 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
email: tony@lathes.co.uk
Home Machine Tool Archive Machine-tools Sale & Wanted
Machine Tool Manuals Catalogues Belts Books Accessories
Winfield Lathes
Winfield Page 2 Winfield Photo Essay
A catalogue set is available for Winfield lathes
During the 1920s and 1930s there was a proliferation of small-lathe manufacturers in England and some, although they became well known amongst model engineers, were tiny outfits, often no more than a man and a boy (or two) and an output per annum to match. "Winfield" were one such concern, widely known through their advertisements in the model-engineering press and run by Mr. Charles Winfield first (in the late 1920s) from a room in the same mill in Beeston that would be occupied by Myfords from 1932 onwards. From 1934 they occupied workshops behind a Victorian house at 144 College Street, Long Eaton, near Nottingham, where they stayed until their bankruptcy was declared in, it is believed, 1952. Winfield were obviously proud of their independence and made much of the fact that when a lathe was purchased the customer knew who the manufacturer was - not something that could be said for many of the lathes offered by competitors, many of whom were just badge engineers. Advertisements proclaimed: "We do not rent a room in someone else's factory, but now have the finest production plant in the district, installed in our own factory specially built for the job." They further announced that: It is not our business to snatch your deposit and put you on a long waiting list. All orders are usually dispatched at a few hour's notice. As the original designers and makers of these lathes were are in a position to give you dependable delivery promises. When choosing a lathe insist on knowing who the makers are, and you are more certain of getting a dependable machine. Further, they announded that all parts were manufactured by themselves from raw materials, including the smallest nuts and screws.
In line with other makers, not only complete lathes were offered but, for the impecunious or those wanting a challenge, sets of machined parts were available. For example, during 1936 a complete backgeared and screwcutting 3-inch Winfield fitted with a compound slide rest was £4 : 10s, but a set of parts could be ordered for £2 : 5s, a substantial discount of 50%.
Although the origins of Winfield are well documented, mystery surrounds the connections with another Nottingham-based company who made small lathes "Lineker & Winfield". With their first model (an inexpensive little plain-turning lathe at £3 : 15s : 0d) advertised during 1924, this firm may have been nothing to do with Winfield, or perhaps Mr. Winfield's first business venture in a partnership. Another uncertainty surrounds the possible use by Granville/Corbetts of Winfield beds: some of these have the Winfield name crudely chiselled off, while others cast-in Corbett's lettering and maker's plates in place. A known example of this type, a Granville XL 41/4" x 20", has paperwork confirming its sale in 1950, indicating that Winfield either had surplus parts to dispose of or their commercial failure (or cessation of production) happened well before the formal winding-up of the enterprise. Interestingly, these XL lathes appear to have used the older style of Winfield headstock with the backgear clustered against the front spindle bearing - yet have a much superior carriage assembly (with a wide and long cross slide) looking very much as though it was copied from the Pools Special.
Continued below
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
A Mk. 1 Winfield 3.25" x 12" with its distinctive "braced bed" ( photographic essay here)
A version of this lathe was also sold by the local machinery dealer Corbett's badged as if their own product
Continued:
Like Portass in Sheffield, Winfield built their lathes in small batches and, from the selection that passed through the writer's hands, he can confirm a story from an acquaintance (who met Mr. Winfield Senior), that each set made was slightly different to the previous and incorporated, at the whim of the owner or foreman, such modifications or alterations that seemed, at the time, most appropriate. Little-used examples that have come to light in recent years show that manufacture was on a tight budget, with castings left in a rough state with an indifferent cosmetic finish and evidence of hand-work being necessary to get everything aligned and working properly. However, the underlying craftsman was sound and the design, while not equal to a Drummond, was superior to the cheaper Portass models and in line with that company's heavier versions of the "Dreadnaught". It is not known for certain which was Winfield's first lathe, but two obviously early versions have been discovered that demonstrate a continuous development from the now rare "braced-bed" Mk. 1 to the relatively common Mk. 3. The very first model appears to have been built in two forms with the second having a tailstock swept back to give a slight increase in capacity between centres. None of the company's surviving advertising leaflets mentions this type, instead, early sales literature features Randa lathes bought in for resale from Ross and Alexander in London.
One Winfield, a Mk. 2, has survived in remarkably original condition and is shown below in its original rather drab finish. This has many features found on the Mk. 3, yet also many as found on the Mk. 1 including a backgear assembly clustered (like a Myford ML2/ML4) just inboard of the spindle nose, a rather perfunctory apron not dissimilar to the kind found on contemporary Randa lathes of the better-specified type, a shorter headstock bolted down with two bolts at the front but only one to the left - and a rather limited capacity between centres (and oddly without the swept-back tailstock).
Today, the most commonly encountered Winfield is the later and much-improved Mk. 3 4.25" x 20" (later 28") gap-bed model; this was a sound development of the earlier types and based on a strongly-built 'cantilever' bed with a deep box section between the mounting feet. The headstock casting was stiffened by having its front face drawn up level with the lower edges of the simple, split, bronze bearings - and was fastened solidly to the bed by four substantial studs and nuts. Although the spindle nose carried the same thread and No. 2 Morse taper as the late-model Myford ML4, ML7 and Super 7 (11/8" x 12 t.p.i.) it did not, on early versions, have the same "step-up" register between the thread and spindle-abutment face. However, late-model Winfield lathes do have an identical spindle nose to the Series 7 lathes, with the other end turned down to accept a proper ball-thrust race.
A rather wider-than-normal (a useful 1.25" rather than 0.75" or 1") flat-belt drive was standard, although a V-belt option was listed as a "no-cost" option - a surprising move, as all the Mk. 1 and Mk. 2 models found have been V-belt drive. Both stand-alone and built-on countershafts were offered as extra cost; the latter unit consisted of a substantial box-form casting bolted to the back of the bed and carrying a swing-head unit with the belt tension set by a simple cam-action lever that worked on only one side of the unit. The countershaft bearings, like those in the lathe headstock, were in plain bronze, split on one side for adjustment.
Tumble reverse appears to have been part of the standard specification but, while (some) later machines were fitted with a heavy cast-iron changewheel cover, all early lathes, in the spirit of the times, had them completely exposed. On all early types the leadscrew ran in a bolt-on hanger bearing in bronze at the headstock end and a cast-in bearing at the tailstock. However, very late examples of the Mk. 3 have been found with bolt-on bearings at both ends--though why this change was made is unknown, possibly problems with the jigging process (and machinery missing from the factory after WW2) were to blame. These late models all seem to have had longer beds, able to accommodate around 28" between centres - so making them much more versatile than a Myford ML7.
Even to the little leadscrew swarf guard the whole of the carriage assembly was very like that of a Myford ML2/4, with the thread for the cross-slide screw being formed directly in the metal of the saddle and a simple rectangular (later triangular) end plate fitted to the end of the T-slotted cross slide. Again, similar to the very first ML2 models, the top slide was held in place with a single bolt, around which it could be swivelled. In standard form no graduations were fitted to either top or cross-slide feed screws - though a graduated handwheel could be purchased, as an accessory, to fit the latter.
With its square-section thread the hollow-bored tailstock barrel carried no ruler markings - but was fitted with a 2 Morse taper, a considerable improvement on the No. 1 normally found on small lathes of this vintage; unfortunately, the barrel was clamped by a screw that closed down a slot cut in the tailstock casting - an arrangement that might have worked adequately-well when the machine was new, but not so perfectly when everything had bedded in and worn a little a few years later.
Several other models were also produced by the company, including one (very rare) with a 5-inch centre height, two earlier versions of the Mk. 3, and one whose parentage must be in doubt, the "Lineker & Winfield". This model had bed and headstock cast as one, a backgear clustered at the left-hand end of the headstock and two bed-mounting feet.
Like many other makers Winfield were not above both supplying lathes for branding by others (Corbett's being one such) or buying-in the efforts of other makers and badging them as their own with (as shown below) examples found of Randa lathes (Ross & Alexander, of London) with beds carrying the Winfield name. If you own an example of any type of Winfield, and could take some sharp photographs, or have any Winfield advertising literature, the writer would be very pleased to hear from you.
Randa lathes badged as Winfield can be seen on this page.
Tony Griffiths
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
Winfield workforce circa 1949. From the left: Clarence Thumpston, Johnny Coates (?), Jim Salisbury and Cecile Whitall. The lathe on the oil drum is a Mk. 2 "smooth-bed" model as shown below on this page in its original drab finish.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Charles Winfield at a horizontal milling machine
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Raymond Winfield, Charles' son, working at a CVA (Kearney & Trecker) vertical miller in the lathe factory, circa 1949
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
A very early production Winfield, the Mk. 1. The overall length was around 2-feet, the centre height 3.25" and the distance between centres 12". No tumble reverse was fitted (and no provision on the headstock to incorporate it). The compound slide rest feed screws lack micrometer dials, though the cross-feed screw end bracket was in bronze - rather an extravaganza on an inexpensive lathe. Note the carriage rack with its teeth pointing upwards - a sure-fire recipe for them to fill with swarf and jam.
This lathe has something of a history, being used, it is claimed, by the inventor and patent holder to make parts for the first moving-coil (as opposed to moving magnet) pick-ups for vinyl records. *To the best of my knowledge, the first commercial moving coil pickups (and cutter heads) were made by P.G.A.H. Voigt when he worked for Edison Bell, but that was for shellac records in the late 1920s, long before vinyl was available. The other possibility was that Arthur Haddy of Decca had taken out some patents in the late 1940s or early 1950s specifically relating to vinyl records, but he didn't invent the moving coil principle, he copied it (without giving the credit) from Voigt. Even later, Arnold Sugden of Connoisseur developed a moving coil cutterhead and a playback head based on Haddy's work, but I wasn't aware of any patents relating to those particular items.I would be interested to know who had owned that lathe, as it would be another useful piece of information in the jigsaw puzzle of early recording history. Adrian Tuddenham.Poppy Records 01225-335974
Winfield photo essay here
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
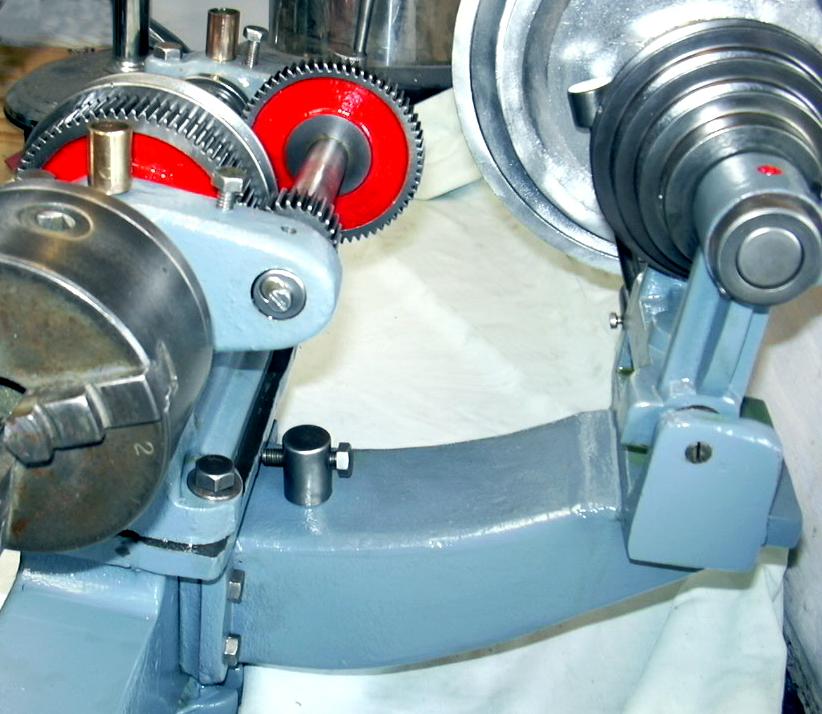
The bolt-on plate at the back of the headstock is a repair to broken casting
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
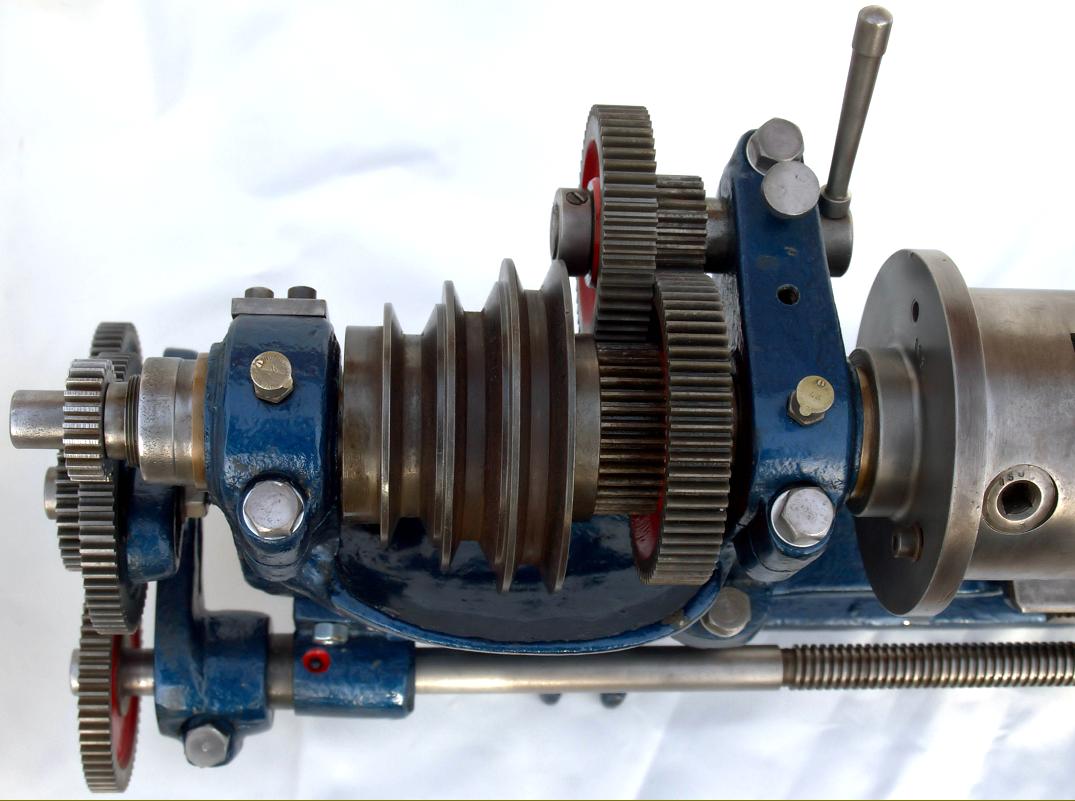
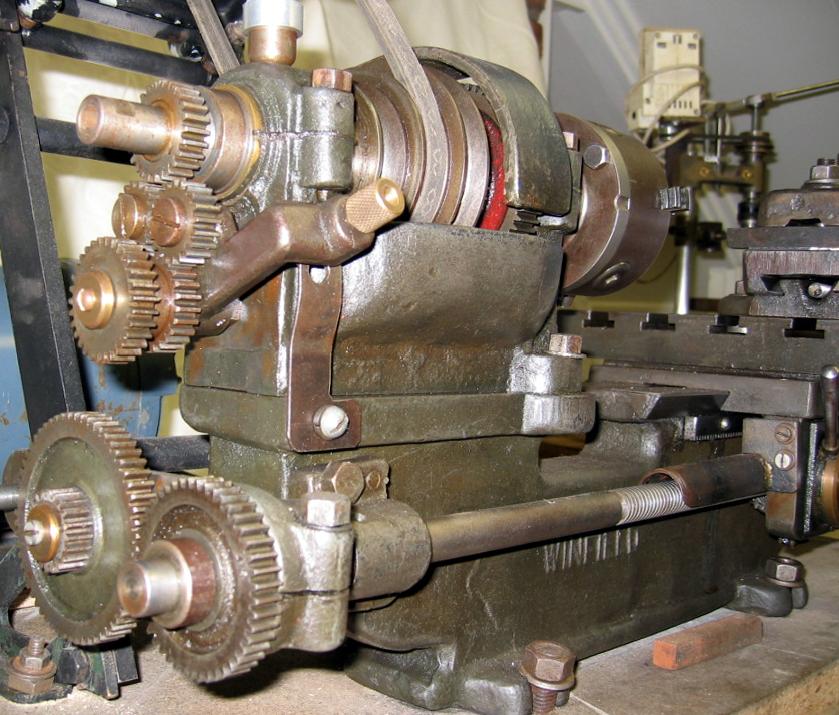
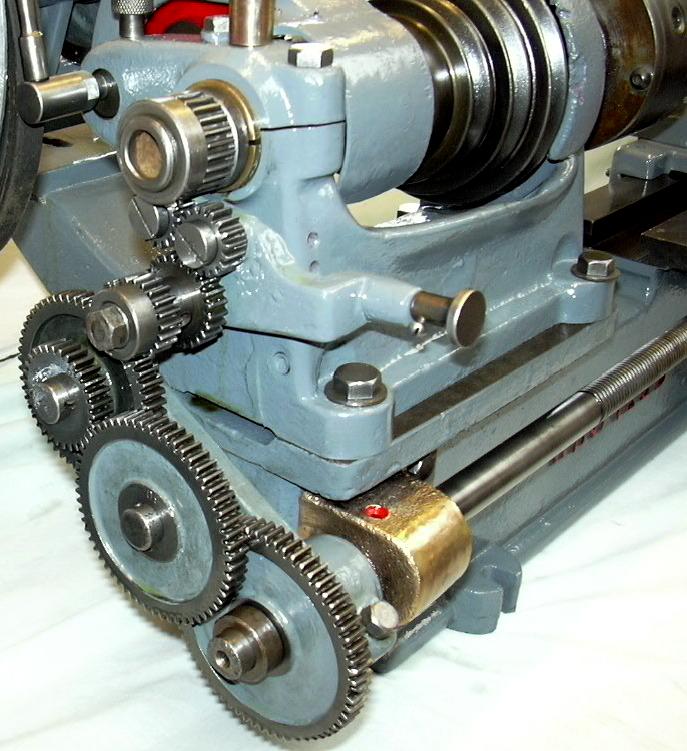
Backgear clustered, as on contemporary Myford lathes, at the front of the headstock spindle
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
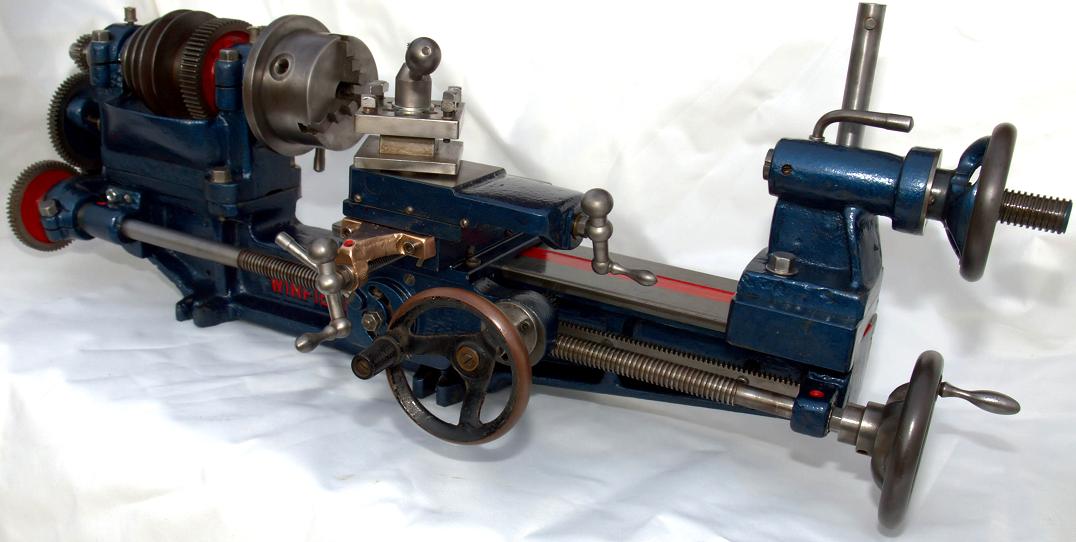
A Mk. 1 Winfield with a swept back tailstock to give a little more capacity between centres. The compound slide-rest micrometer dials is a later additions - as may be the long T-slotted cross slide.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
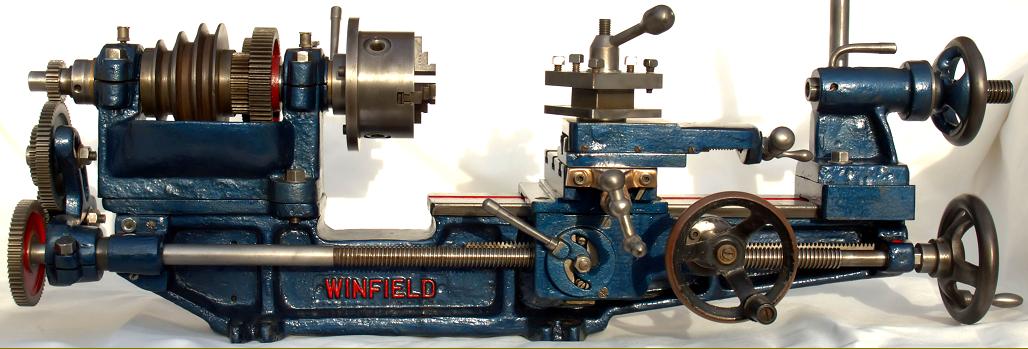
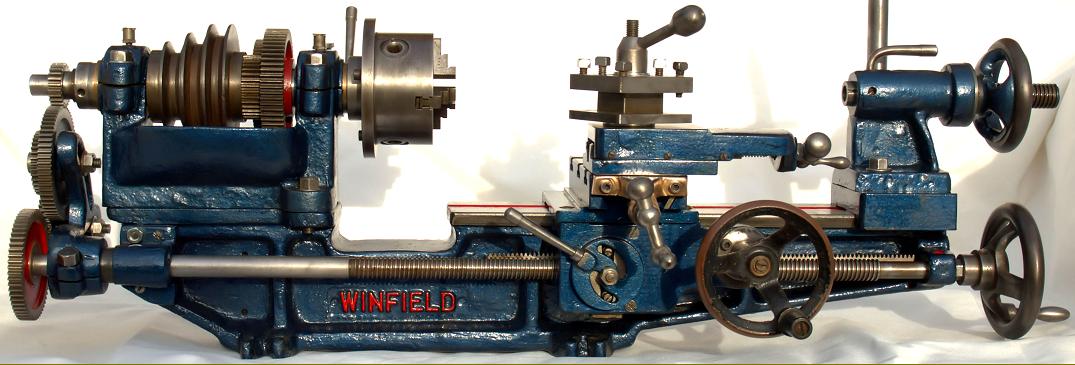
Another very rare Winfield - a very original and little-used Mk. 2. This version has, in comparison to the earlier models, lost the cast-in bed bracing bars on its slightly longer bed, a carriage rack arranged so that the teeth point downwards (preventing them filling with swarf)) and a more robust tailstock.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
A very simple way of fitting a location for the tumble-reverse arm - a strip of sheet steel bent to provide the necessary location holes
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
As a cheap lathe little effort went in to fettling or smoothing the castings. Even so, it was a better proposition than the equivalent Portass
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Like most small pre-war English lathes the cross-feed screw ran in a thread tapped directly into the cast-iron of the saddle
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
A robust tailstock with a through-bore to the barrel. The handle on the end of the leadscrew is not original
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
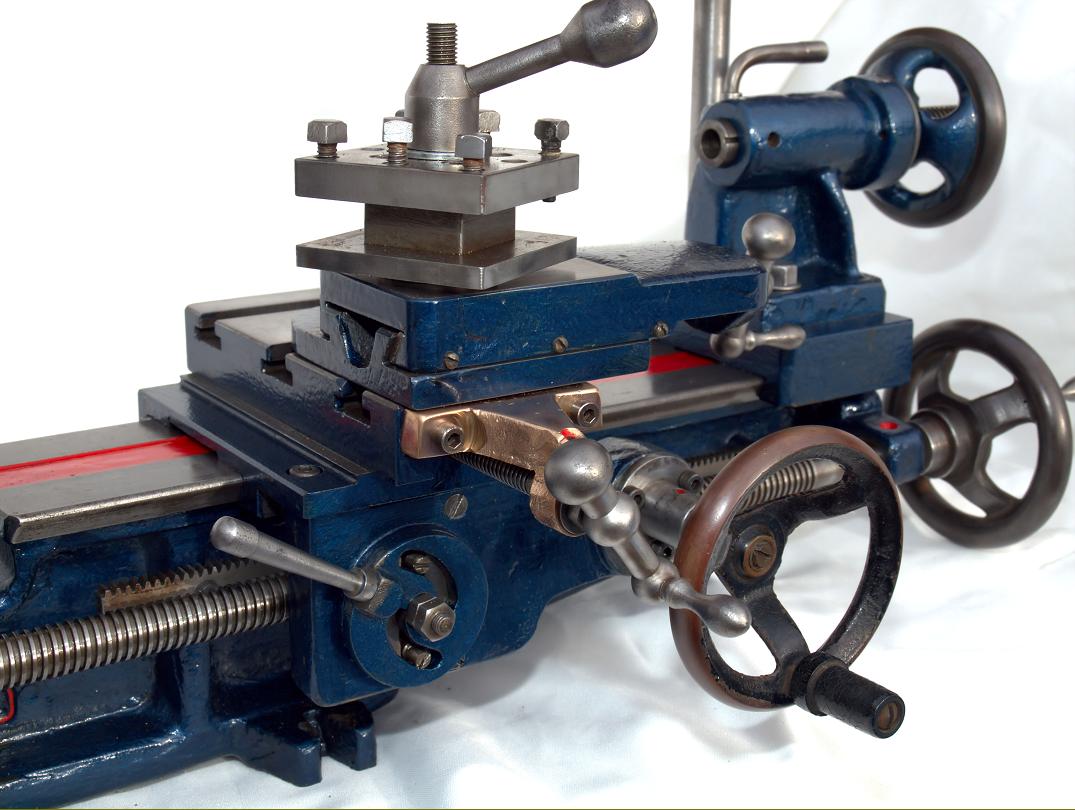
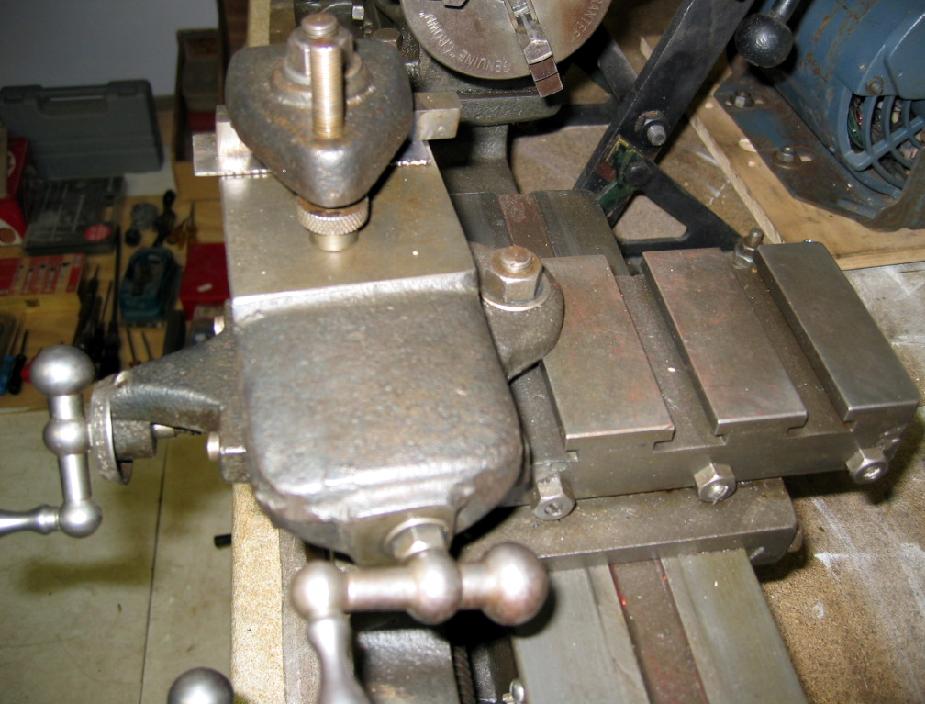
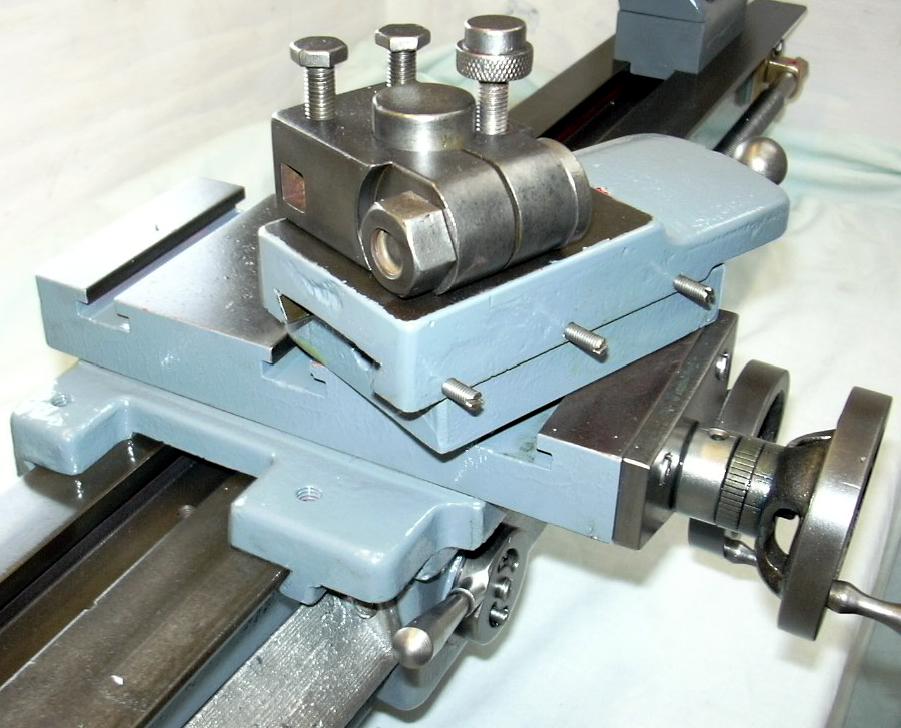
As on later versions the cross slide carried substantial T-slots--so greatly enhancing the lathe's versatility in the hands of a model or experimental engineer
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
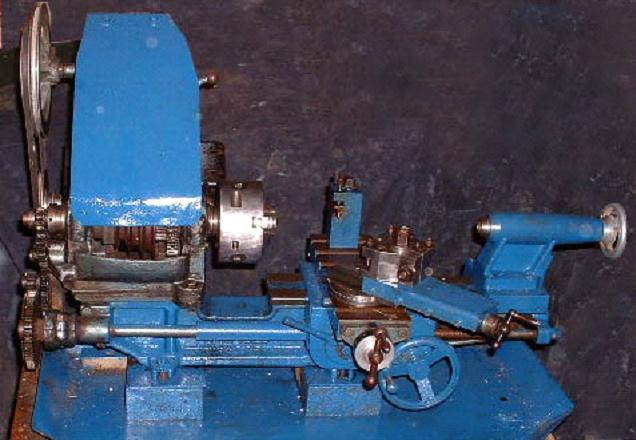
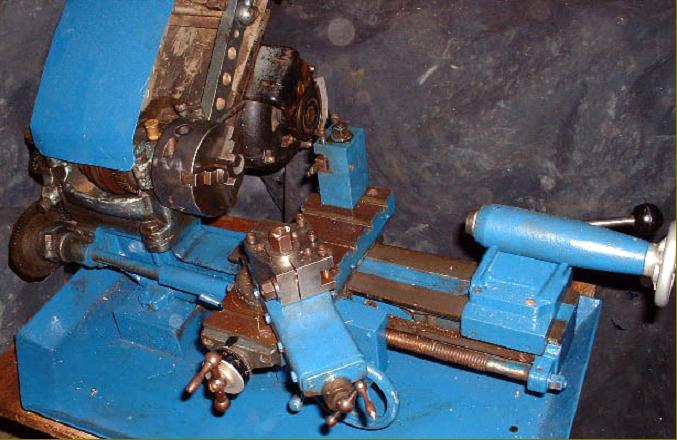
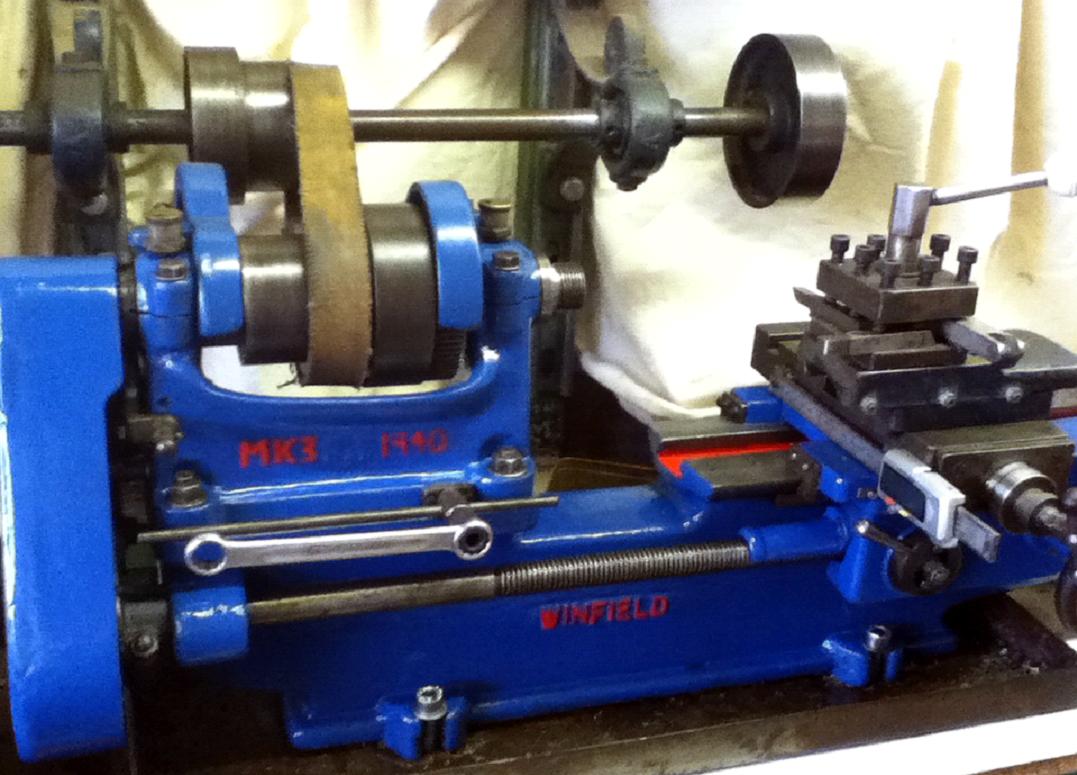
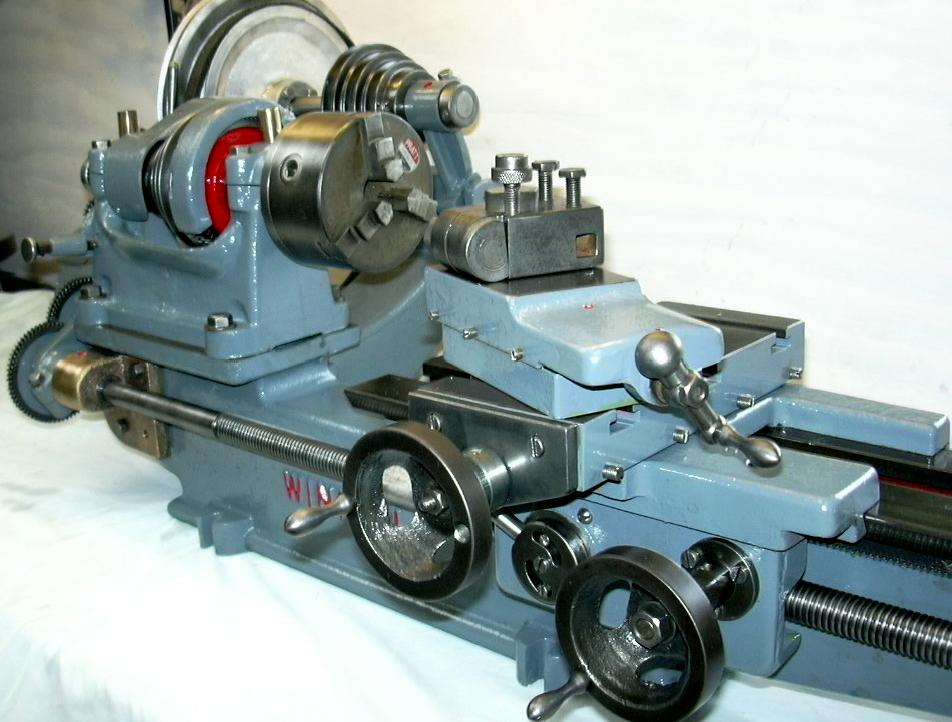
The final version: a Winfield Mk. 3 with the Model type and date (1940) cast into the headstock. Unusually, this example has flat-belt drive, offered by the factory as an option
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
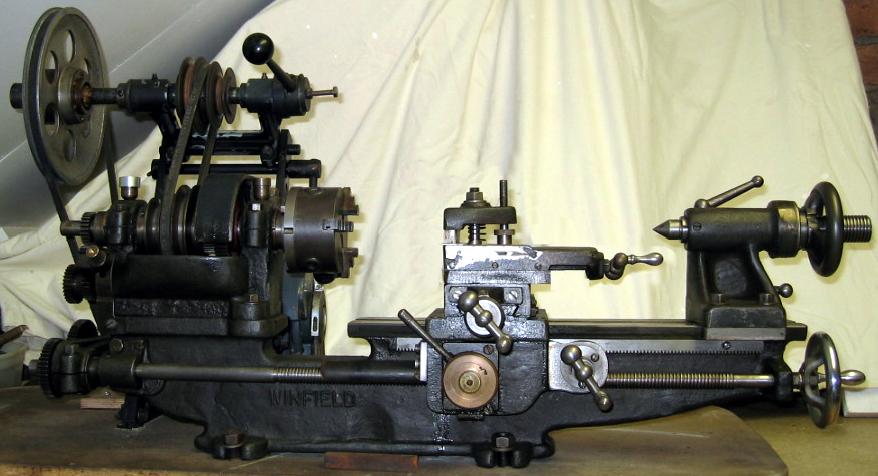
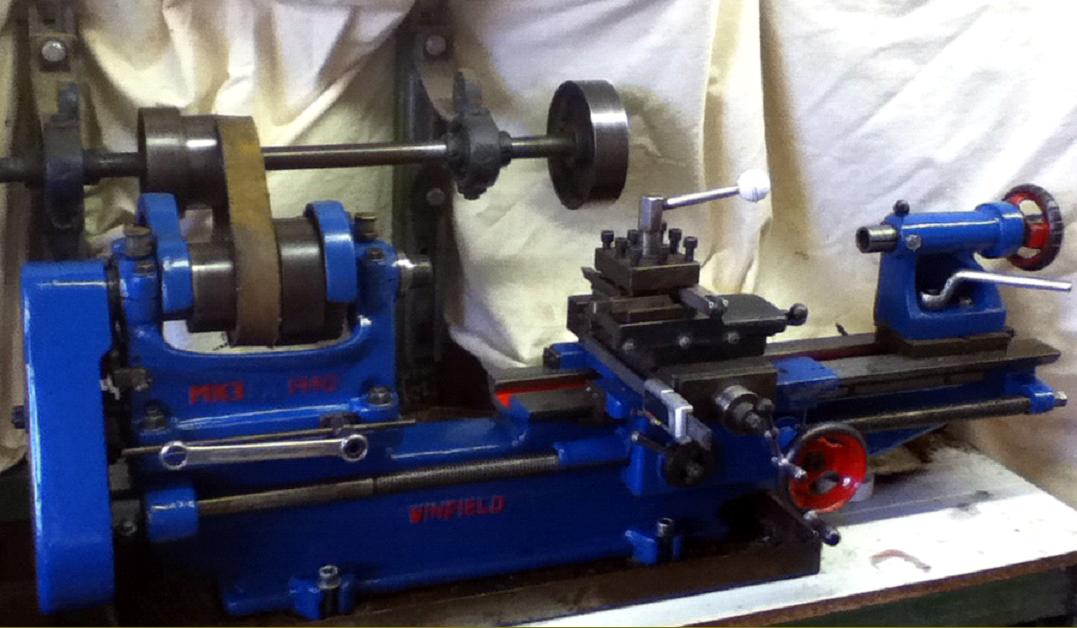
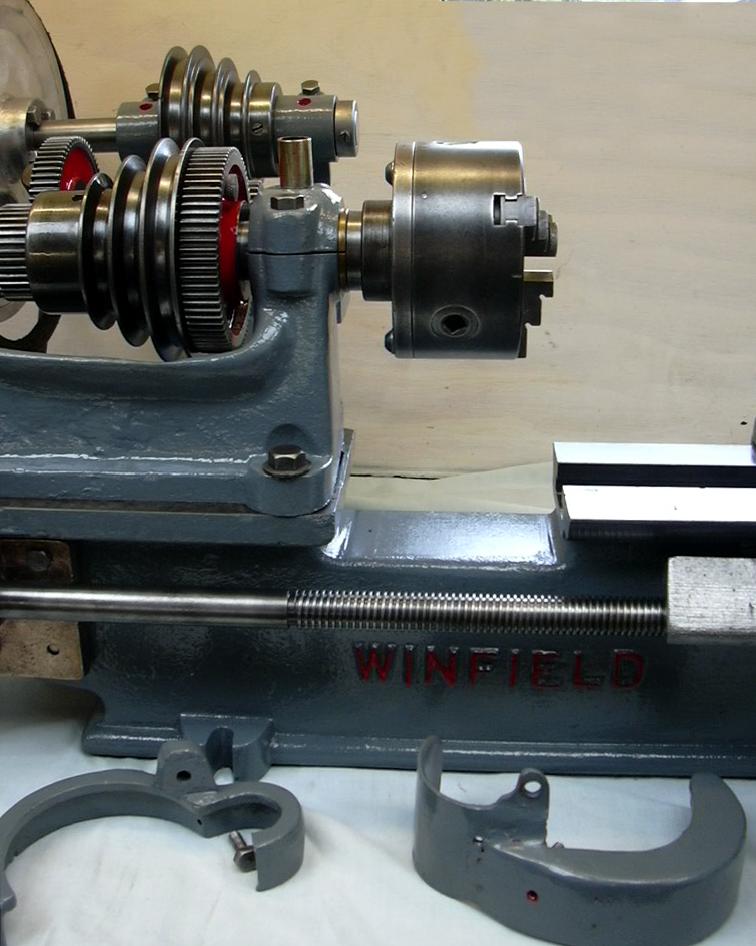
Final development, the Winfield Mk. 3 long-bed. Almost certainly post WW2, the wide headstock pulley had plenty of room for a 4-step drive, though only a 3-step was ever fitted. Note that the bolt-on leadscrew hanger bearings are in bronze.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Now contriving to look much more "grown up" - and with improved detailing - the post-war Mk. 3 Winfield made a reasonable competitor for the Myford ML7
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
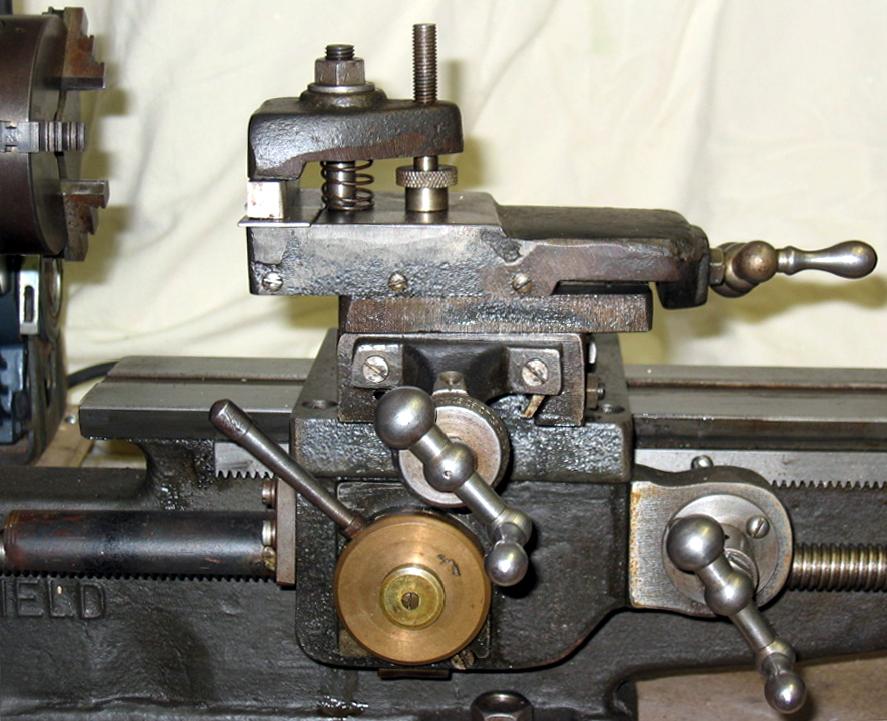
The toolpost was a "Norman patent" quick-set type - a design made famous by its use on thousands of Drummond M-Type lathes
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
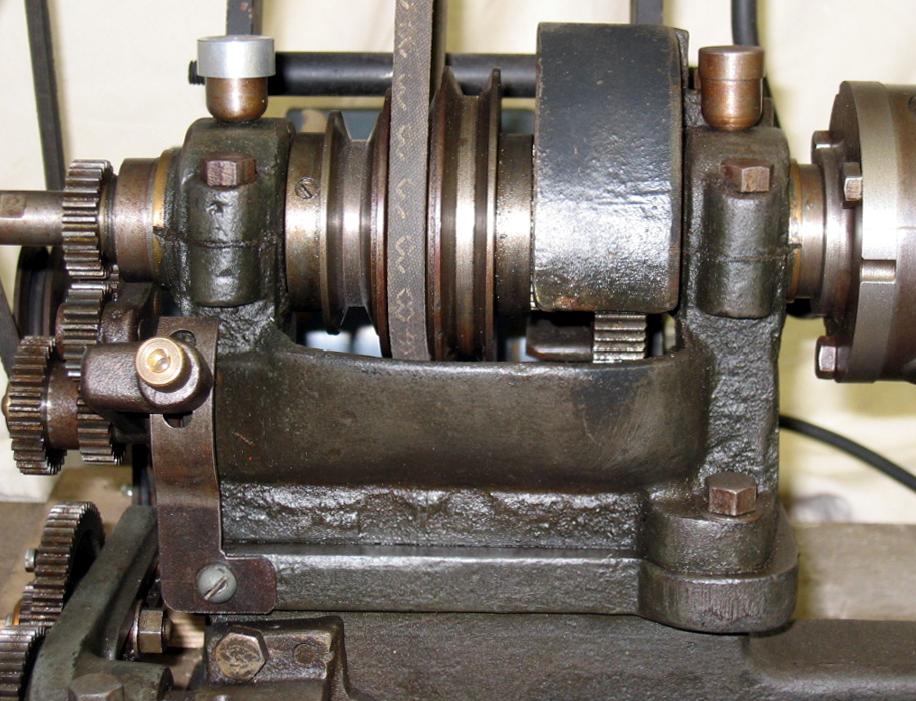
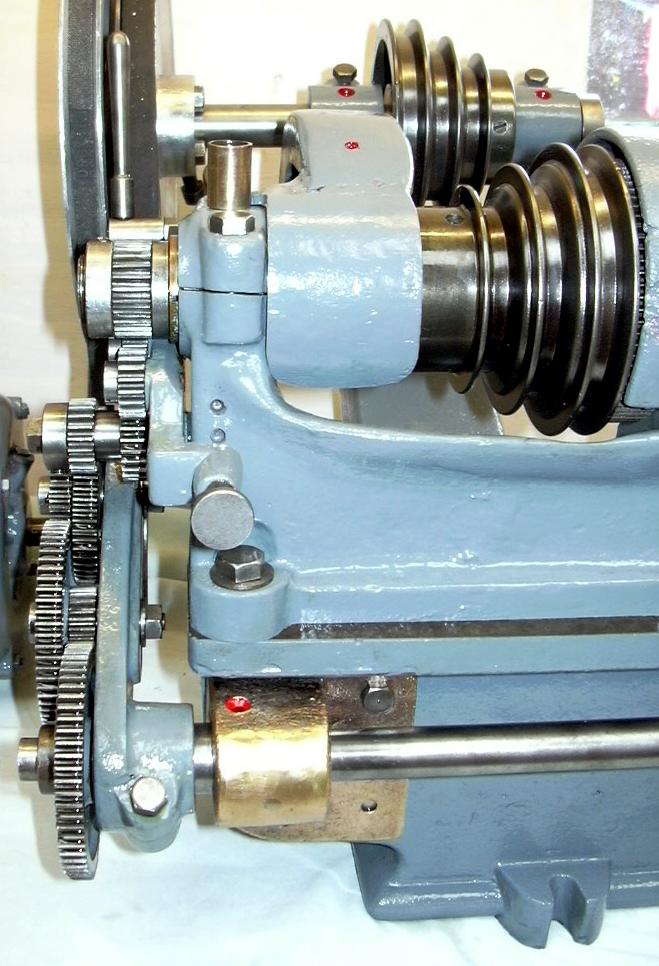
Still with unguarded changewheels but, just visible to the rear, is a neat but heavy bolt-on countershaft unit
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Although bolted to the back of the bed the otherwise useful countershaft lacked an integral motor platform
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
|
 |
|
 |
|
|
|
|
|
|
|
|
|
Although the Winfield spindle nose carried the same thread and No. 2 Morse taper as the late-model Myford ML4, the ML7 and Super 7 (11/8" x 12 t.p.i.) it did not, on early versions (rear unit) have the same "step-up" register between the thread and spindle-abutment face. However, late-models (foreground unit) Winfield lathes do have an identical spindle nose to the Series 7 lathes, with the other end turned down to accept a proper ball-thrust race.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|