|
Continued:
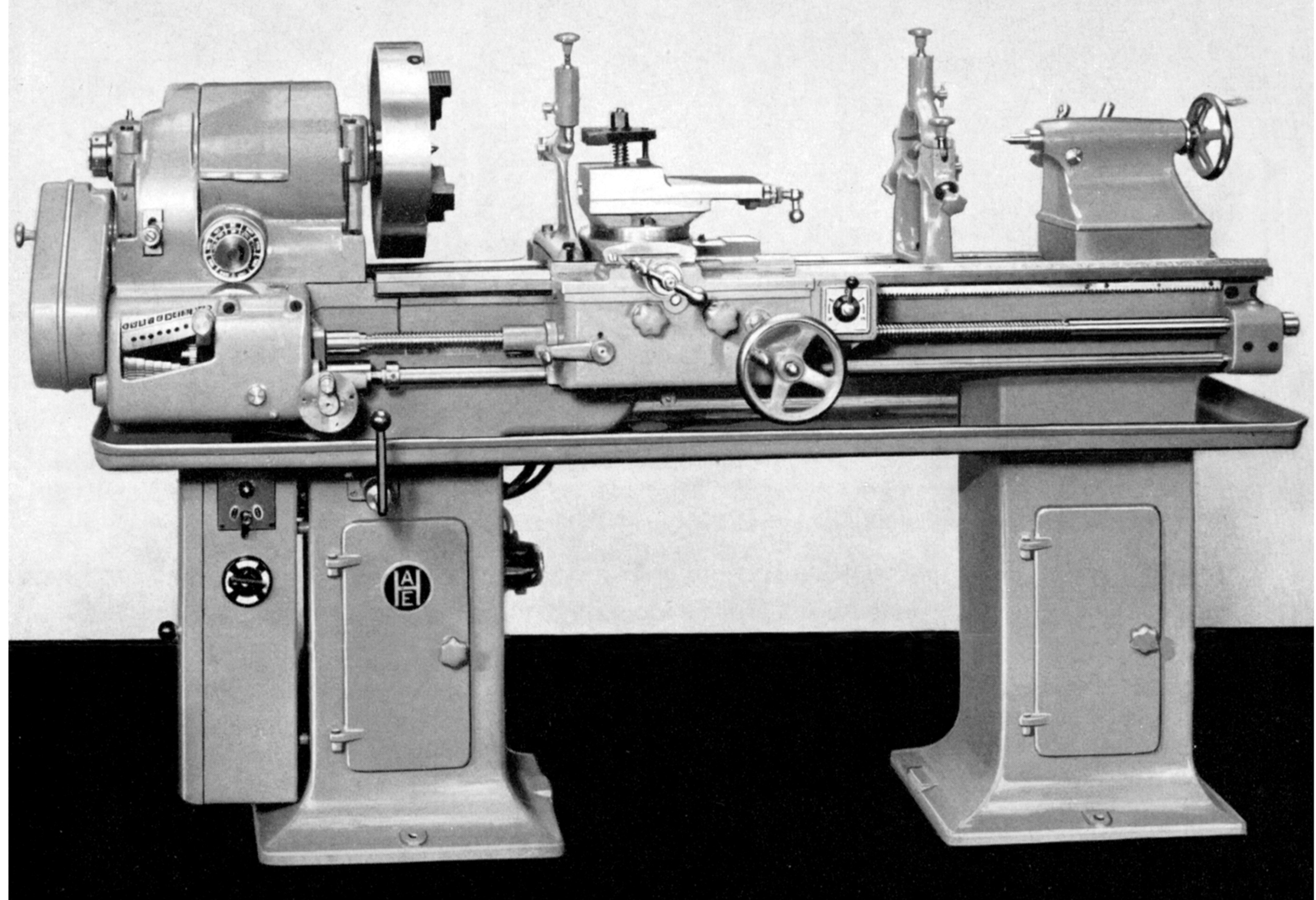
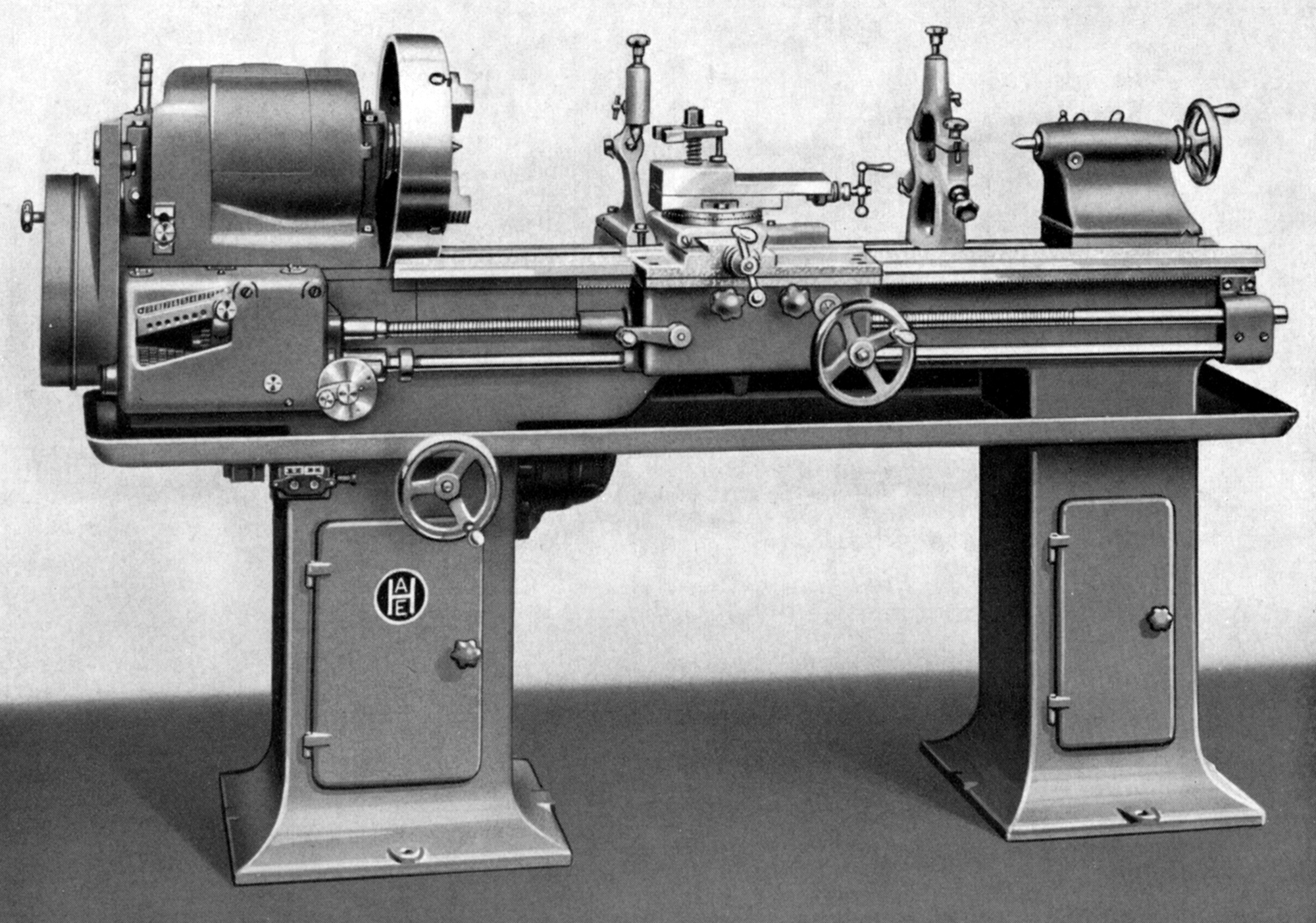
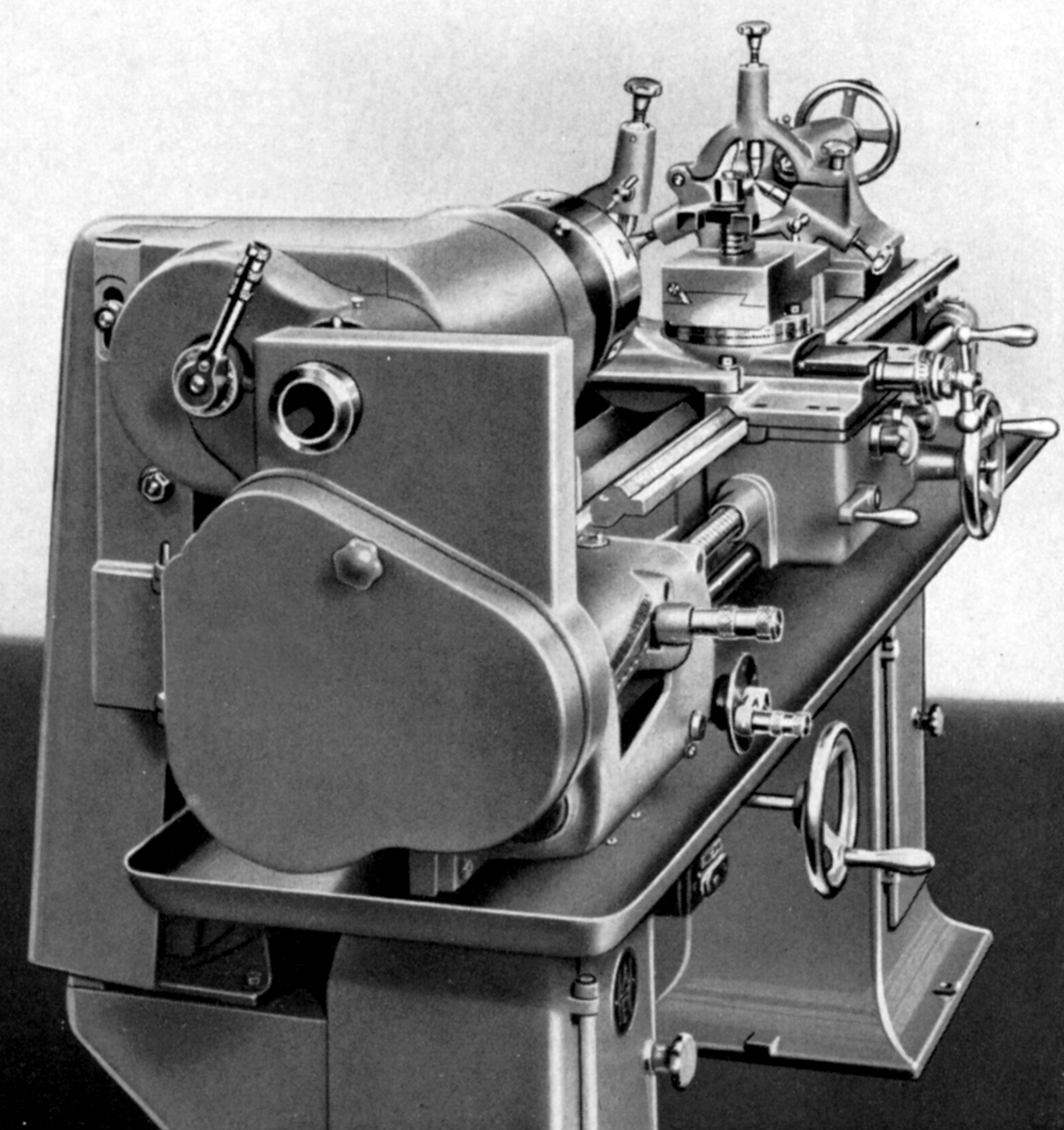
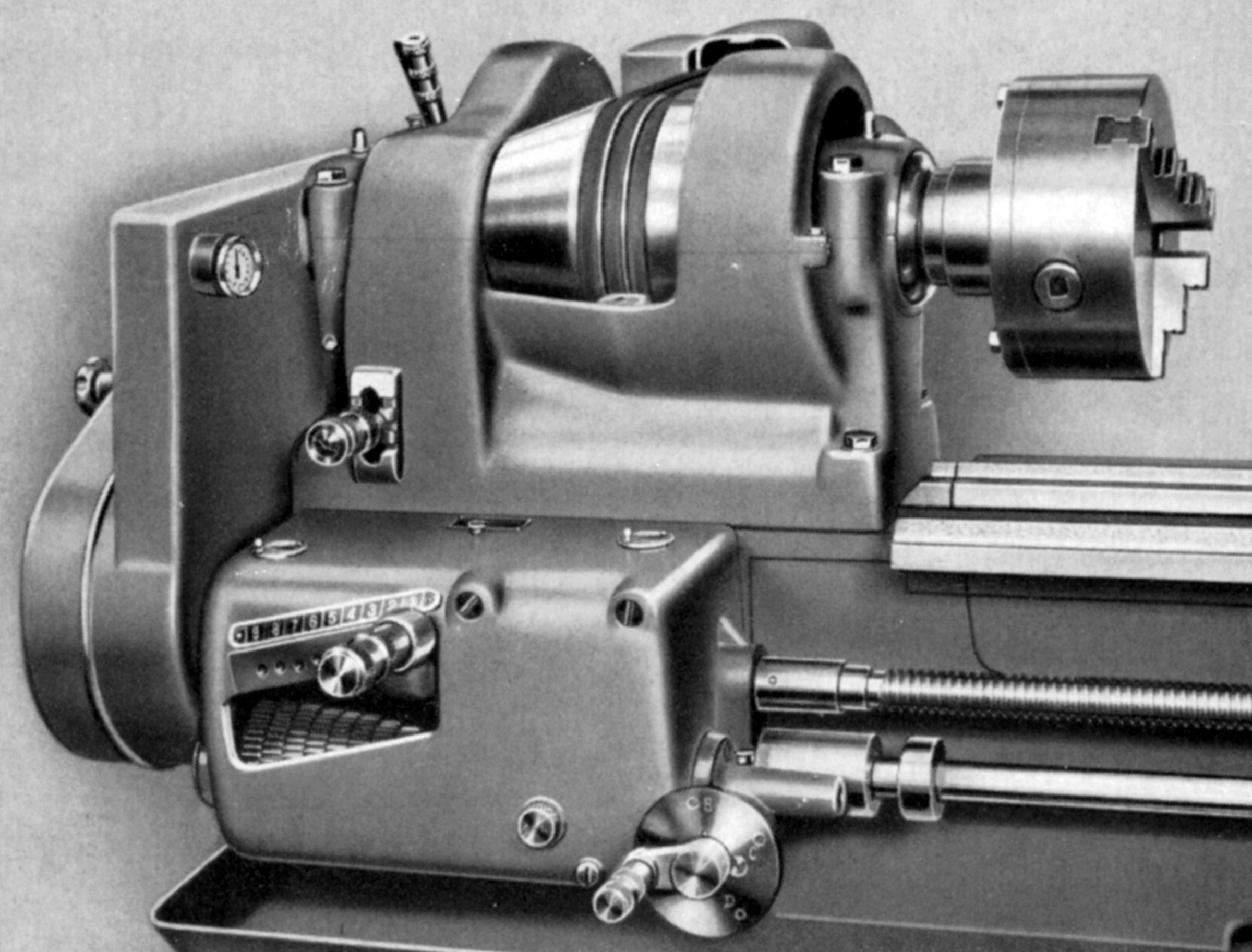
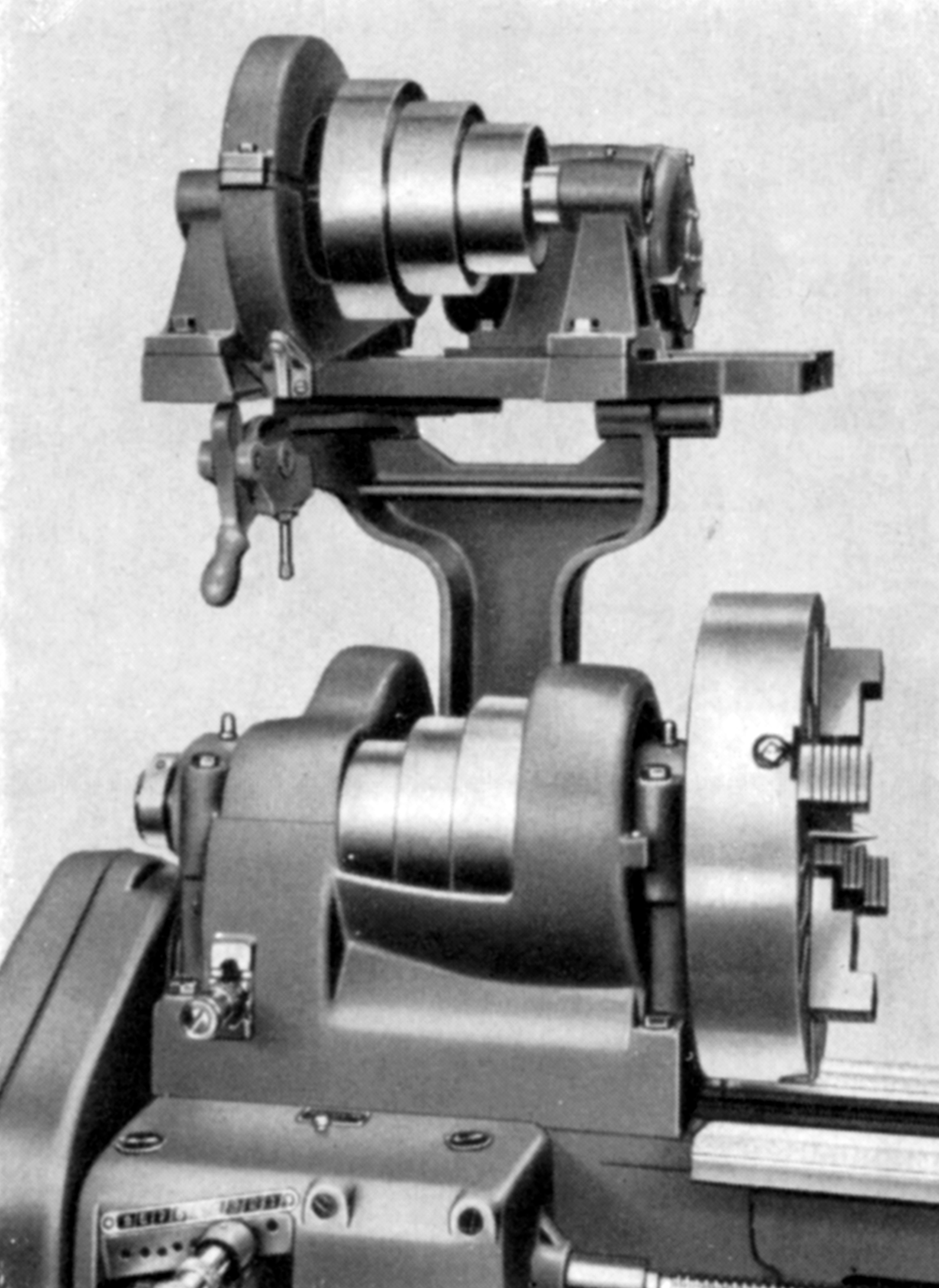
For a lathe of this size made into the late 1950s, the headstock was of distinctly old-fashioned design with the 113/16"-bore, high-tensile steel spindle fitted with a threaded nose and running in phosphor bronze bearings secured in place by bolt-down caps - end thrust being taken by a ball bearing race. Backgear was mounted on an eccentric shaft behind the spindle with an engagement lever at its left-hand end. The spindle drive must have eaten into the maker's profits for, instead of a simple self-contained belt-drive unit mounted inside or behind the stand, four different and incompatible systems were offered, none of which can have shared parts and including one that required a different headstock casting. All methods have a total of six speeds, the three being:
"Pre-selector" - a system that allowed the operator to set, by means of a headstock face mounted dial, any of 9 set speeds (18 with backgear) from 14 to 560 rpm; the final drive to the spindle being by twin V-belts.
"Infinitely Variable Speed Friction Drive" - this giving stepless speeds between 22 and 550 rpm with final drive to the headstock spindle by a three side-by-side V-belts.
"Flat-belt Brive Countershaft" - from a 3-speed, rear-mounted countershaft driven from the motor by "silent chain" - this arrangement giving speeds from a low of 27.5 in back gear to a rather slow maximum of just 405 r.p.m.
"Remote Bountershaft" - where drive by lineshafting in the factory roof was still used (and numbers were, even in the 1950s), the makers offered a vintage-style remote countershaft with fast and loose pulleys and belt strikers. The unit was intended to be run at 250 r.p.m driven by a 1.75-inch wide flat belt to give spindle speeds from 27.5 to 409 r.p.m. However, by 1955 this option had been dropped and sales and technical literate suitably amended.
Drive from spindle to screwcutting gearbox was through changewheels and a tumble-reverse mechanism mounted inboard of the changewheels. The gearbox, with an unusual externally-mounted indexing rotary selector, was able (in conjunction with a 4 t.p.i. leadscrew - to generate 45 different inch pitches from 2 to 56 t.p.i. and, by mounting the transposing ears supplied with every machine, a metric threads from 0.25 to 15 mm pitch.
Heavily built, the tailstock was a robust "solid" casting locked to the bed by a lever-operated cam-type cross shaft and with a top that could be offset on the sole plate to turn slight tapers. Unfortunately, for the size of the lathe, the No. 2 Morse taper socket in the spindle would have proved in inadequate on anything other than light drilling jobs and, unlike other Eriksen lathes of that era, did not have the opening in the casting to view the engraved ruler lines.
Equipment supplied with each new lathe consisted of a faceplate-cum-4-jaw chuck, fixed steady (both to be dropped in 1955), travelling steady, catchplate, a spare chuck backplate, screwcutting changewheels, two Morse centres, a screwcutting chart and a set of spanners.
Available at extra cost was a thread-dial indicator, 4-way toolpost, a rear toolpost for parting off, handwheel-operated draw-in collet attachment, taper-turning attachment, coolant equipment driven by either a belt or electric motor, a factory-fitted 3-jaw chuck and rotating centres, sets of turning tools, a 7.5-inch diameter 3-jaw chuck on a backplate mount and drill chucks and rotating centres for the tailstock..
|
|