|
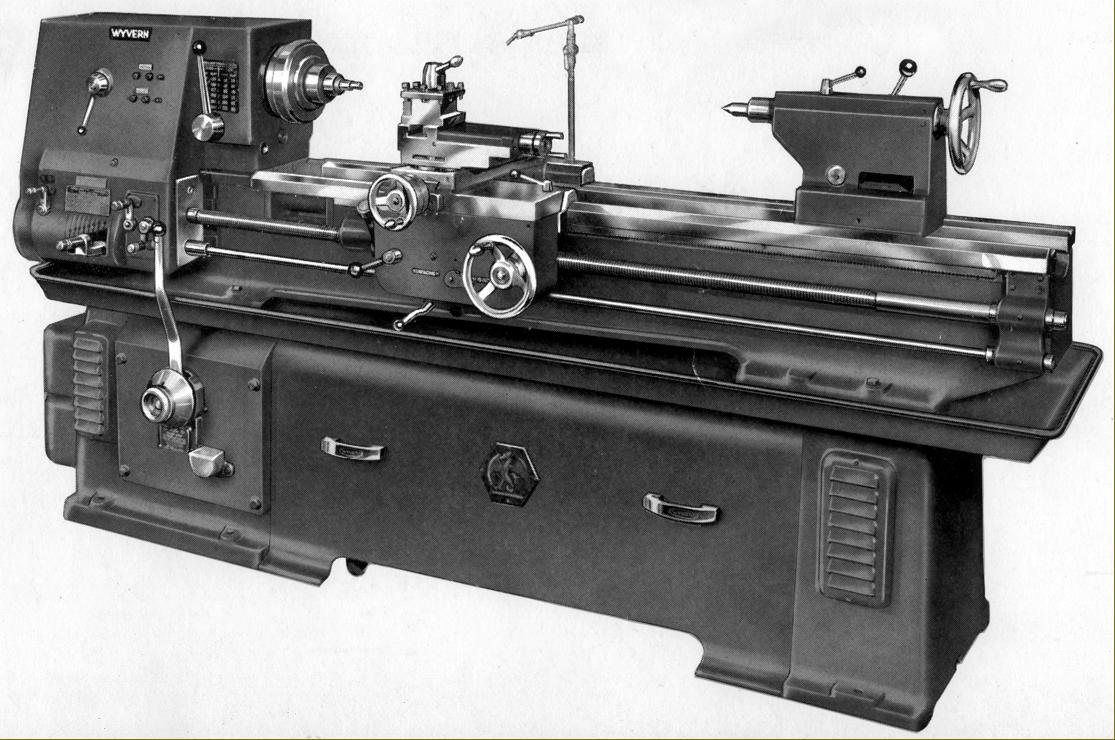
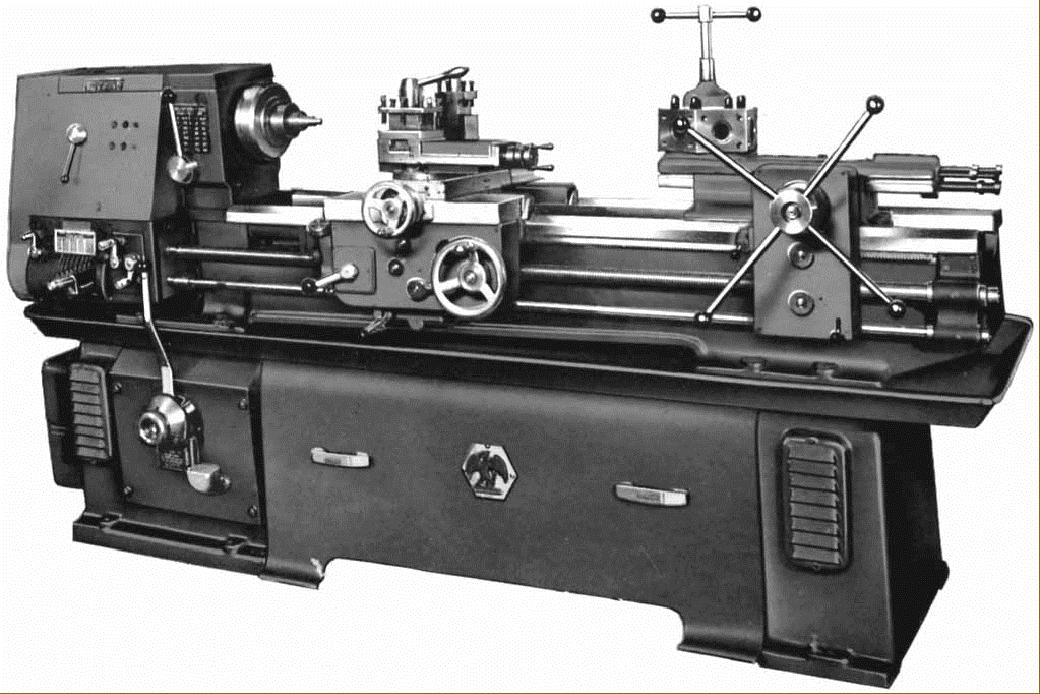
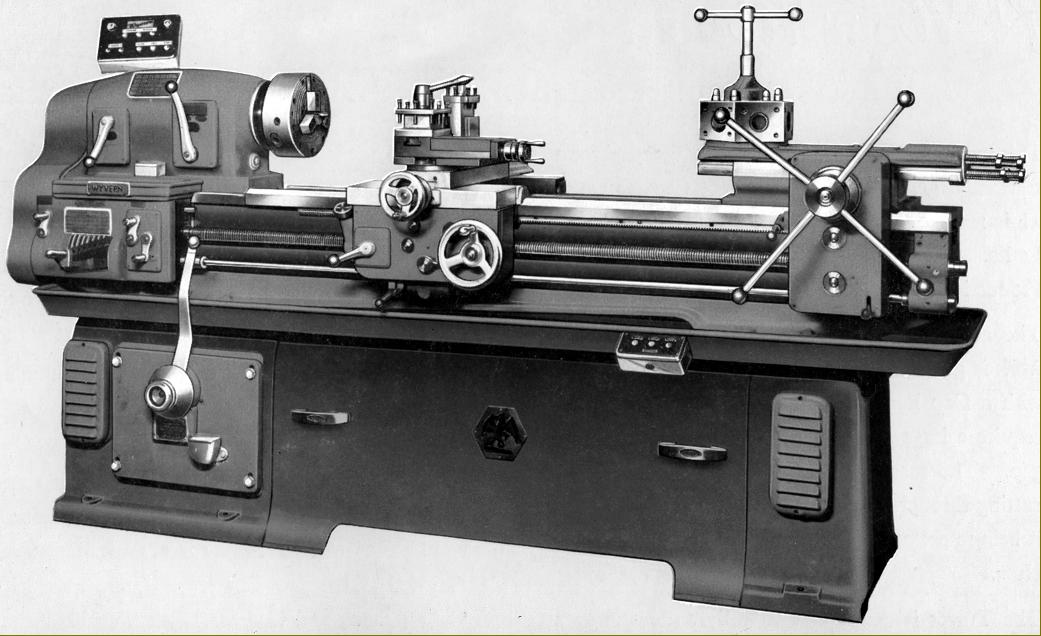
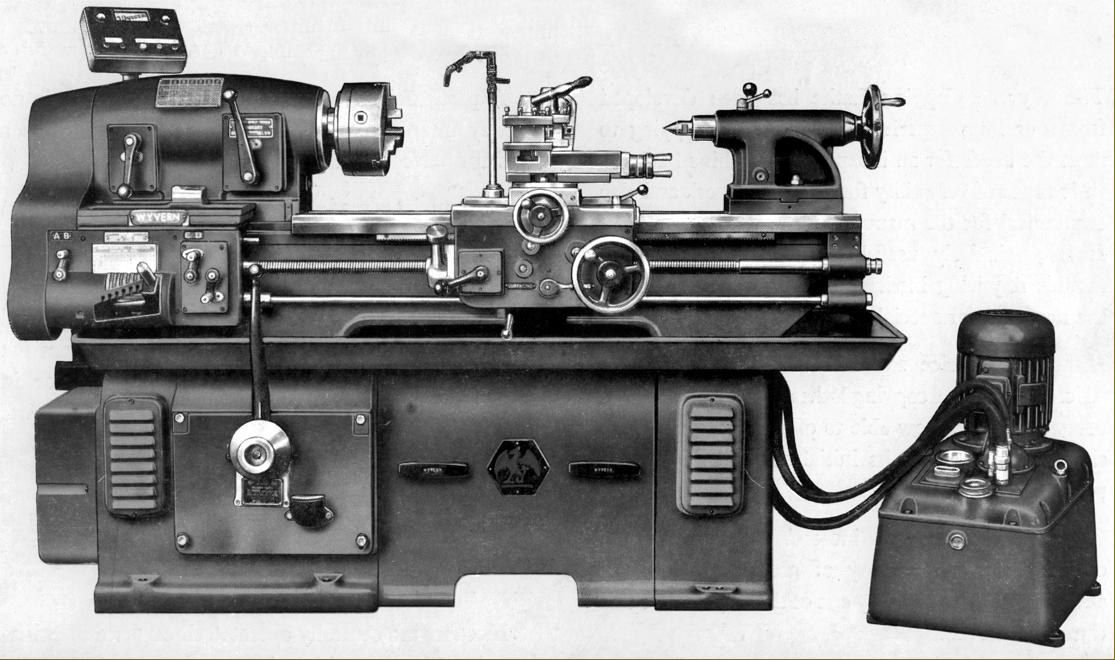
Manufactured by A. H. Tomblin & Son (later Wyvern Machines Ltd.) of Percey Road, Leicester, England, from 1949 until 1970, the 8.5" centre height "Wyvern" W4T centre lathe and W5T combined centre lathe and capstan, were both first produced as a Mk. 1 Model with typical-of-the-era rounded styling and mounted on separate headstock-end plinth and tailstock-end leg. Although sales of this first model were limited, with perhaps just 105 or so examples made, in the mid 1950s a Mk. 2 version was introduced and by 1970 a possible further 900 examples had left the factory. Although the Mk. 2 had few mechanical changes, it was styled in a more rectangular, modern-looking style and carried on a full-length cabinet stand (to distinguish between the two types, the machine-tool trade began referring to the earlier model as the "Torpedo-head"). The W4T was also manufactured as a hydraulic-copying model, again in Mk. 1 and Mk. 2 versions, with the former only (for reasons of efficiency and safety) with duplicated electrical switchgear at the tailstock end of its bed.
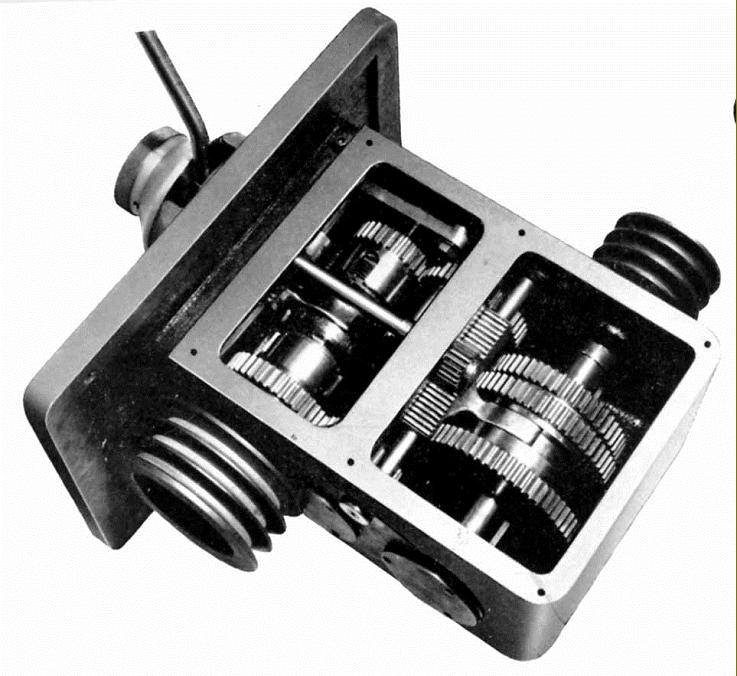
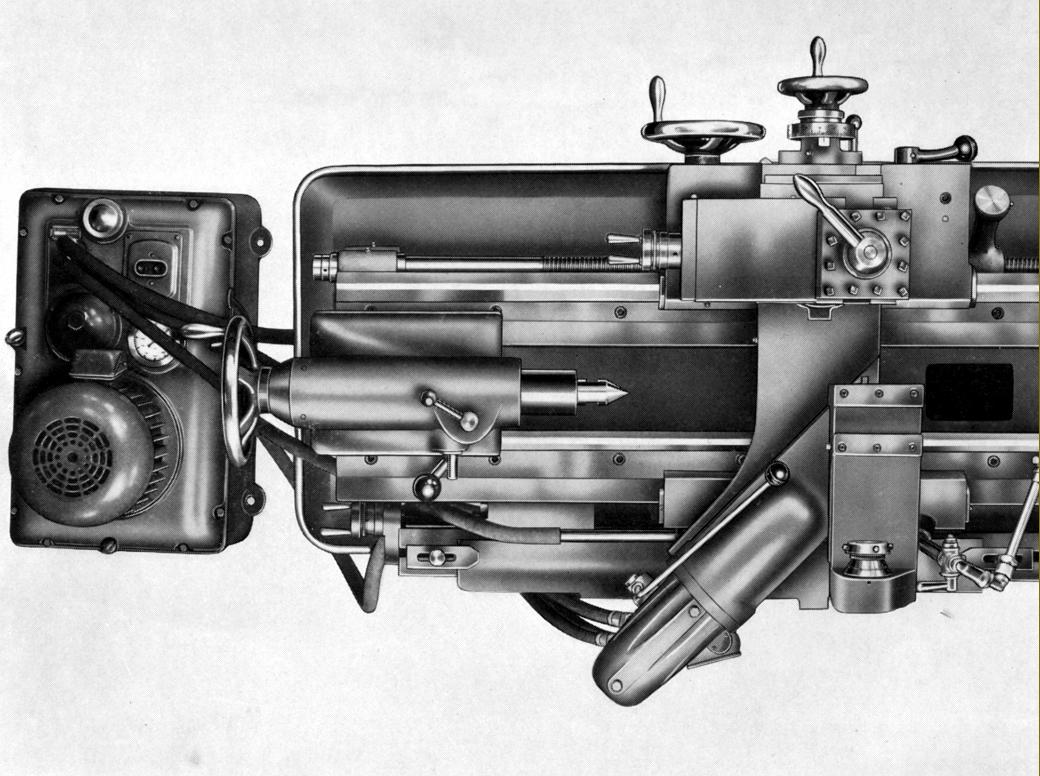
For an English lathe of ordinary commercial quality, the Wyvern was unusual in its drive arrangements and lacked the usual rear or inside mounted motor with drive to an all-geared headstock directly by a belt. Instead, like some more expensive tool-room lathes (and many of those manufactured in continental Europe) a separate 6-speed, oil-bath gearbox (called a "sub-headstock" by the makers) was mounted in the base of the stand with drive to headstock spindle by three V-belts. The 3-step spindle pulley ran in its own set of ball races and so relieved the taper-roller bearing spindle of belt pull and isolated it (and hence the workpiece) from vibrations associated with meshing gears; this design also ensured that the machine had a lower centre of gravity and was generally smoother running and quieter than average. Customers could specify the end of the 2.25-inch bore spindle with either a thread or an American L0 long-nose taper.
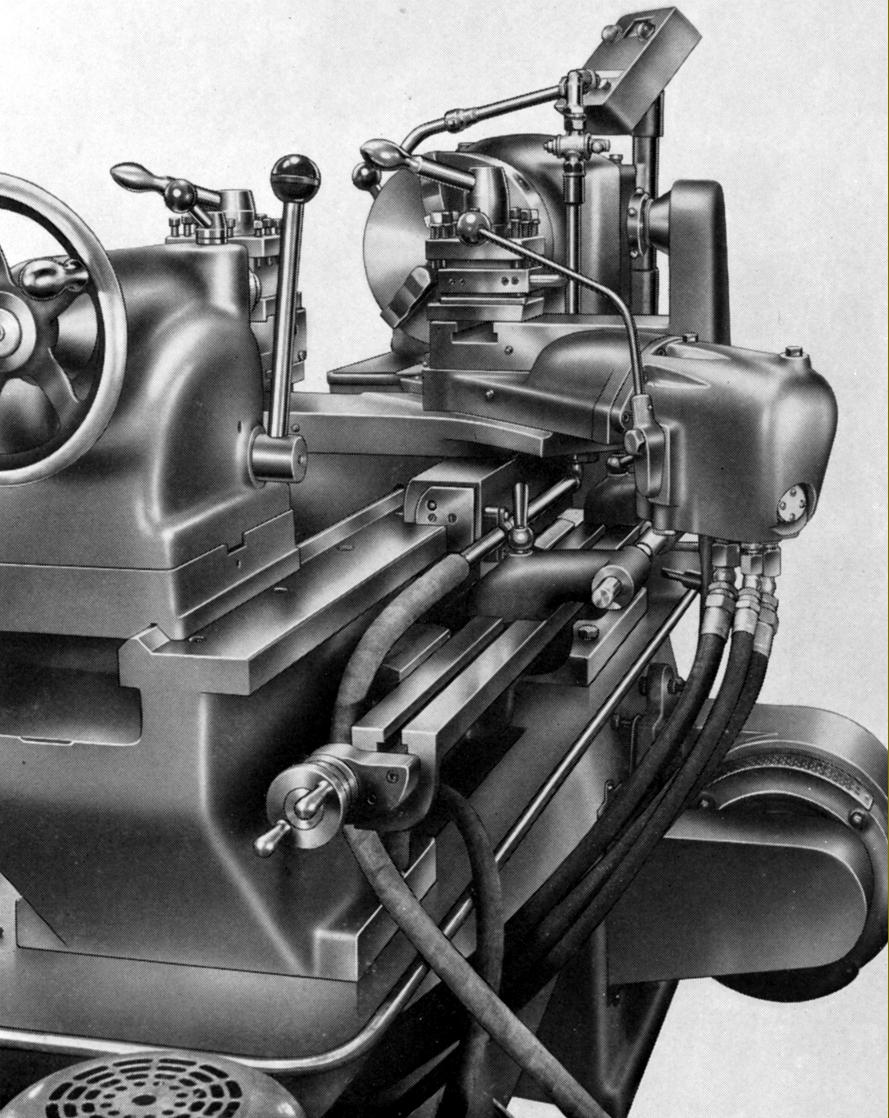
Starting and stopping of the lathe and control of the speed-change gearbox was by a large lever mounted on the front face of the stand immediately below the headstock (the box used a neat, positive-action rack and pinion selector mechanism). The lever worked through a Herbert-manufactured, double-friction clutch and it was unnecessary to stop the machine before changing all but the headstock-mounted backgear speeds. The clutch doubled as a brake, with the spindle able to be brought to rest from high speeds very quickly, even with a heavy job mounted. While Mk. 1 machines were fitted with a 4 h.p. 1400 r.p.m. single-speed motor on the Mk. 2 a choice was offered of either a 5 .h.p. single or a 5 h.p. 2-speed. With a single-speed motor fitted the 12 spindle speeds ran from 50 to 860 rpm and with the 2-speed the 24 available spanned 32 to 960 rpm. The speeds were divided into two sections, fast and slow, with the former coming directly by belt from the "sub-headstock" gearbox and the latter through a conventional backgear assembly built around the headstock spindle.
Drive from the headstock down to the screwcutting and feeds gearbox was through a set of tumble gears running in an oil bath; the box generated 32 different pitches (from 4 to 56 t.p.i. without dismounting or altering the changewheel drive) and drove a separate power shaft to take the sliding and surfacing feeds to the apron. To save wear and tear, and hence maintain its accuracy, the 4 t.p.i leadscrew was normally left out of mesh and used only for screwcutting, a small lever on the face of the gearbox being used to engage and disengage it. The makers listed additional sets of changewheels, at extra cost, to convert the gearbox to generate metric and other pitches.
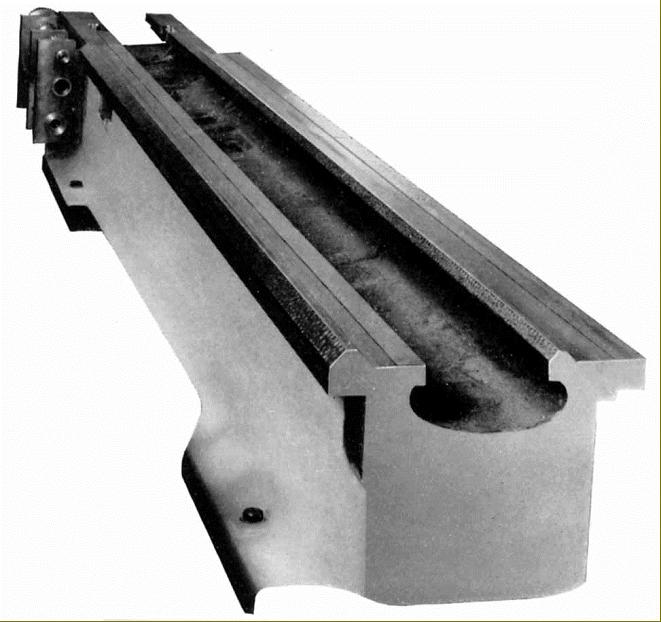
Fitted with raised-V-and flat ways the bed could be specified in lengths that admitted 3 feet, 5 feet or 6 feet between centres and was available, at extra cost, with a detachable gap section that allowed work up to 28 inches in diameter and 7 inches thick to be mounted on the faceplate. Instead of a conventional hardening process the makers offered, at extra cost, hardened steel inserts let into the top surface as a way of making it more suitable for continuous, heavy-duty use in industry.
Of double-wall construction the apron was fitted with bronze bushed shafts and a single control to select either the sliding or surfacing feed; a separate lever, protruding from beneath the lower edge of the apron, was used to flick the feeds into and out of engagement.
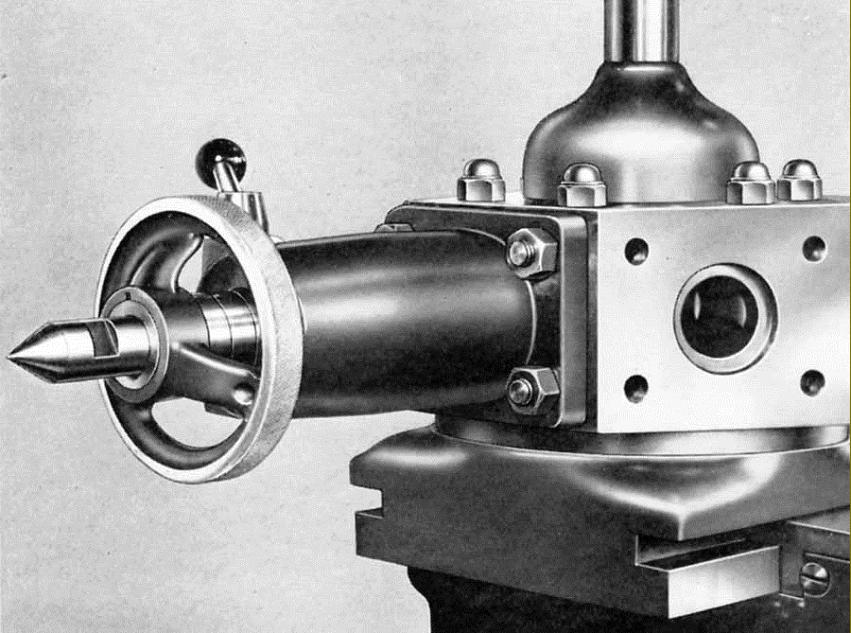
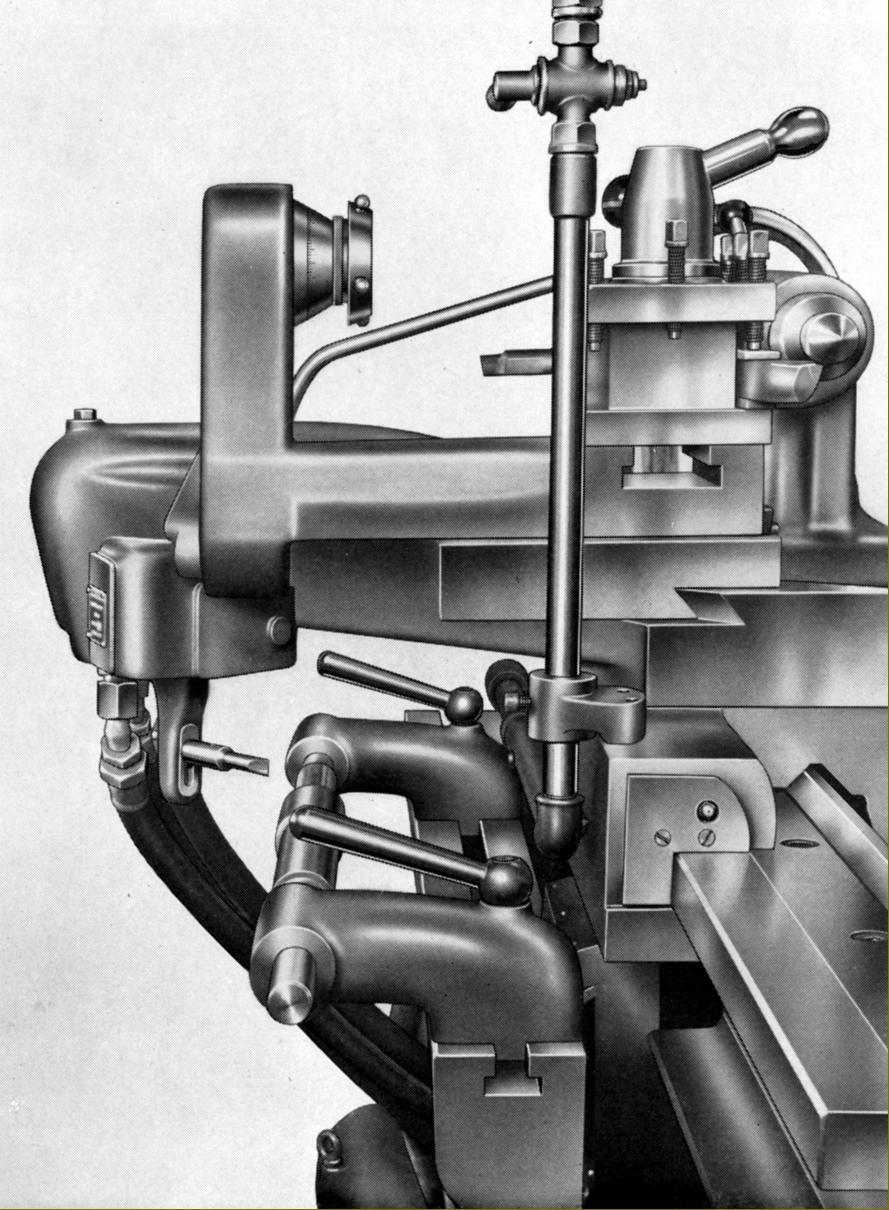
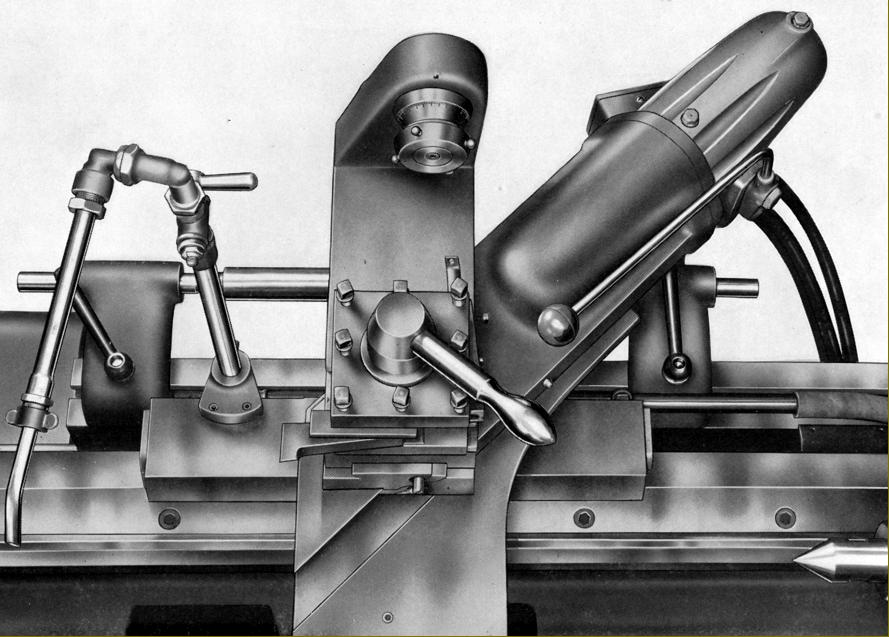
Fitted with a usefully large No. 4 Morse taper barrel, the tailstock could be locked to the bed by a quick-action eccentric lever for ordinary use or, for heavy work, by engaging a supplementary clamp bolt.
A neat, large-capacity draw-type swarf bin was built into the stand and, by using the two large handles bolted to its front surface, could be pulled out easily for emptying. Supplied with each lathe as standard was a faceplate, catchplate, thread-dial indicator, two Morse taper centres and a 3-point fixed steady. Weights were 25 cwt for the 36-inch model, 30 cwt for the 60-inch and 32 cwt for the 72-inch.
Serial numbers:
1949 = 195
1950 = 200
1952 = 248
1955 = 300
1958 = 935
1961 = 1017
1964 = 1095
1967 = 1159
1970 = 1202..
|
|