|
Few companies can boast of spending over 40 years making just two basic models of a drilling machine, but F.O'Brian of Swadlincote can - they manufactured just the 4-speed "Star" (in several versions) and the heavier No. 2 Morse taper "7-Eight" and the identical but No. 3 Morse "10-Eight". Now out of production, both types were of very high quality, beautifully finished (with chrome-plated ball handles) and ran with unusual smoothness and precision; as a consequence, they continue to command (in good condition) a premium price and are well worth seeking out if you require a drill vastly superior to the usual cheap Far-East imports that often end up being dumped in the local canal.
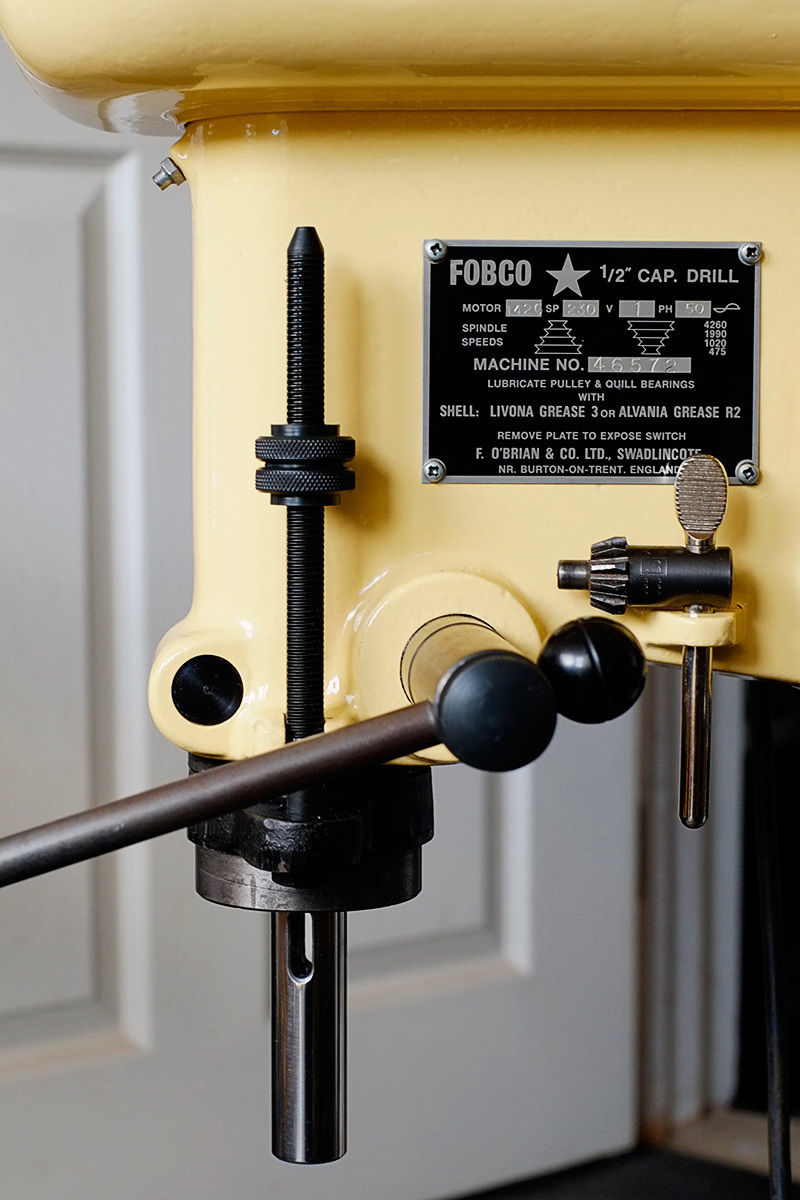
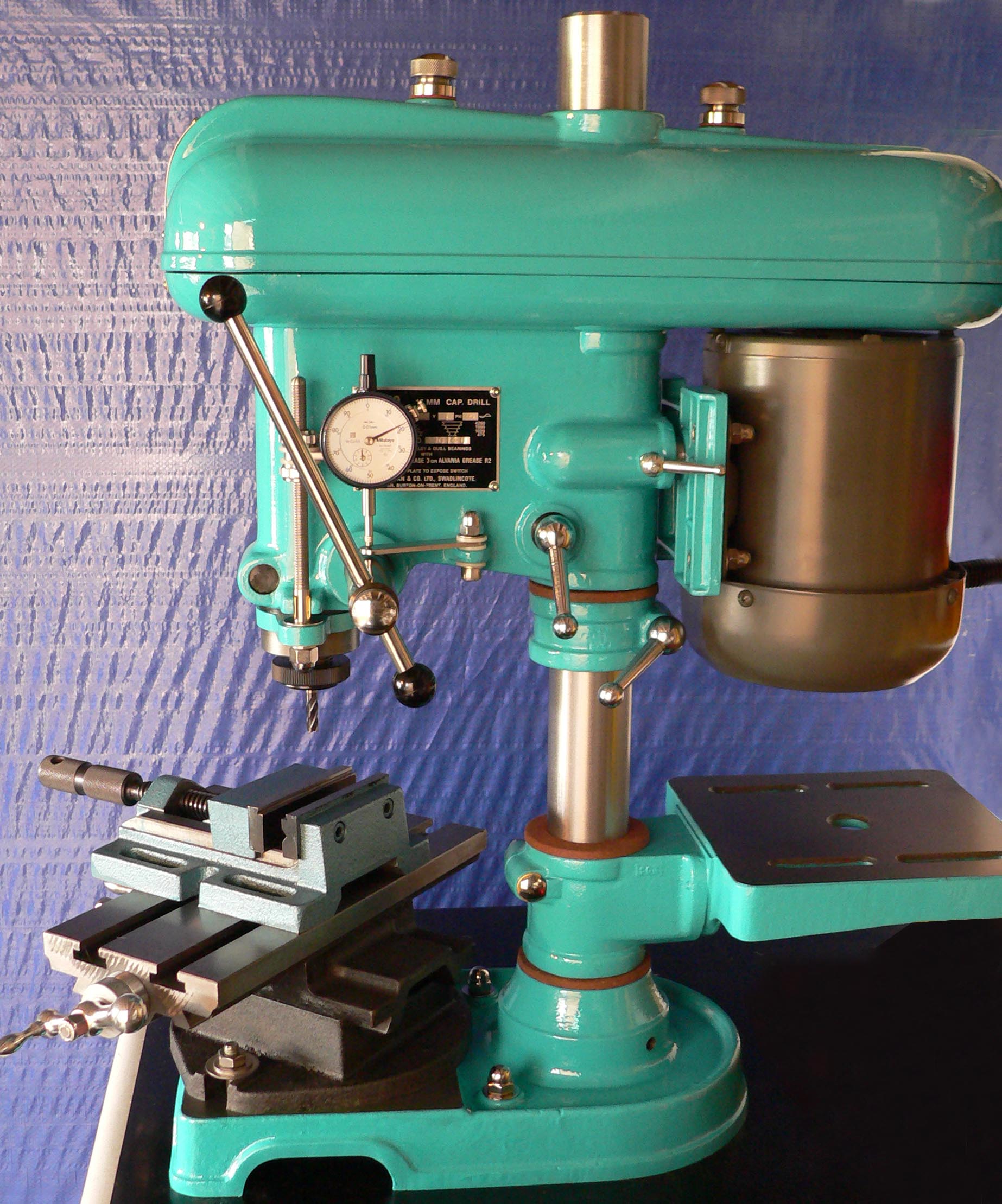
Mounted on a cast-iron base plate into which socketed a solid-steel, 55-mm diameter column, the first version of the Star was fitted with an 8.5-inch (215 mm) square table that could be rotated in either direction through 90º. The head (also in cast iron) was locked to the column by a powerful, lever-operated clamp and arranged to allow some 6-inches of throat. The spindle travel was 3.75 inches (95 mm) with control by a single lever sliding in a simple, adjustable clamp and with the return spring housed in a graduated housing. Six different versions of the spindle end were manufactured (which we shall refer to as the Types A, B, B2, C and D) and two quill types, early and late. Fitted originally was the Type A, a small-diameter (about 15 mm) spindle with an ordinary Jacobs No. JT6 taper (often found with a No. 34 Jacob chuck… if it is, and you need a key, the one that fits should be a K3 or K3 B; they can be found online). However, the machine has been found with a Jacobs 33 taper and, if the original chuck is fitted, this might carry a Chuck marked with a DIN number. If you need to confirm the fitting, a JT6 taper is 0.676" at the larger end and 0.624" at the smaller - while the Jacobs 33 taper is 0.624" at the larger end and 0.56" at the smaller. The second spindle, Type B, overlapped the Type A and was formed with a long extension to its nose with a No. 1 Morse socket and also (but rarely found) as the Type B2 with a No. 2 Morse, in which case the drill's Model Type was listed as the Fobco "5-Eight".
The original, standard spindle (Types A, B and B2), was eventually to be replaced by two different types, both of which required an internally modified quill (its external dimensions remained unchanged): one of the replacement spindles, the Type C, used the same Jacobs taper as the original, while the other, Type D, was bored with a No. 2 Morse socket and its nose threaded 1.125" x 12 t.p.i. (as used on Myford Series 7 lathes) to take a collet-retaining nose cap (a photograph of the three types is at the bottom of the page and lathes.co.uk have stocks of the later types). A disadvantage of both the extension-nose types was that the amount of room they took up between their end and the table on the bench-top model - though the arrangement was perfectly acceptable on the floor-standing version with its long column. As the larger spindles - especially the internal Type D with a No. 2 Morse taper - made a considerable improvement to the drill's performance, Fobco offered, for a short time, a complete drop-in replacement quill, bearing and spindle assembly to upgrade older models - but these are now sold out.
A single diameter for its full length, the early quill was equipped, at its lowest point, with bolt-on bracket to hold the threaded depth-stop screw; this quill will only accept spindles that do not have an internal No. 2 Morse taper socket. The second quill, which was the same diameter as the first, had the depth-stop bracket formed as part of the casting - this change of design allowing the bottom section of the quill to be bored out to take the larger spindle with its No. 2 Morse taper socket. Drills sold with the modified quill could also be supplied with a spindle having an ordinary Jacobs taper on the end; all the various types are illustrated below in the picture section.
Normally fitted with a 0.5 h.p. 1425 r.p.m. motor (with a neat, built-in rotary Stanton switch on the left-hand face of the head), 4 speeds were available: 475, 1020, 1990 and 4260 r.p.m. Later models did away with the expensive Stanton switch and used a safety, no-volt release push-button starter while others, sold to the armed services, had remote switchgear, the left-hand side of the column being a plain face.
Unlike almost all competitors, proper cast-iron pulleys used for both motor and spindle - thus ensuring superior grip and extended life. As a point of interest, the spindle runs in a single ball race while its lower end turns in a pair of the angular-contact type mounted back-tp-back. When the assembly is rebuilt some end loading is required on the bearings - and this can be done with a length of tubing, the setting being locked by a grub screw through the top collar (ensure that it bites into a new part of the shaft, not the original dimple). At first, the bearings will be slightly tight and to correct this it's necessary to seat them properly by giving the end of the shaft a single, smart tap with a 2 lb lump of brass. After this, the shaft should spin freely and sweetly.
According to an interview conducted by the writer with the Company's owner, Fobco began by machining parts, under sub-contract, for the makers of "Progress" brand drilling machines (distributed through the Elliott Group) as well as a much lighter, cheaper model for use by amateurs that was retailed exclusively through the London mail-order department store Gamages. However, after visiting the London store and seeing the retail price, O'Brian realised that the profit made by Gamages was several times that achieved by himself and decided to enter the market on his own account - and so the first Fobco "Star" drill came about, designed by his son, Frederick Thomas.
Continued below:
|
|