|
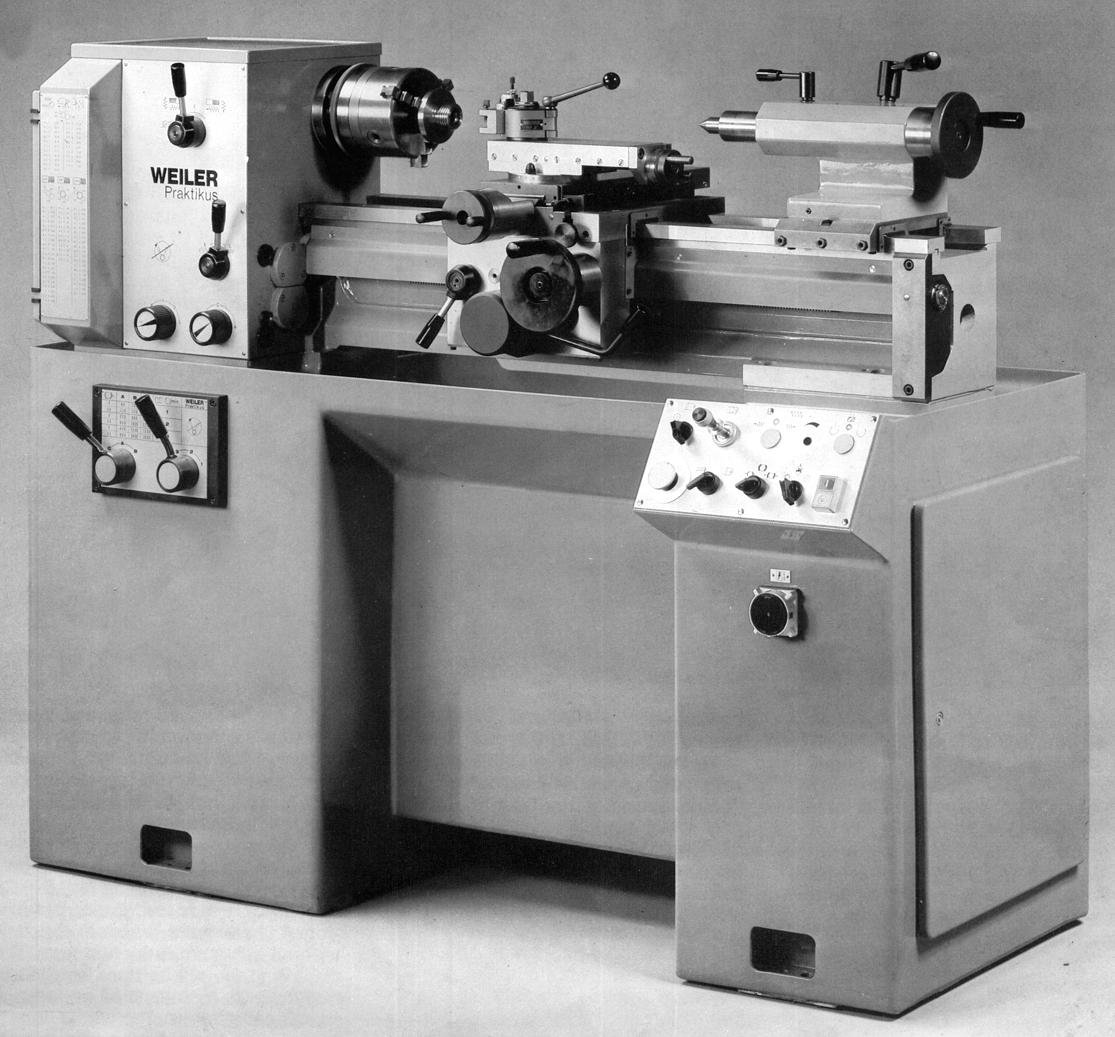
Weiler Praktikus Model L
Continued:
Drive was by twin V-belts, to a pulley overhung on the spindle's left-hand end, with power coming from a combined motor/gearbox unit suspended in the stand's headstock-end plinth. The drive could be removed as one unit for maintenance - although, as genuine, matched sets of V-belt pairs now appear to be unavailable - and a pair of unmatched, ordinary belts can cause noise and vibration) - today the solution is to use a belt of the accurately made T-Link type). The standard motor was a 2-speed type, 1.5/2.2 kW running at 1500 and 3000 r.p.m., with the drive passing to a 9-speed, oil-bath lubricated gearbox with its stabilized, grey iron casing holding hardened, tooth-profile ground gears. Using the juxtaposition of two levers mounted on the front face of the stand, in conjunction with the motor's high/low switch, a total of 18 speeds was available. These spanning a very useful 60 to 3000 r.p.m. Optionally, at the buyer's request, a 0.55 kW/2.2 kW, 750/3000 r.p.m. motor was available that gave a speed range from 30 to 3,000 r.p.m. Oddly, for a modern machine (that must have complied with the latest safety regulations), all the electrical controls (including an emergency stop button) were mounted on the front face of the stand's right-hand plinth; while on the short-bed version this still left them within tolerably easy reach of an operator standing in a normal working position, on the longer model they became dangerously out of immediate reach. If you have one of these lathes, shifting the controls to within reach of the operator would be a sensible move - or, as a minimum, having an emergency stop button wired in by a professional machine-tool electrician.
Screwcutting and power sliding and surfacing feeds were provided by an oil-bath lubricated gearbox with the most highly stressed gears hardened, all shafts running in ball or roller races and control by just a single lever and two rotary knobs (carriage drive direction was selected by a lever on the front face of the headstock). Without altering the changewheels, thirty screwcutting pitches from 0.25 to 5 mm were available - though if the extra gears listed in the accessories catalogue were employed this expanded to 0.1 to 10 mm. Longitudinal power feeds ran from 0.05 to 1 mm (0.00197" to 0.03937") per revolution of the spindle with the ordinary changewheel set (with power cross feed at half those rates) and from 0.02 to 1.0 mm per revolution of the spindle with other changewheels in place. With the necessary transposing gear fitted, inch pitches from 4 to 96 t.p.i. and Mod from 0.25 to 3.5 could also be generated.
Although relatively short in terms of its saddle length, the carriage assembly was, nevertheless, beautifully constructed. Doubled-walled, the apron used shafts supported at both ends in anti-friction bearings with drive from the fully covered, ball-bearing suspended leadscrew picked up by clasp nuts for screwcutting and (via a key running in a slot machined down its length) power feeds by the usual worm and wheel assembly for transmission to the internal gearing. Adjustable clutches, with hardened components, acted as safety overload devices and allowed the drive in both sliding and surfacing directions (in both forwards and reverse directions) to be run up against positive stops. Fitted with a large micrometer dial, the carriage handwheel gave a travel of 20 mm (0.79") per revolution.
Full length - and so better able to even out wear over its ways that a short type - the 140 mm (5.5") travel cross-slide was topped by a 80 mm (3.1") travel tool-slide able to be swivelled through 180°. Both were fitted gib-strip adjustment screws on very close spacing and driven by hardened, trapezoidal-form feed screws running through wear resistant "PAN-bronze" nuts. The zeroing micrometer dials were a decent size, dull chrome plated and crisply engraved at intervals of 0.02 mm. Between the top surface of the tool slide and spindle line was a gap of 24.5 mm (0.96") that allowed tools up to 16 mm (0.63") deep to be held in the maker's quick-set toolpost.
Fitted with a captive handle and an eccentric bed lock, the set-over tailstock had a close-fit, honed bore that held a hardened and ground No. 3 Morse taper, 45 mm (1.8") diameter spindle, graduated with 1 mm spaced ruler lines for a length of 80 mm (travel was 85 mm/3.35"). A usefully large micrometer collar was fitted and the spindle locked by a proper split-compression bush...
|
|