|
Finally, in 1964, Weiler introduced the last of their early models, the Series 220, a lathe built in several forms - and with the usual rather confusing Weiler designations that allowed the company to ring the changes and produce a wide variety of models from a basic unit. The models offer varied from simple, plain-turning precision types to more highly specified types, the useful and well-built backgeared and screwcutting LD-220W and LZD-220. All 220 models had a mechanical expanding-and-contracting-pulley variable-speed drive system - with final drive to the taper-roller bearing headstock spindle by twin V-belts - that gave, usually in combination with a 0.5 h.p. motor and backgear, a range of speeds that spanned 50 to 2000 r.p.m. The speed-control lever was in an unusual, though convenient location and, instead of being mounted on the front face of the stand, protruded through the bed's foot immediately below the headstock. On some models, the mounting boss was inscribed with the backgear speeds in red - and the direct drive speeds, by belt, in black.
All 220 Series lathes appear to have had a centre height of 110 mm and a between-centres capacity of 400 mm and were especially well built for a small lathe with a heavy bed cross-braced by diagonal webs and with V-shaped ways that might be described as being of greater-than-normal depth. Models for both bench and stand mounting were available, the latter being of the completely enclosed under-drive type with built-in electrical switch-gear, a chip tray and a central locking tool and accessories tray.
Spindle speeds ran in two ranges, direct and through backgear, the speeds spanning a useful 50 to 2000 r.p.m. The "back gears", for the low-speed range, were set below the spindle line spanning, in the usual way, the V-belt drive pulley; engagement was by opening the headstock top cover, pulling out the pin that locked the bullwheel and pulley together and then lifting the gears into mesh by rotating their eccentric spindle using a forward facing lever just beneath the spindle nose.
Spindle collets could be retained by either a draw tube or a lever-action closer - the latter intended for the plain-turning "second-operation" versions but also frequently seen on the toolmaker's backgeared and screwcutting types.
Screwcutting was by changewheels working through a conventional tumble-reverse mechanism - there seemingly being no option on these models of a full screwcutting and feeds' gearbox - though a 3-speed box was fitted to the end of the leadscrew that gave three rates of drive - marked "A", "B" and "C" for each setting of the changwheels - the change of rate being made in a strange but very neat way - by a knurled-edged dial set on top of the box. Power sliding and surfacing feeds were provided separately by a shaft, a pull-push button on the face of the apron selected the direction of feed, engagement being by a lever set below and slightly to the left of it.
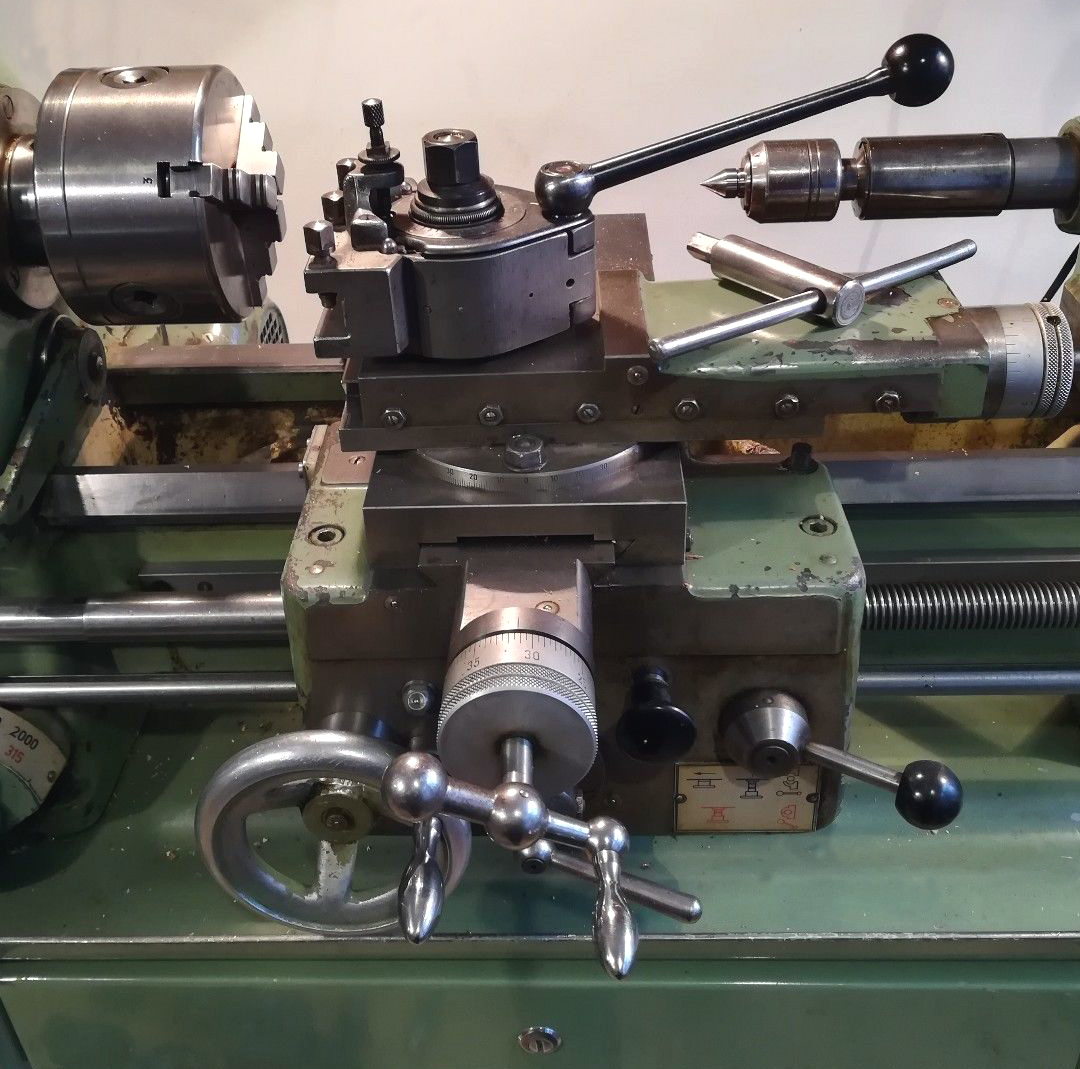
Of conventional arrangement - though with a usefully long-travel top slide used through the range and not just on the plain-turning versions - the compound slide rest assembly was fitted with decently-sized satin-chrome plated zeroing micrometer dials. Rather oddly, although the top slide - with six gib-strip adjustment screws - had its feed-screw supported on two ball races where it passed through the end flange of the slide, the more frequently used and important cross-slide screw was bereft of such a nicety.
Able to be set over on its base for the turning of slight tapers, the tailstock held a No. 2 Morse taper spindle with a travel of 80 mm..
|
|