|
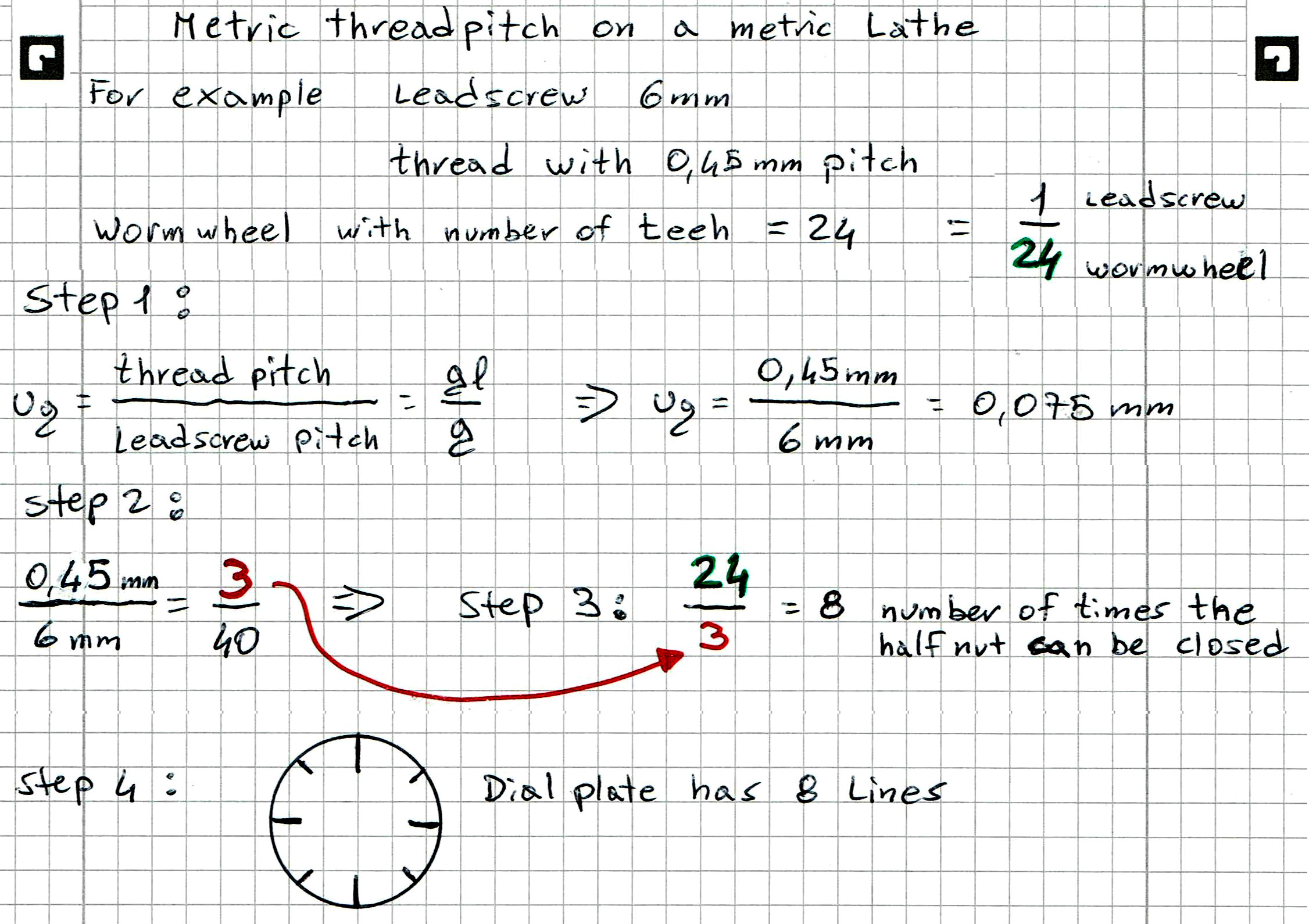
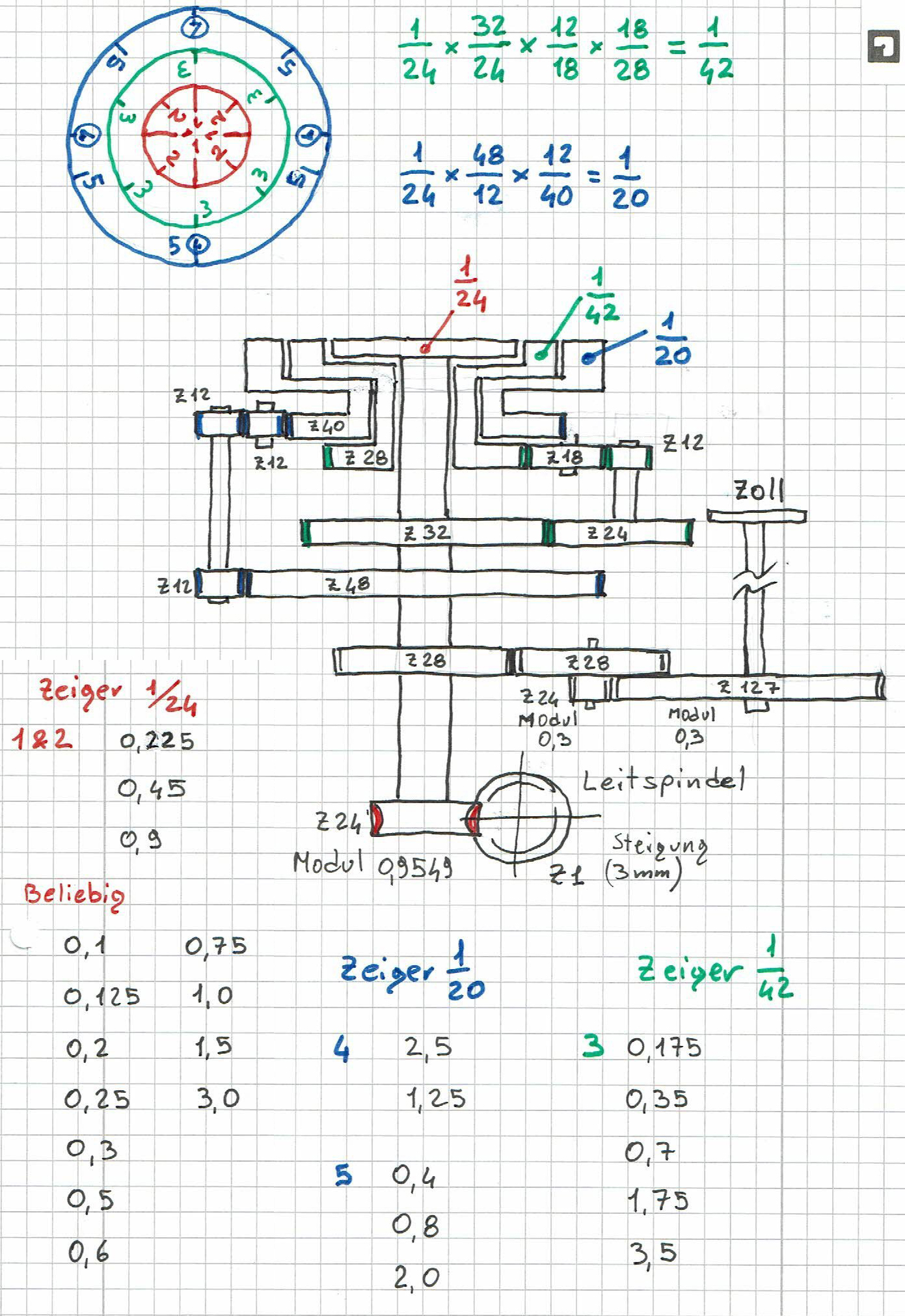
1° step: Calculate the ratio between the thread pitch and the leadscrew pitch.
2° step: the mathematical fraction obtained is rounded down to the lowest whole numbers
3° step: Division of the now obtained counter into the number of teeth of the worm wheel (pinion)
4° step: The result obtained in this way indicates how many times the half nut can be closed for each revolution of the dial
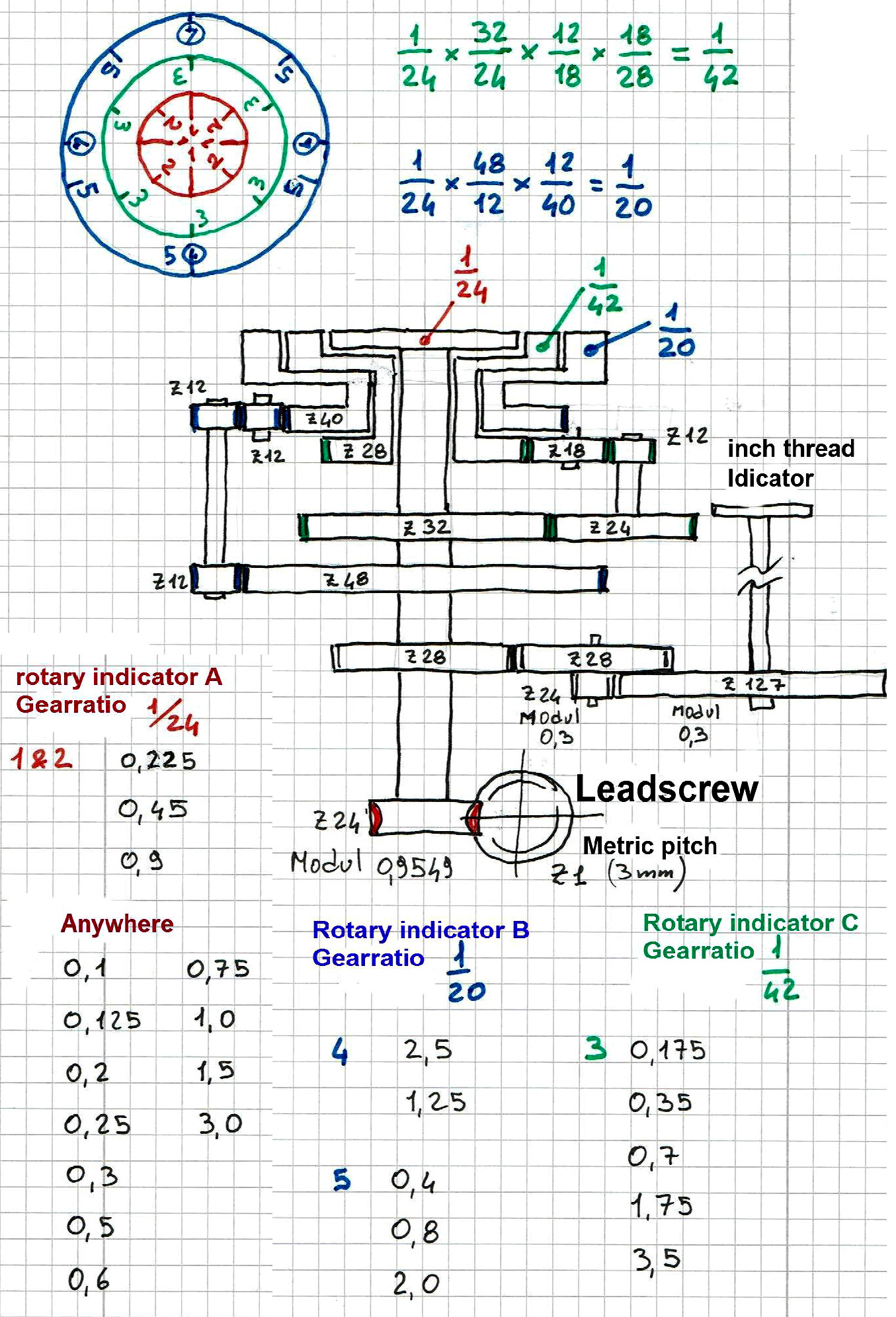
My design takes into account all threads with a dividend number of 2, 3, 4, 5, 7 and 127 for inch pitches (127 revolution of the leadscrew before the next time the halfnut can be closed. But not 11 and therefore thread pitches of 5.5 and 11 mm not detectable).
For metric threads, the total list of pitches can be divided into groups with each group determining which dividend number the affected thread pitch remains as a multiple of. For example:
dividend number is 5, metric tread M8 has 1,25 mm then 5 divided by 1. 25 = 4 (whole number).
dividend number is 7, thread 0,35 then 7 divided by 0.35 = 20 (whole number)
A very good explanation of this can be found here
https://www.youtube.com/watch?v=zG9XYDCDwWY&ab_channel=AnEngineer%27sFindings - this was my inspiration to develop the thread clock construction.
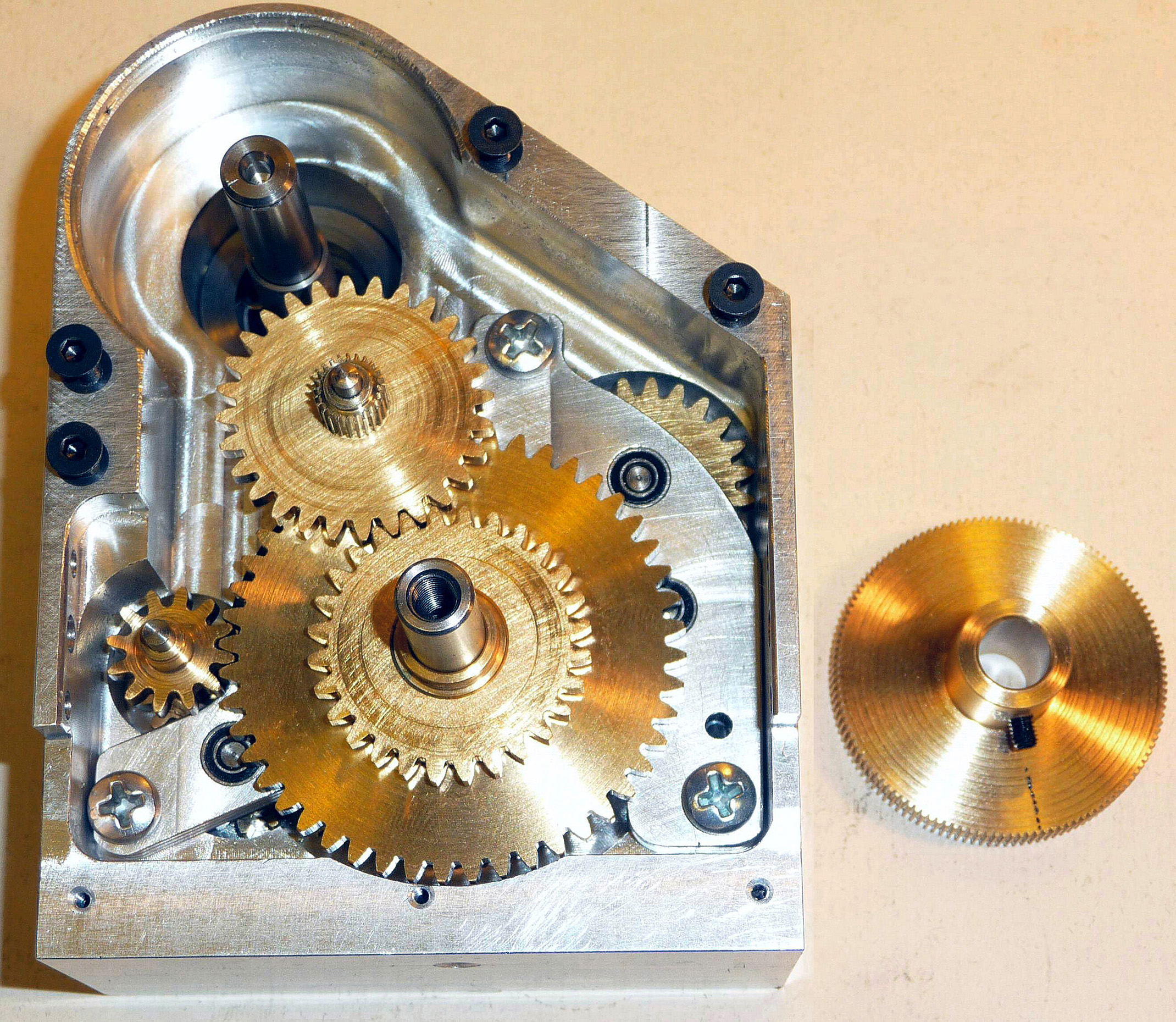
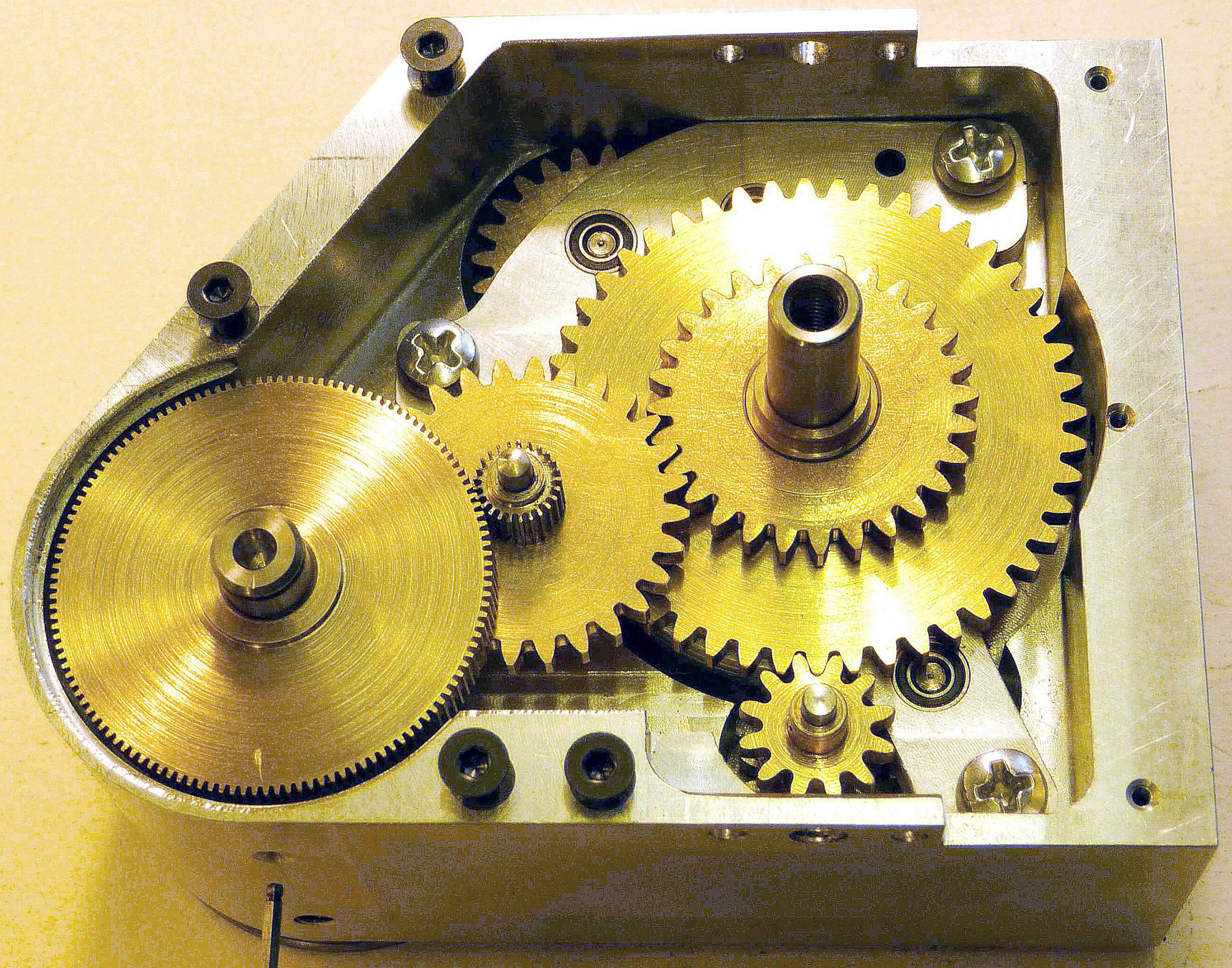
And so, with the principle that every mathematical fraction as well as gear ratio can be expanded as desired, I have the original ratio of 1/24 (lead screw/worm wheel) to 3 additional gear ratios which also has other thread pitches with 3 additional rotary dial plates covering all dividend numbers groups (2, 3, 4, 5, 7 and 127).
Extra information for leadscrew with other pitches can be found here:
https://forum.zerspanungsbude.net/viewtopic.php?f=10&t=62888&start=10
Translation: Striche = Lines (on the dialplate)..
|
|