|
A beautifully made, very high precision machine, the Wickman Optical Profile Grinder combines, in effect, the functions of a universal tool and cutter grinder, a fifty-to-one pantograph engraver and a "shadow-graph" projection unit - the latter having both a circular viewing screen and a microscope. The machine's function is to grind irregularly shaped contours into flat or circular form tools, male and female profile gauges, punches, die segments, etc. and can work in most materials including tungsten carbide.
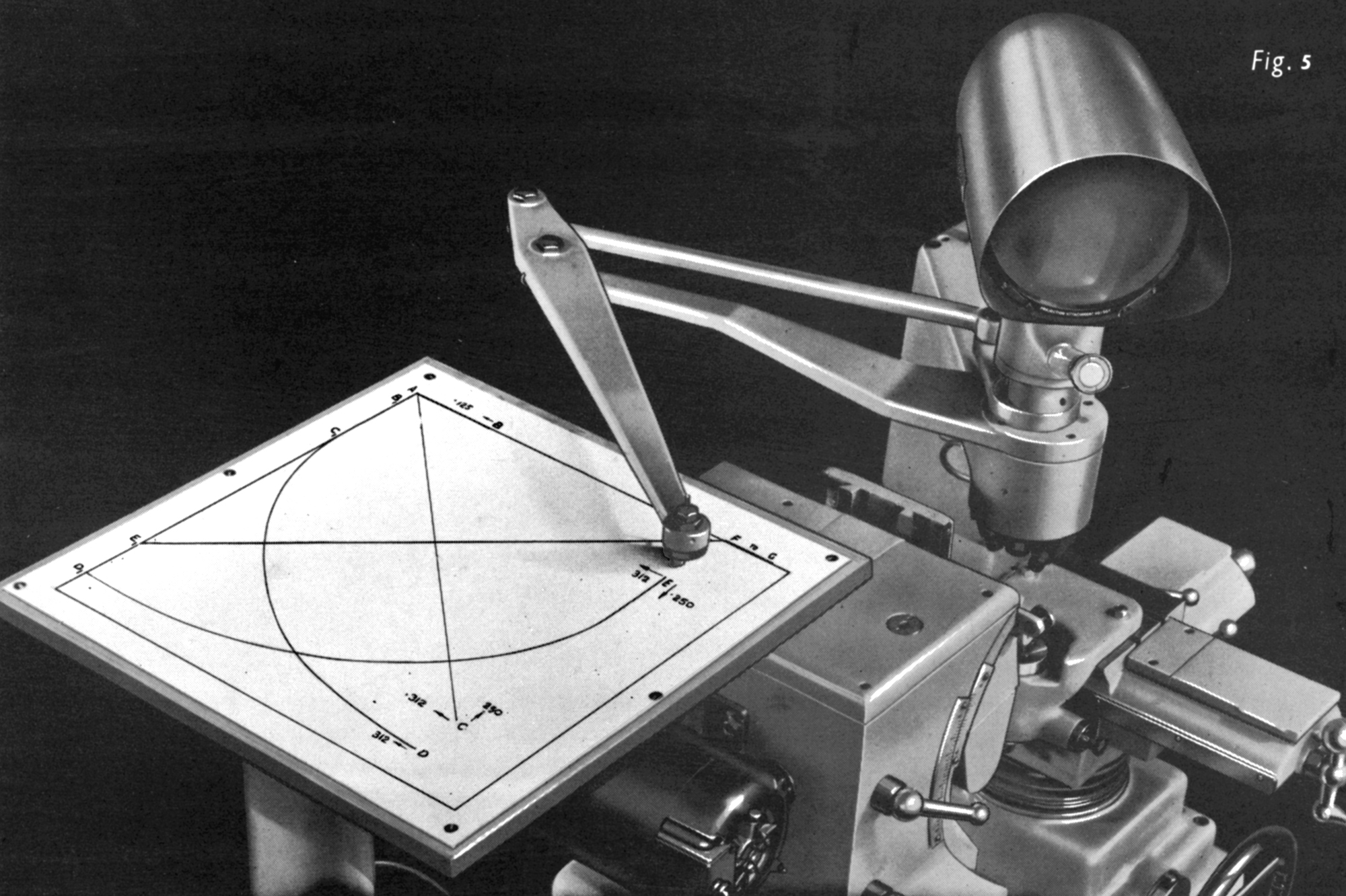
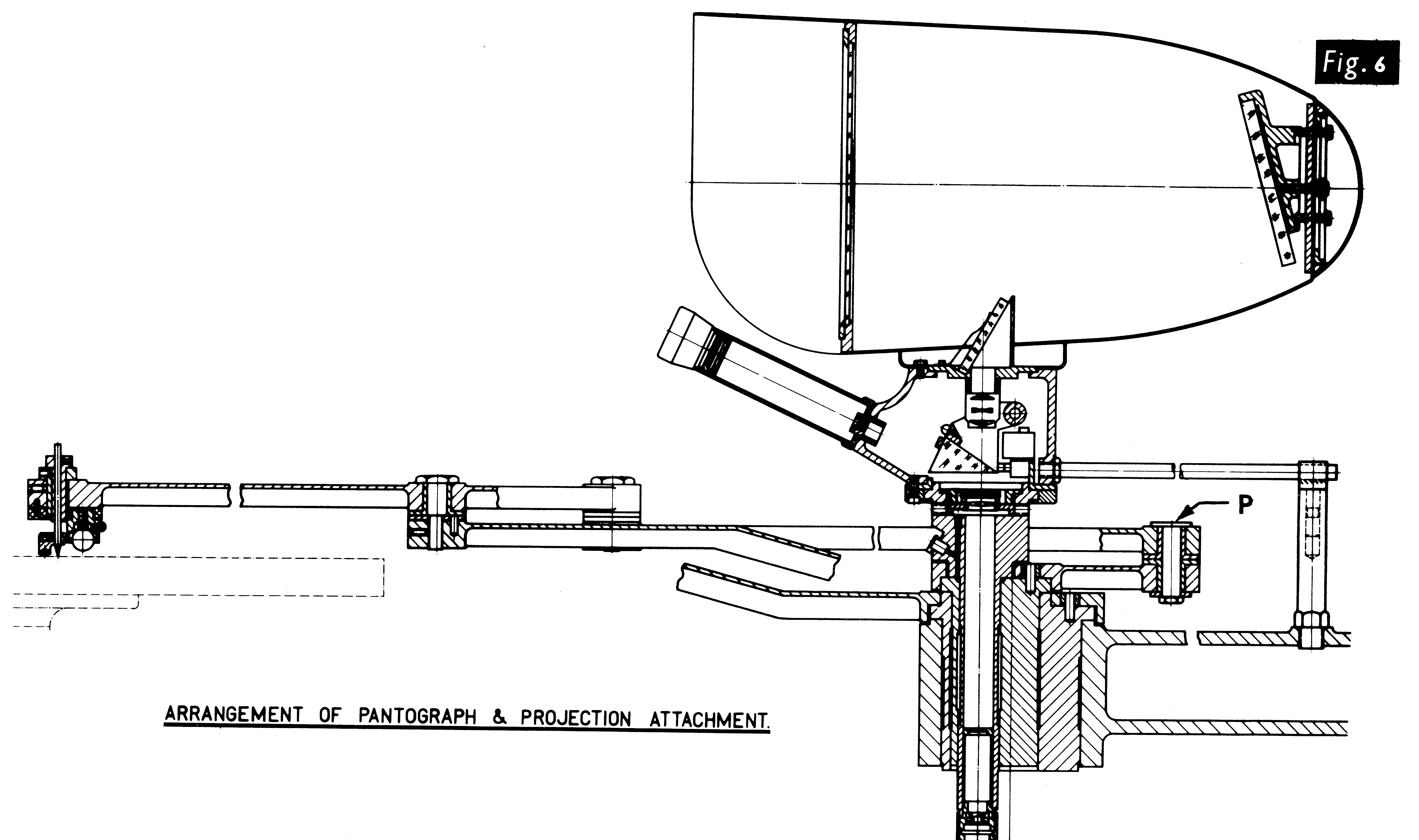
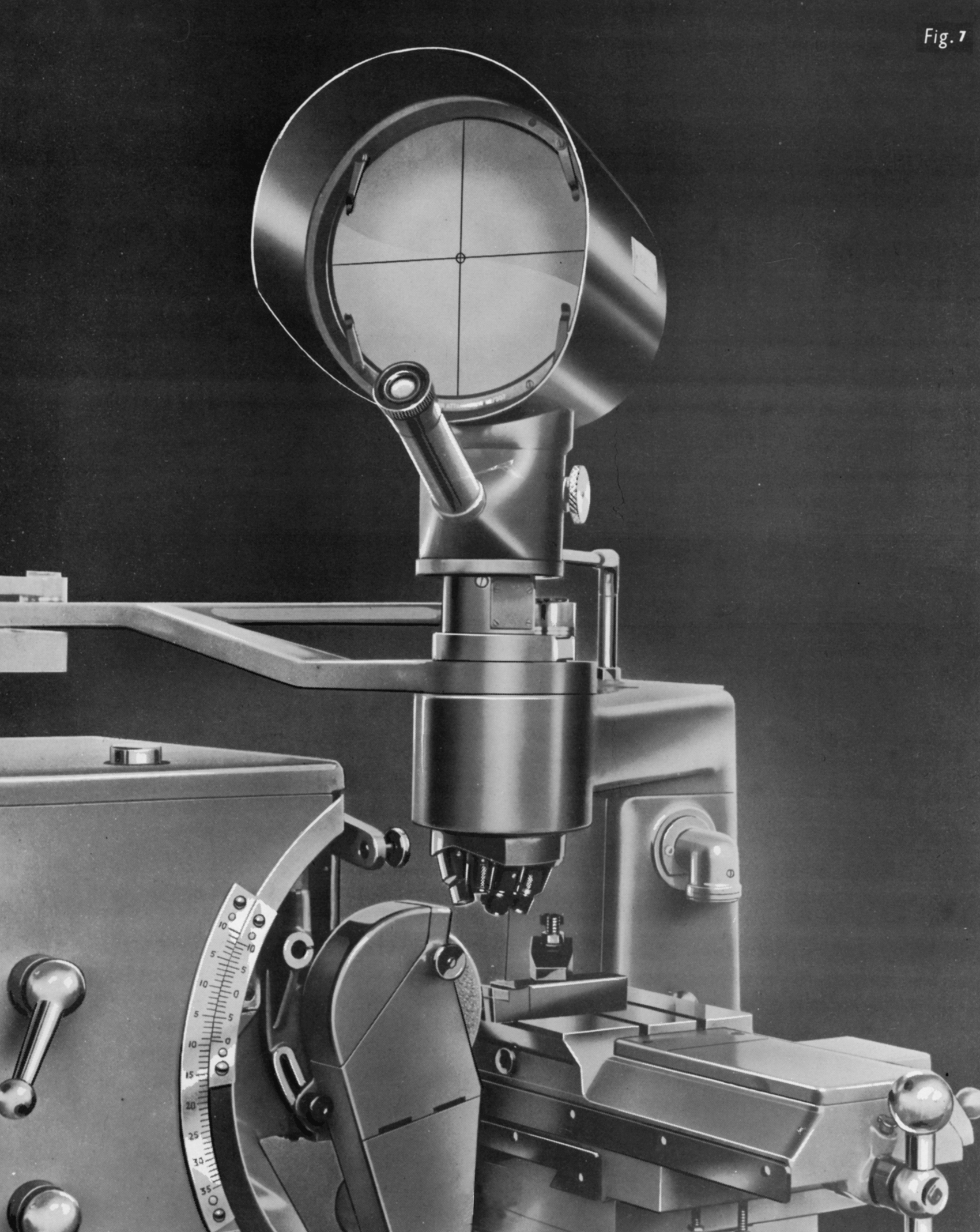
In use, a 50 : 1 drawing - on heavy cartridge or aluminium laminated paper - of the profile to be ground is mounted on an attached table and used in conjunction with the 50:1 pantograph mechanism, its final arm incorporating, within it, a projection unit made by Taylor Hobson consisting of a circular viewing screen and microscope. The screen shows a "shadow" picture of the part being ground with, superimposed open it, two cross hairs, their centre following the path of the pantograph tracing point and so outlining, for the operator, the correct profile to follow.
The machine consists of three parts: a heavy cast-iron base carrying, to the right, a "work head" upon which jobs to be ground are fastened and, to the left, the "wheel head" carrying the grinding wheel.
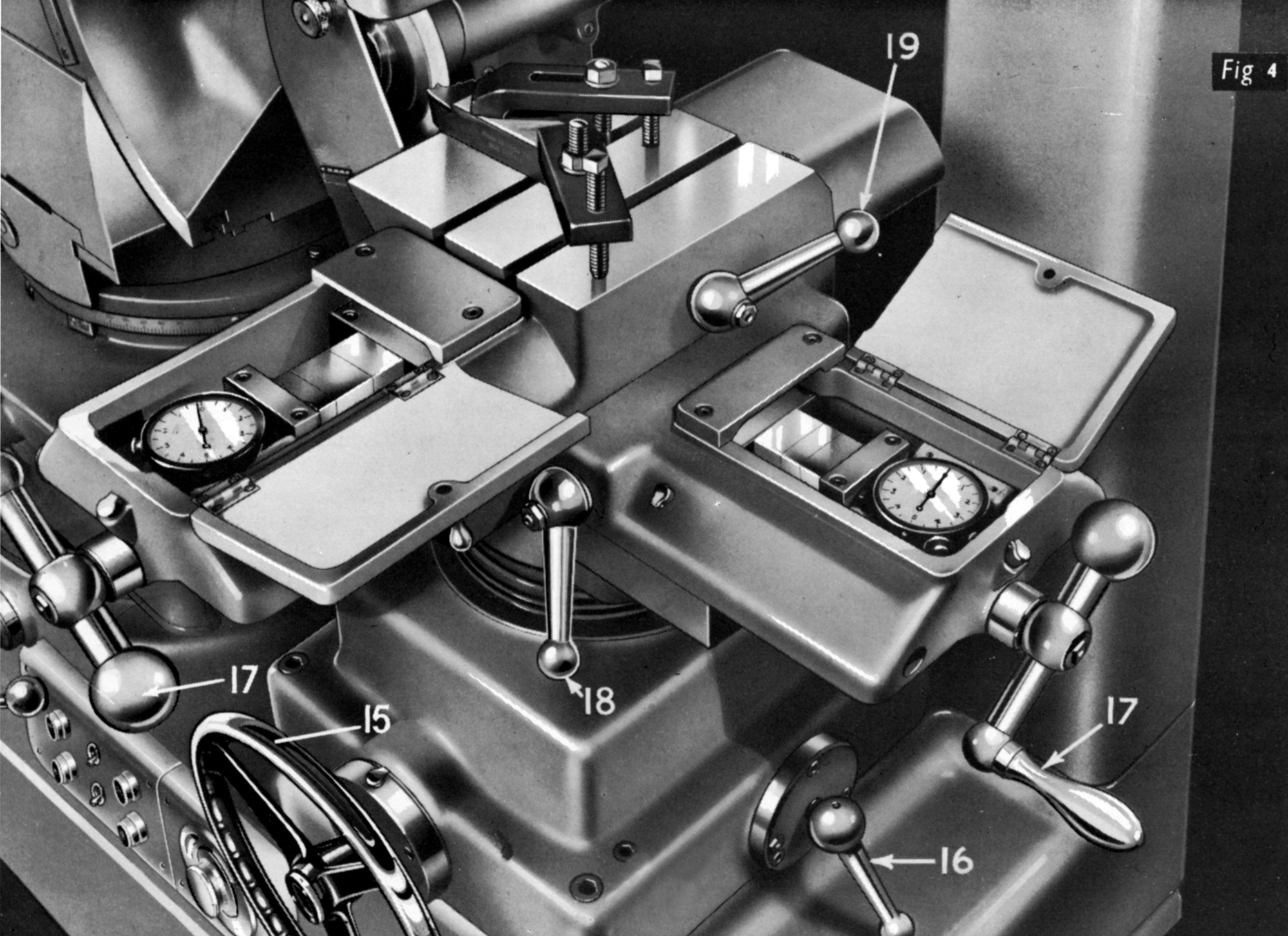
Work Head
The "work head" consists of a vertically-adjustably column on top of which is a "compound slide rest assembly" - a longitudinal slide and, on top of that and set at a right angle to it, a cross-slide. The cross-slide is fitted with two T-slots, these being used to clamp work in place. The slide screws are not fitted with micrometer dials but accurate 0.0001" (or 0.002 mm) dial indicators and, for maintaining absolute accuracy when large work has to be sub-divided into sections, slip gauges. Hinged covers are provided to protect the dials and slips from grinding dust and accidental damage. In operation, the slides are used together to bring the workpiece into the viewing field and then focused by adjusting the height of the column - the slides and column then being locked and the "wheel head" assembly, with its grinding wheel, then manipulated to produce the desired profiles.
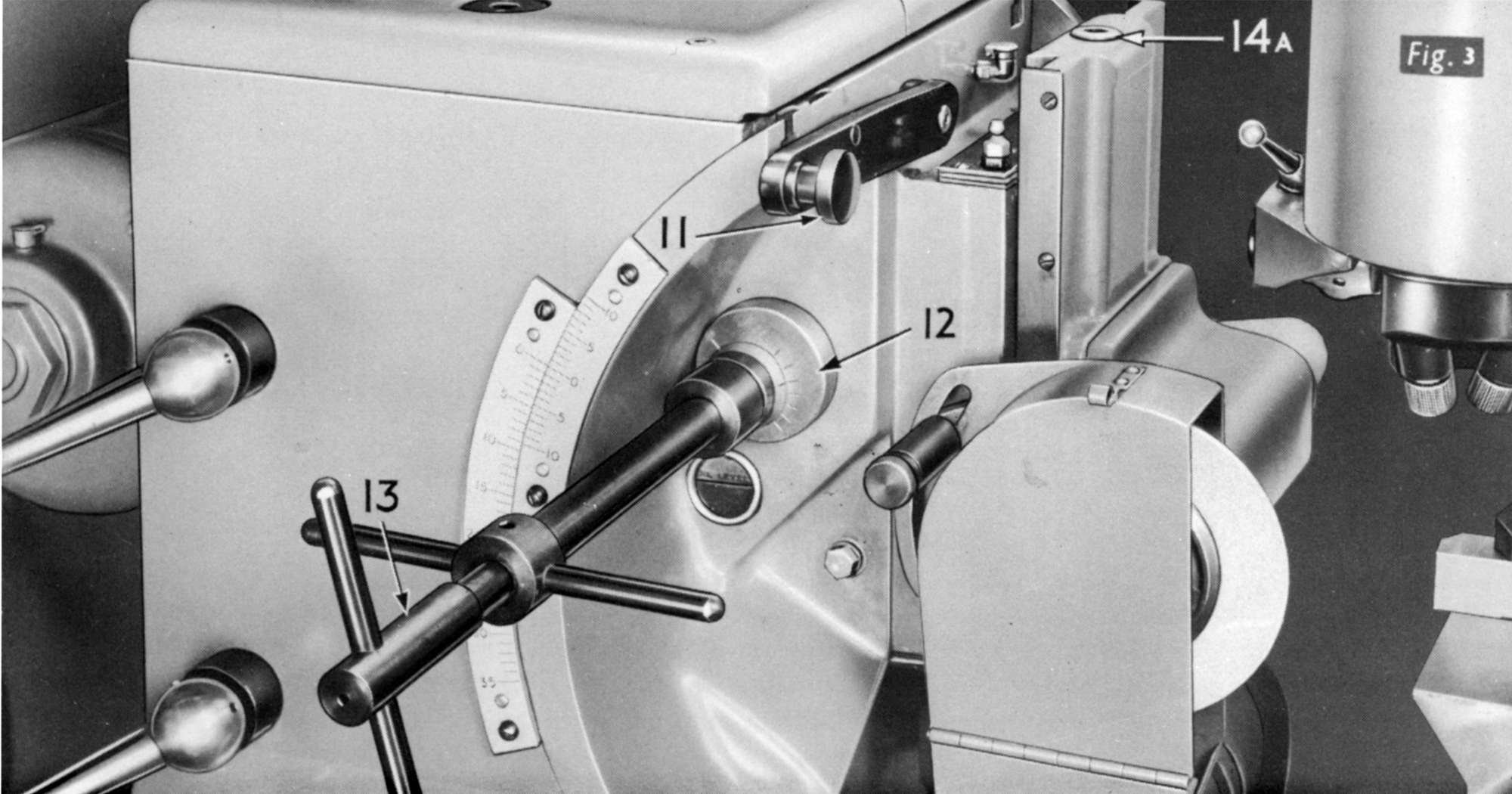
Wheel Head
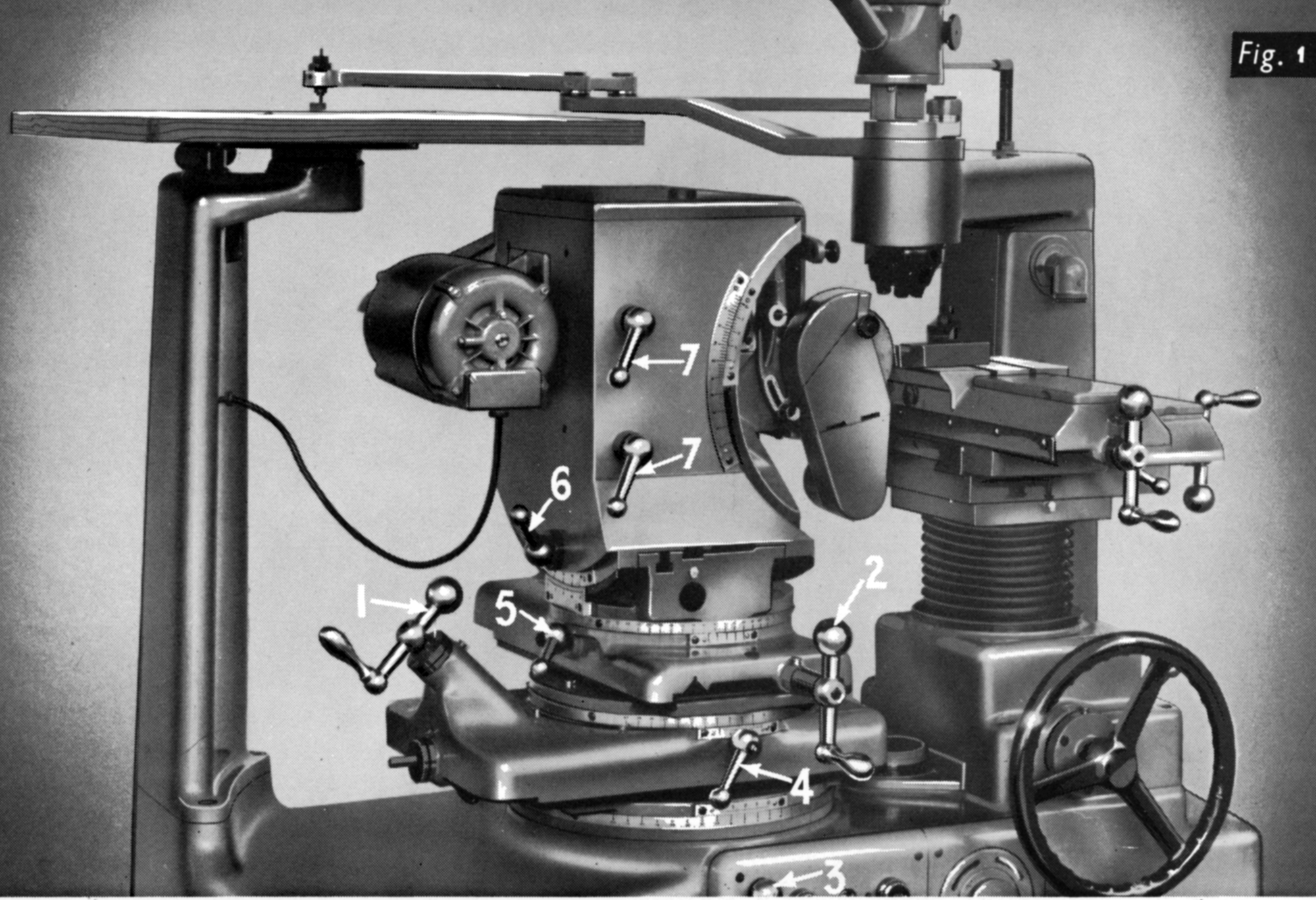
To allow the grinding wheel to form complex shapes, the "wheel head" can be set at almost any desired angle, this being achieved by a system of slides mounted on swivelling bosses engraved with degree markings and vernier scales. The base of the unit sits on a large rotating boss (B1) on top of which is a screw-driven slideway (S1) with a travel of 4.25 inches. Slideway S1 carries a second rotating boss (B2), upon which is mounted a second screw-driven slideway (S2) with a travel of 5.5 inches. On top of the slideway S2 is a third rotating boss (B3), this being formed on its top face with a curved housing that allows the upper box-like section of the assembly to be tilted 10° to either each side of upright for the grinding of side relief. For putting on side relief the "box" is machined on its front face with a curved housing that carries the grinding wheel spindle - this assembly giving a tilt range of the horizontal axis of up to 35°. Both horizontal and vertical swivels are moved by worm-and-wheel gearing and engraved with degree markings - these incorporating vernier scales that allow a setting to within 6 minutes of arc. The grinding wheel can be locked in a stationary position for circular work or, for circular work, set to reciprocate, through a range of up to 3.125 inches at either 55 or 109 strokes per minute. By manipulating the two screw-driven traversing slides, the operator can cause the path of the grinding wheel to follow the cross hairs on the projection screen and so allow irregular shapes and curves with blending radii to be ground. The accuracy of work produced is not affected by wheel wear - nor are wheels of a special shape required, a diamond holder being available that, when locked in position, can grind a profile on the wheel by setting the wheel head slides to the required angles and traversing the wheel against the stationary diamond.
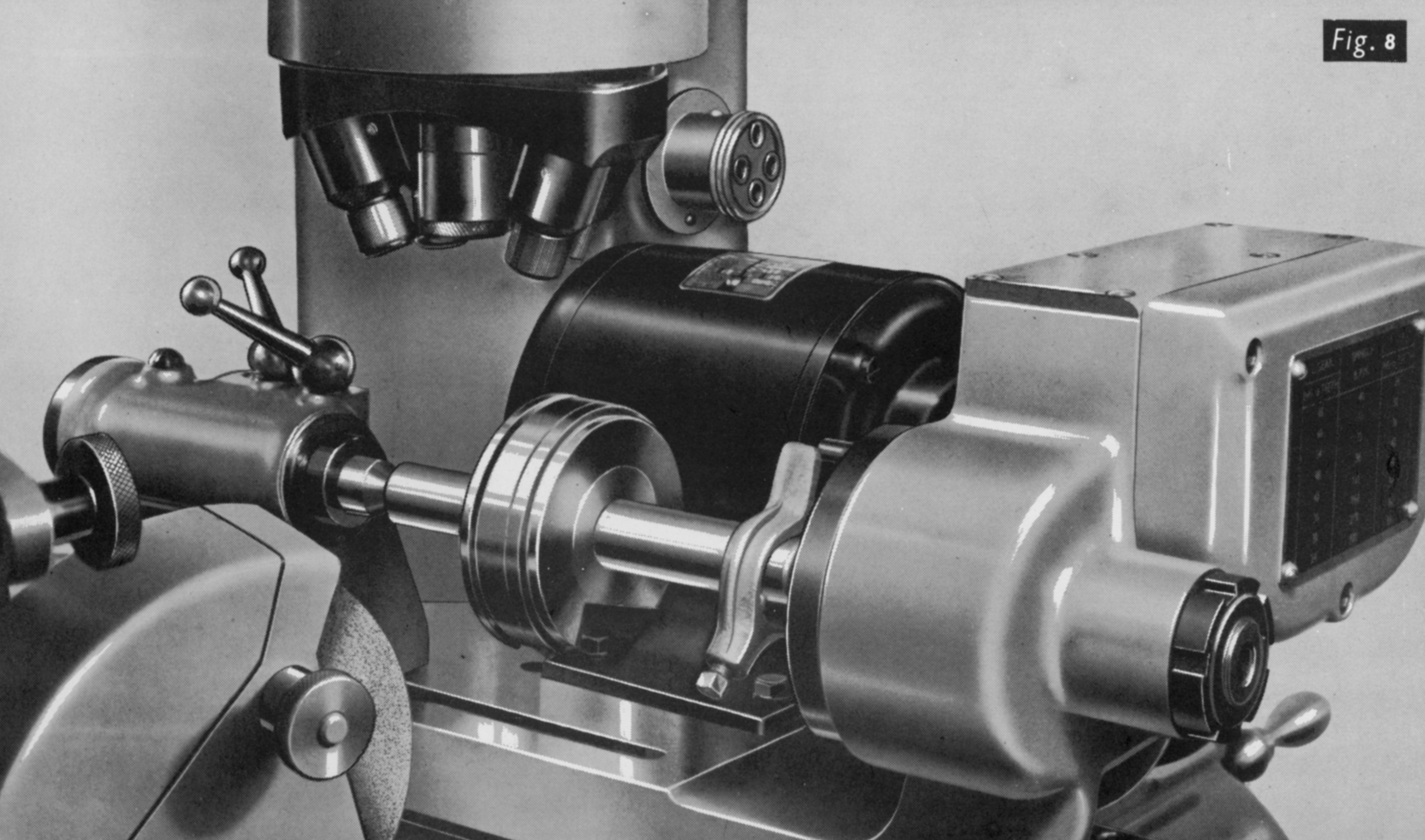
Several accessories were offered including a circular grinding attachment complete with changewheels to vary its speed, a bolt-on indexing attachment, a diamond holder for dressing the wheel, wheel-balancing equipment and a large dust-extraction unit.
Although the mechanical design of the machine was straightforward, a number of critical factors were involved in its operation and so, to ensure that the very best use could be made of the machine's capabilities, the makers produced not only an Operation Handbook but also a complete Training Course Manual together with a Maintenance and Parts manual. The following illustrations and text give a fuller picture of how the machine is constructed and operated..
|
|