|
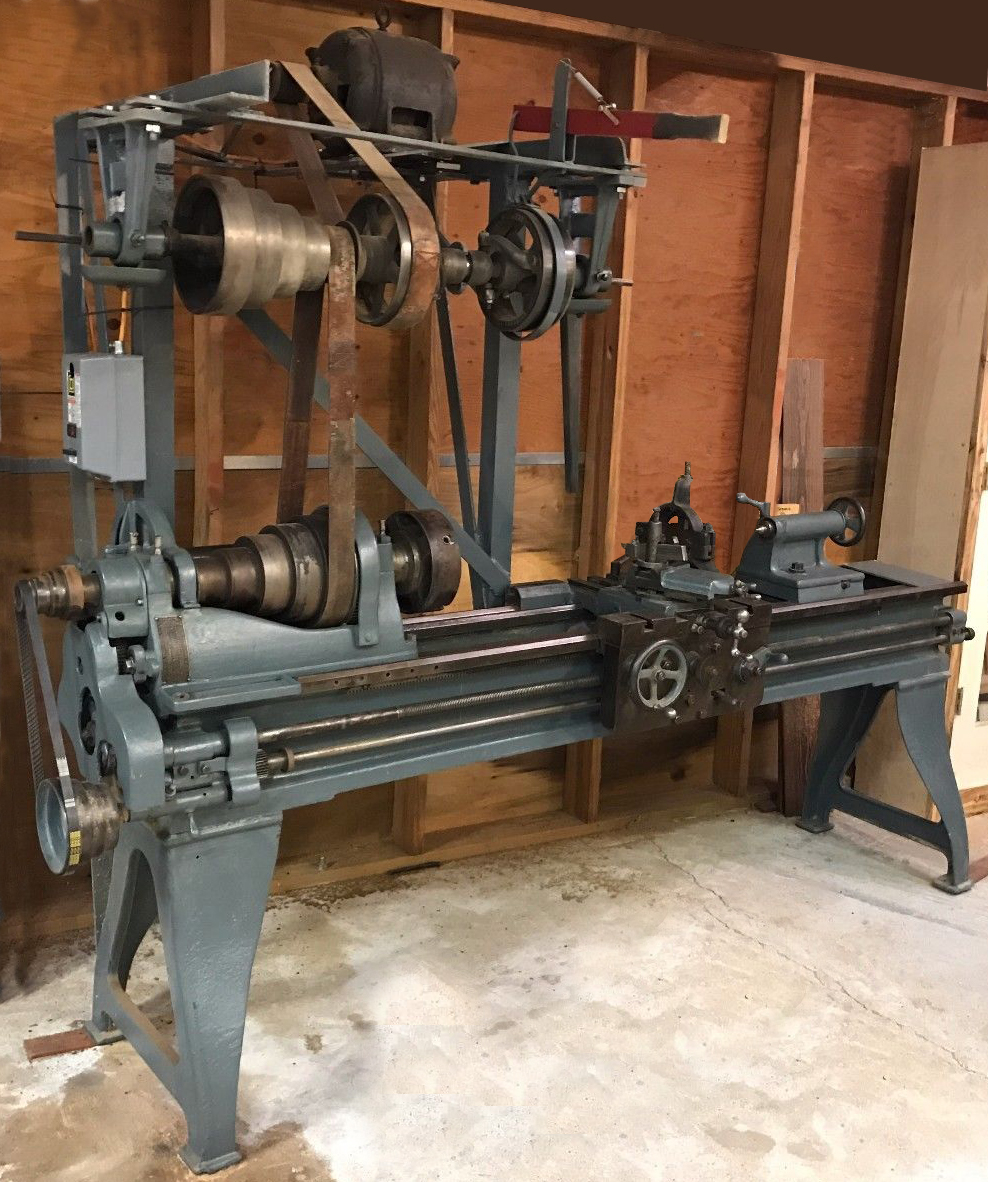
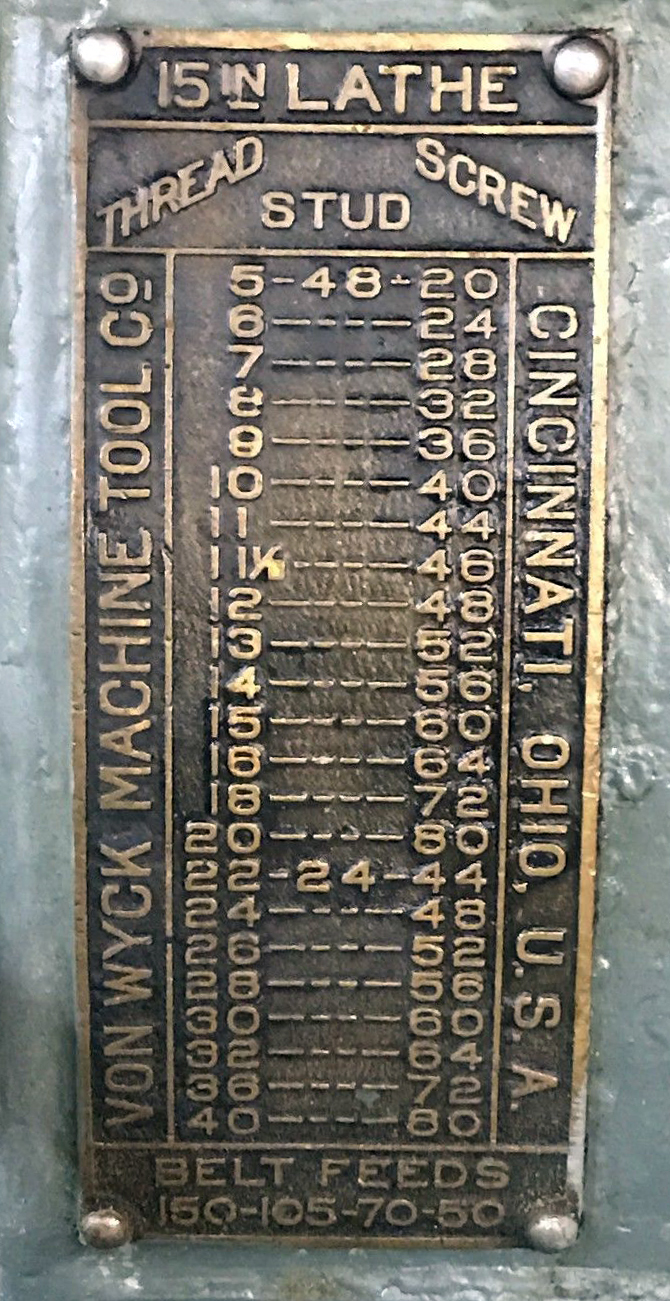
Typical of the mid-range engine lathes made in the United States during the period 1890 to 1914, the backgeared and screwcutting 15-inch model shown below was manufactured by the Von Wyck Machine Tool Co. in Cincinnati, Ohio.
Although a number of these lathes survive, only a handful of different models are accounted for: a standard engine type with screwcutting by changewheels and belt-cum-gear drive to the power sliding and surfacing feeds; a later model with a Norton quick-change screwcutting gearbox, a version of the changewheel model with a huge and wide 3-step headstock cone pulley for heavy-duty work and a larger machine, with a most unusual carriage, the apron of which was almost certainly unique - it incorporating a tumble-type gearbox, patented in 1911 by George A. Spinner of Cincinnati, Ohio and by which means the power sliding and surfacing feed rates could be varied.
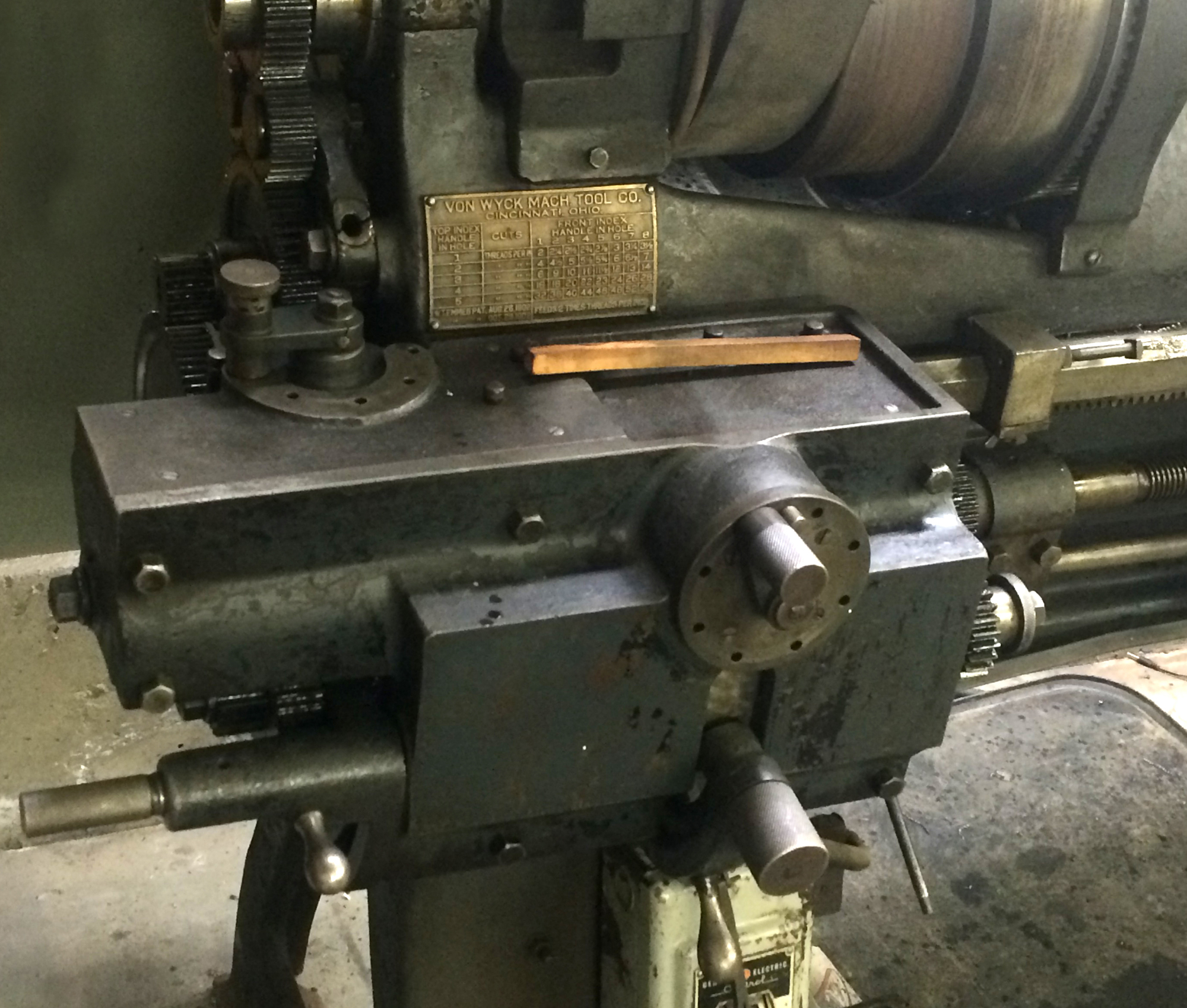
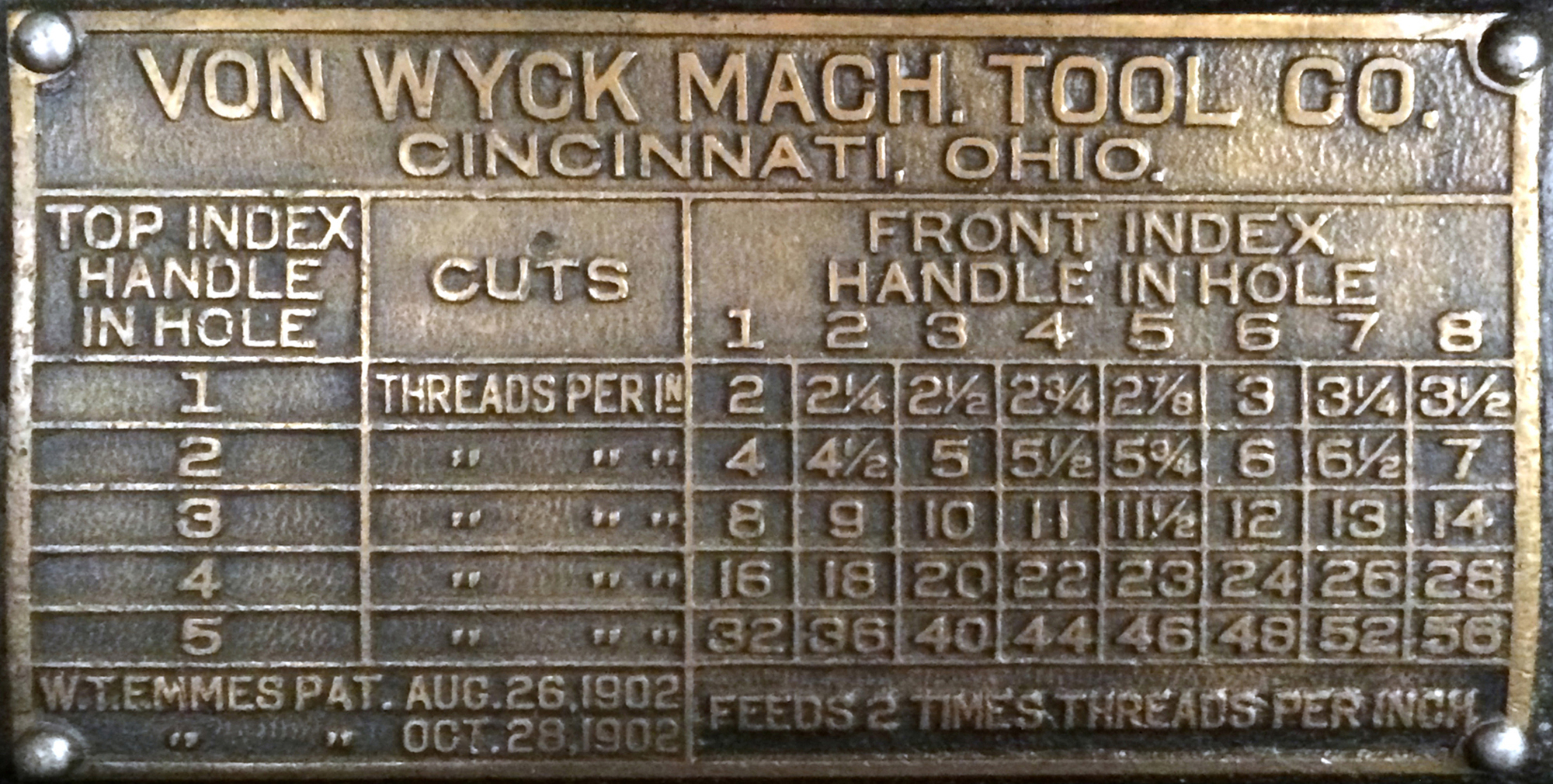
Thanks to the Vintagemachinery.org, we know that the Company's history hints at some troubles for, having been founded in 1901 by Mr. W. H. Roach - with experience as a superintendent at LeBlond - and Mr. Emil Von Wyck as the Roach & Von Wyck Machine Tool Company, just two years later Mr. Roach left the partnership and the name changed to the Von Wyck Machine Tool Co. Sadly, through either bad management, misfortune or family troubles, Mr. Von Wyck - a man active in the machine tool world of Ohio and well respected - committed suicide in his office on his 47th birthday. The company was then purchased Mr. C. P. Kern, formerly of the Kern Machine Tool Company and finally, in, 1915, the assets were acquired by the Cisco Machine Tool Co. - though oddly the patterns were excluded from the arrangement, being bought by none other than the Kern Machine Tool Co.
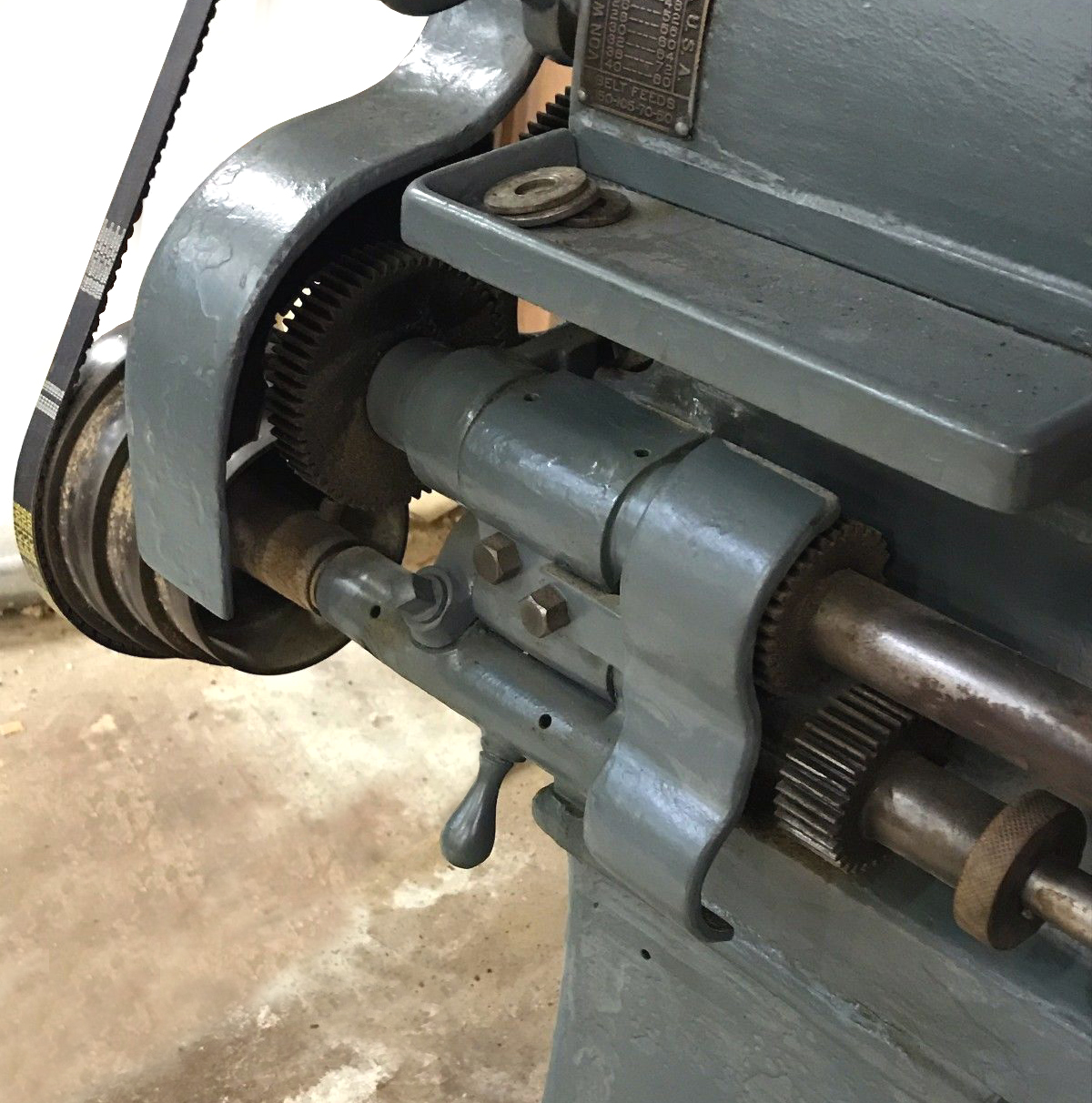
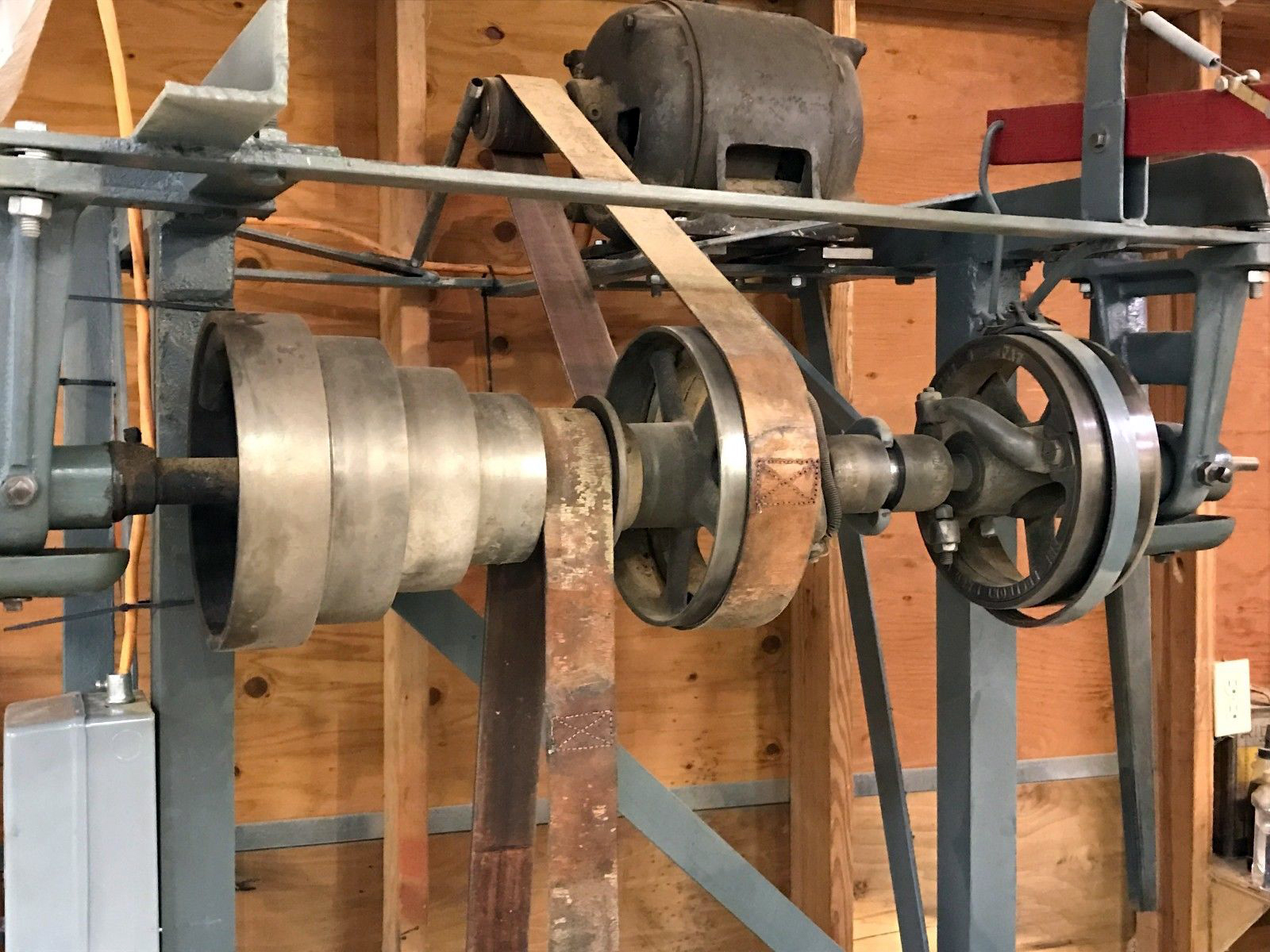
Of absolutely conventional design for its time - and very similar in many respects to the contemporary LeBlond (unsurprising, given the undoubted input from ex-LeBlond employee Mr. Roach) the Von Wyck shown immediately below had screwcutting by changewheels, the standard set of gears supplied able to produce only a rather narrow range of relatively fine pitches from 20 to 80 t.p.i. Sliding and surfacing feeds - the former at the rate of 50, 70, 105 and 150 revolutions of the headstock spindle per inch of carriage travel - were driven by a separate powershaft turned directly from the end of the headstock spindle by a flat belt running over 4-step cone pulleys. The arrangement appears to have been almost identical to that used on some LeBlond lathes and patented by them under No. 584,001 granted in 1897. At the lower end of the drive, the shaft attached to the pulley drove the powershaft proper through reduction gearing - though this type of antique arrangement was soon to be abandoned on larger lathes, belt slip under heavy loads limiting the rate of metal removal. However, as on many contemporary lathes, should alternative geared feed rates have been required, the belt could be removed and the powershaft connected to the changewheel-driven leadscrew by a sliding gear. A surviving Von Wyck lathe has a different power-feed drive system - looking to be factory installed - with the drive lacking the belt pulleys but retaining the same shaft-to-leadscrew fittings on the bed, but coupled instead to the changewheel drive.
Of considerable depth and width - and lacking a gap on the example shown below - the bed was of the V and flat-way type and carried on a pair of cast-iron standards.
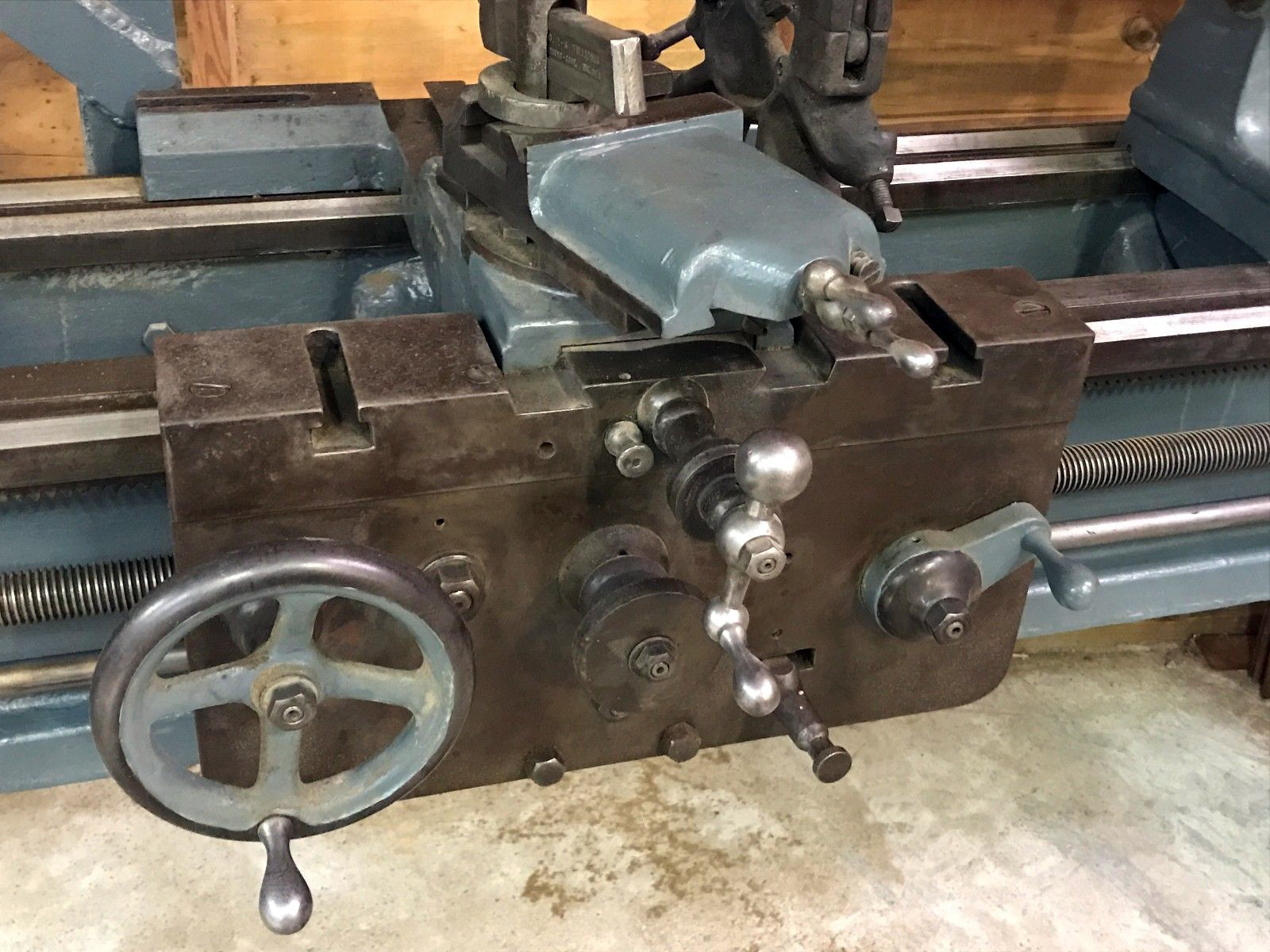
Necessarily long, the headstock was fitted with bronze bearings for the spindle, a 5-step cone pulley to take a flat belt 3 inches wide (a 3-step to take a 5-inch belt was an option) and located on the inner pair of bed ways - one V the other flat. As the toolpost was carried centrally on the carriage, the latter ran on the pair of outer V-ways, the arrangement allowing the long, T-slotted saddle wings to pass over the headstock's front and back faces and so get the cutting tool to right up to the spindle nose.
While screwcutting was engaged by the expected clasp nuts, the power sliding and surfacing feeds employed a large, 8-inch diameter metal-to-metal cone clutch in cast iron, engagement being by a knurled-edge wheel in the middle of the apron. Power cross feed - presumably set at a slower rate than sliding, was engaged by pulling out a knob immediately to the left of the cross-feed handwheel..
|
|