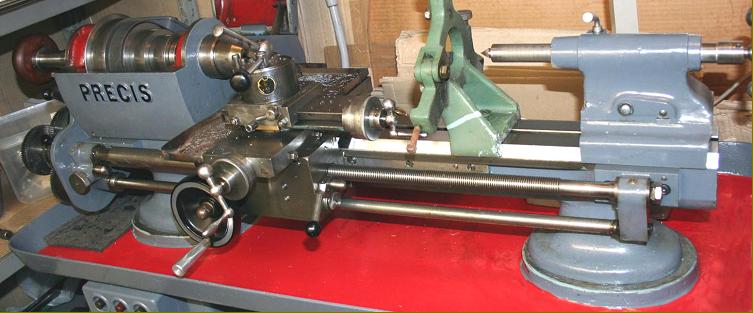
A taper-turning unit was fitted as standard
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
An earlier model Precis with an "open" face to the front of the headstock. The older Precis lathes are known to have taken 20 mm collets identical to those used on Schaublin and Dixi machines: note the non-symmetrical "balanced" ball handles on the compound slide rest - true French individualism.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Above and below: a later Precis mounted on a modern cabinet stand with built-in switchgear. The headstock assembly has been stiffened by raising the casting across the front (to become level with the centre line of significantly larger spindle bearings.. The drive system was also integrated with the lathe, a 4-step flat-belt countershaft being mounted behind the headstock with the belt run covered by a hinged cover. Spindle speeds encompassed: 75, 126, 150, 225, 380, 640 and 1000 r.p.m. Although not confirmed this model appears to have had a slow-speed engagement and release system not unlike that of the Boley 3L and 4L models. On the Precis loosening a hollow hexagon-headed screw that passed through the pulley, and then moving a pin into engagement on the left-hand end of the pulley set, caused the backgears to engage.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
Integrated countershaft covered by heavy cast-aluminium plates and a hinged top cover - all beautifully made.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
Precis headstock speed-reducing epicyclic "backgear" mechanism
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Probably listed as the Precis Type E, this was a screwcutting 100 mm centre height precision lathe mounted on a well-made stand with properly arranged storage for collets and accessories. 8 spindle speeds were provided, from 220 to 2000 r.p.m, by a smooth-running flat belt driven from a 2-speed 690 r.p.m. 3-phase motor, . Most unusually, no backgear was provided to give a slower range.
Screwcutting was by changewheels (through a particularly robust and well-supported tumble-reverse mechanism) with a selector, positioned just outboard of their cover, by which means the drive could be directed to the leadscrew for screwcutting or (through reduction gearing) to a power shaft. The latter ran through the apron and drove worm-and-wheel gearing to give a very slow rate of sliding feed. Power cross feed was not fitted.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|