|
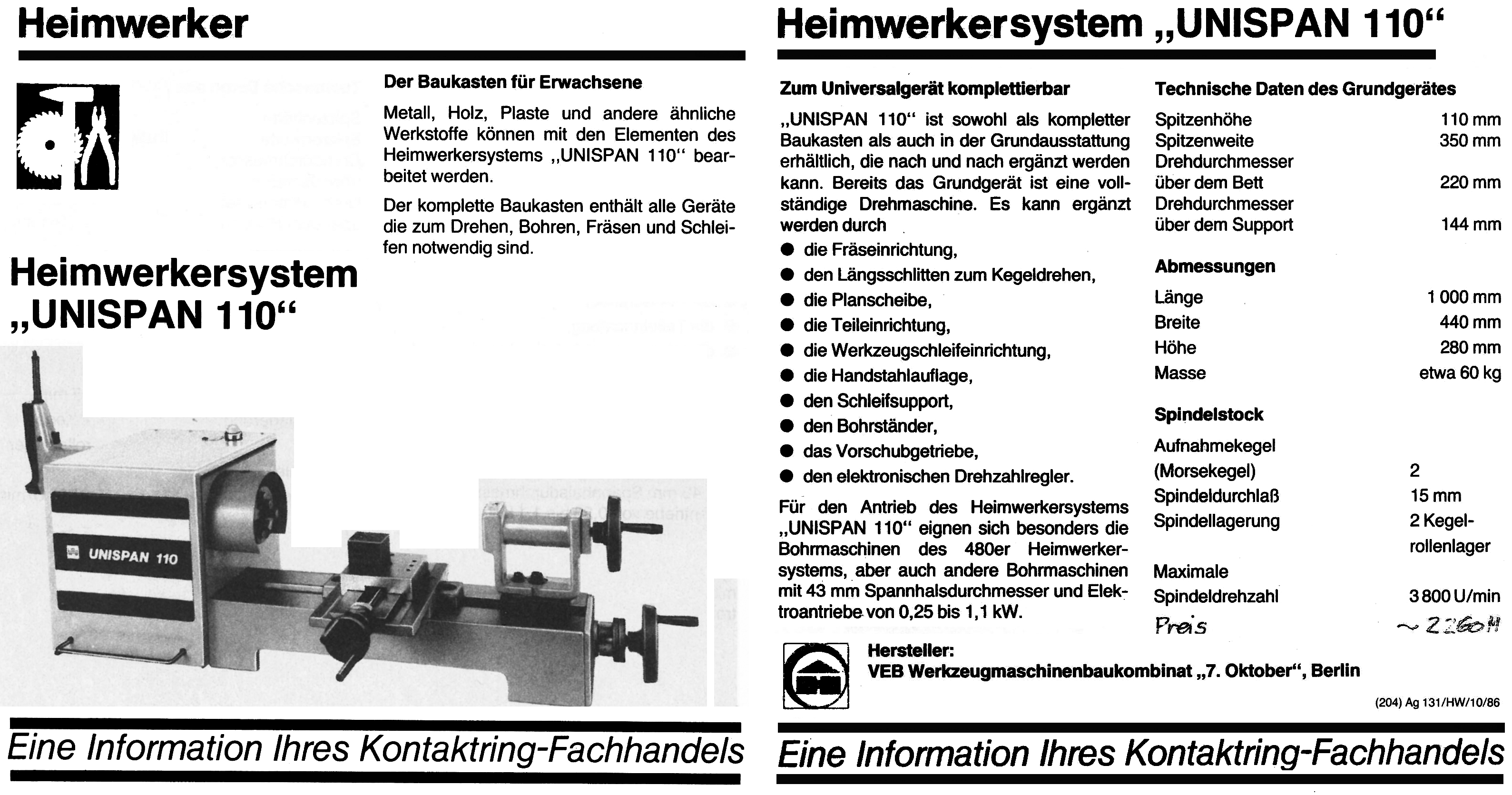
Manufactured at the factory of Rheinmetall-Borsig in what was then the DDR (the former communist-controlled East German DeutscheDemikratisheRepublikan) the first, simple and plain-turning Unispan 110 was intended, according to the makers, to be driven by an electric drill. It appears to have been introduced during 1954, at an Autumn Fair of machine tools in Leipzig and was described as the "Hobbyist lathe for the people". Amazingly, the lathe stayed in production until at least 1986, the most recent catalogue seen by the writer being dated November of that year. The Unispan was built in a Government-controlled factory - "VEB Zahnschneide-maschinenfabrik 'Modul', Karl-Marx-Stadt" - which translates as: "VEB Gear Cutting Machines Factory 'Module', Karl-Marx-Road" - obviously a place that had the skills necessary to produce accurate machine tools. However, preceding the Unispan had been a rather remarkable machine, for the same factory are known to have manufactured a multi-function machine tool, closely modelled on the unusual and ingenious West German Hommel UWG1 and UWG2, this copy being referred to in a flyer as the Gerat "DBF" and known, colloquially, as the "DDR-UWG". When set up as a lathe, this had a centre height of 170 mm, took 220 mm between centres and was listed by the manufacturer being a "allzweck-klein werkzeugmaschine" or "DBF" type - this standing for Drehen, Bohren und Fräse: in English: Turning, Drilling and Milling - in German vernacular this type of lathe is often referred to as an "Eierlegende Wollmilchsäue" or, literally translated, "egg-laying wool-milk-pig".
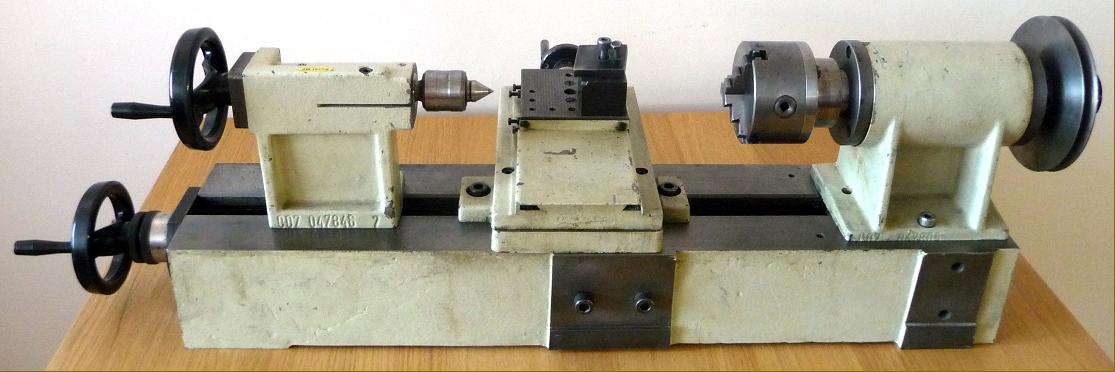
As both the general appearance and layout of the Gerat "DBF" and Unispan were similar, the latter, with its flat-topped bed with a central slot and machined and tapped surfaces on the back and end faces, was a just simplified, less-expensive version of the former.
Accessories were listed individually, enabling an owner to retro-fit them as funds permitted. The "proper" DBF version would have been an expensive product - especially for an East German citizen - and almost certainly in very short supply, its use being restricted (from German reports), to state-controlled institutions and industry - though it does appear that numbers were eventually exported to mainland European countries.
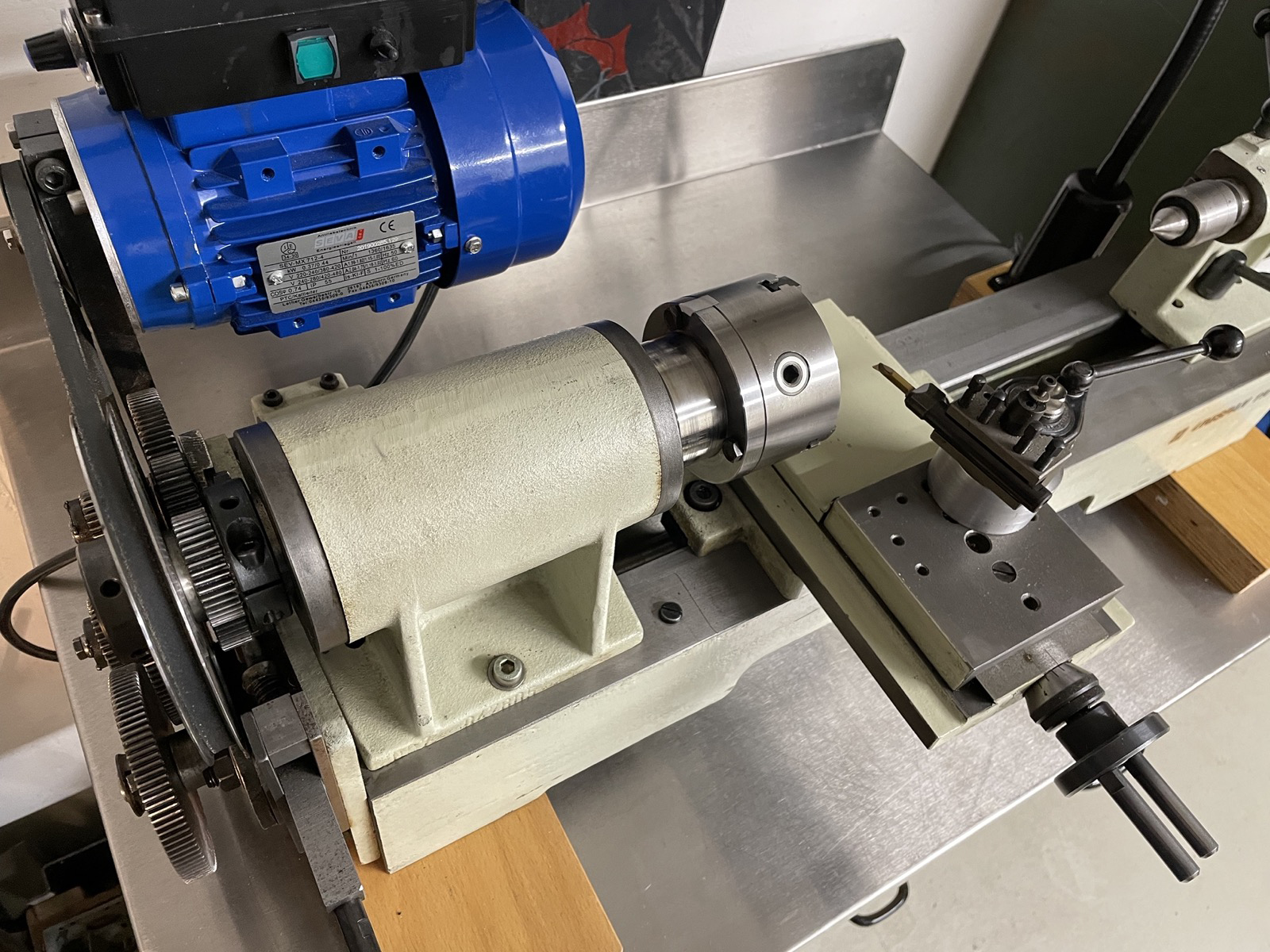
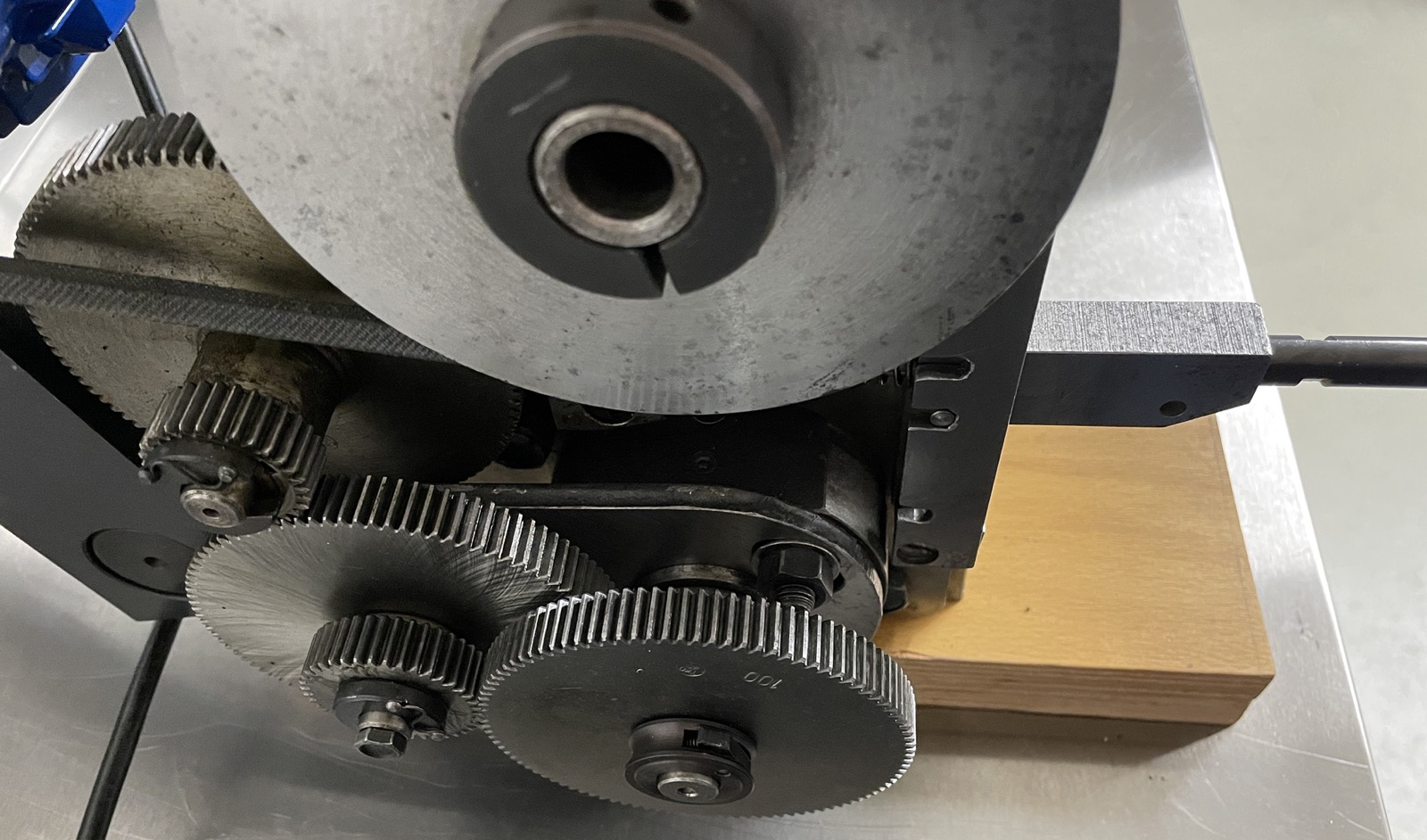
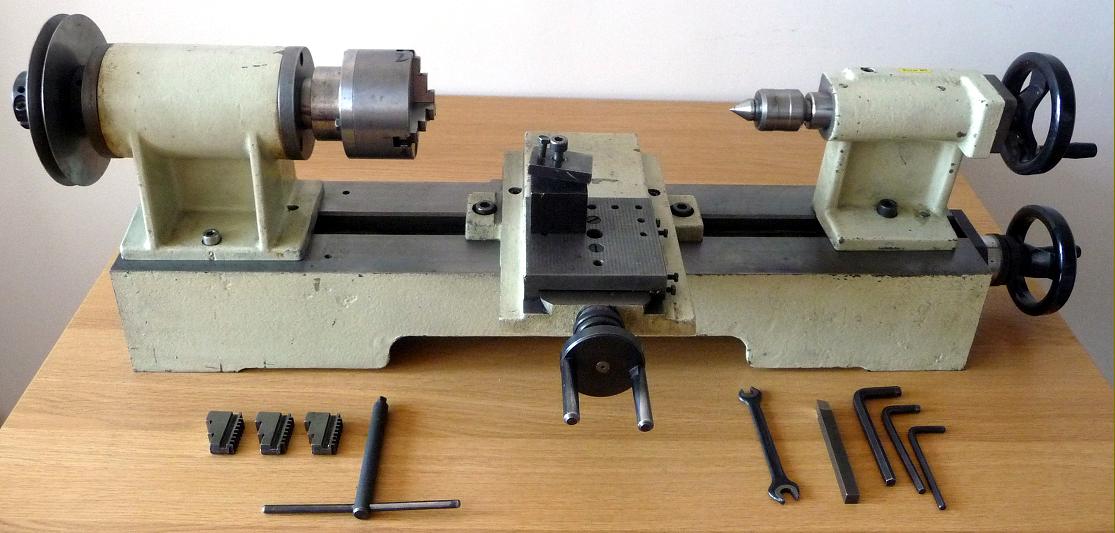
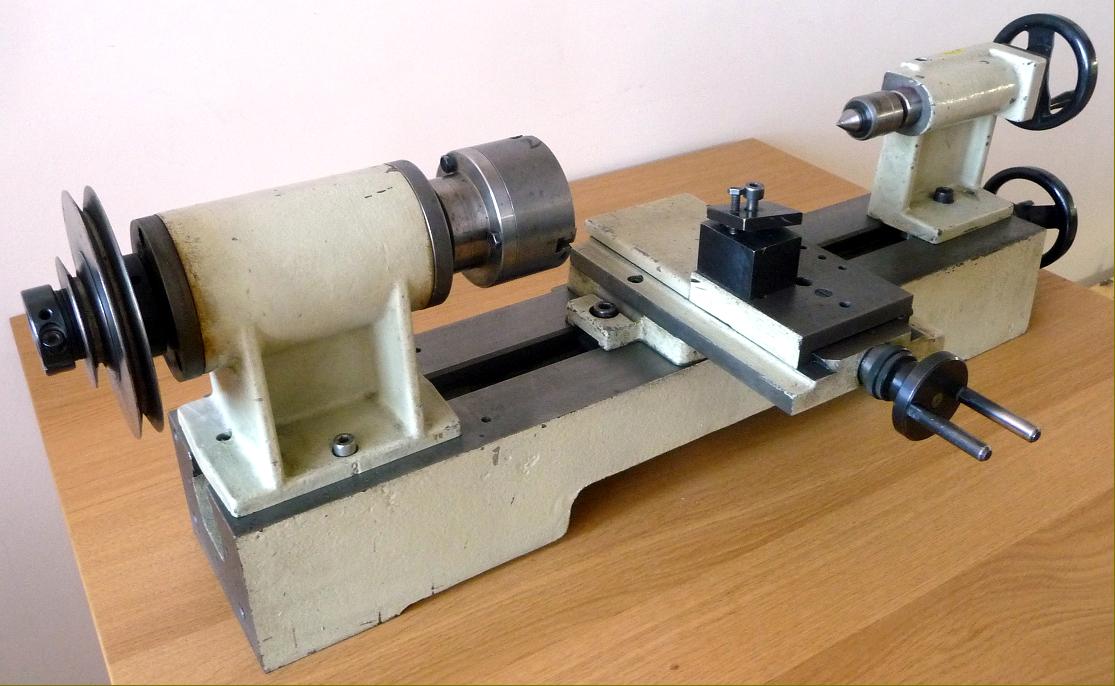
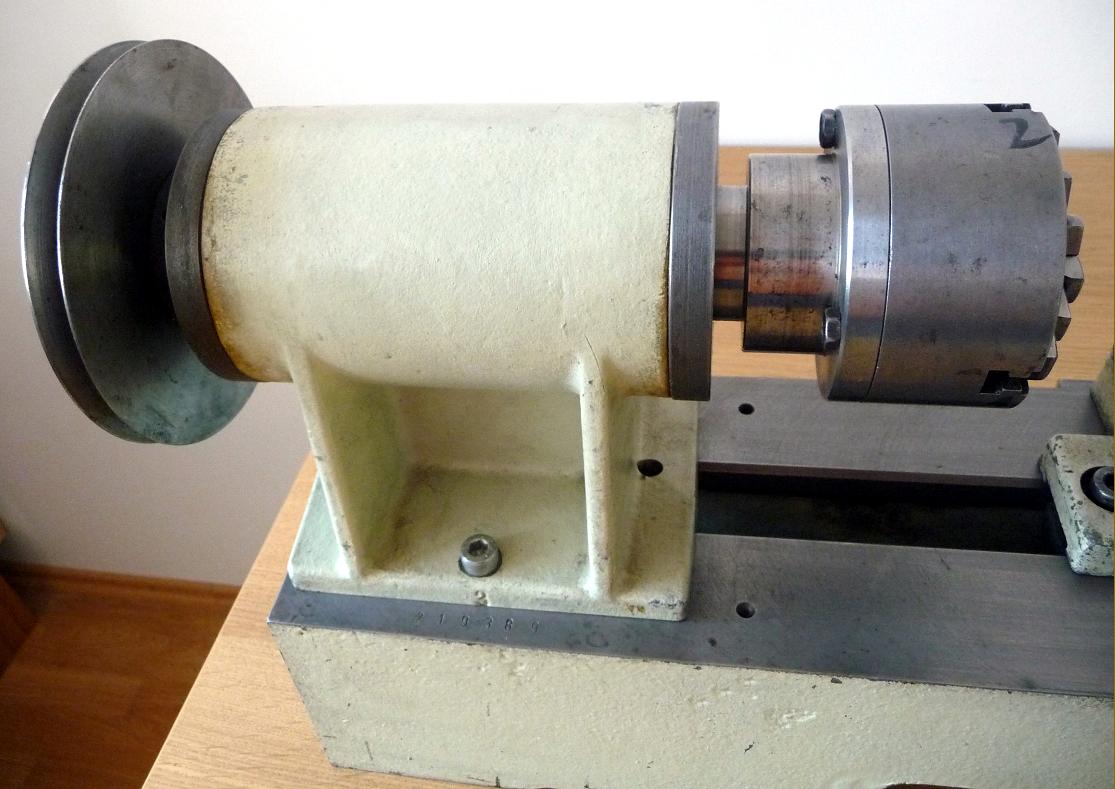
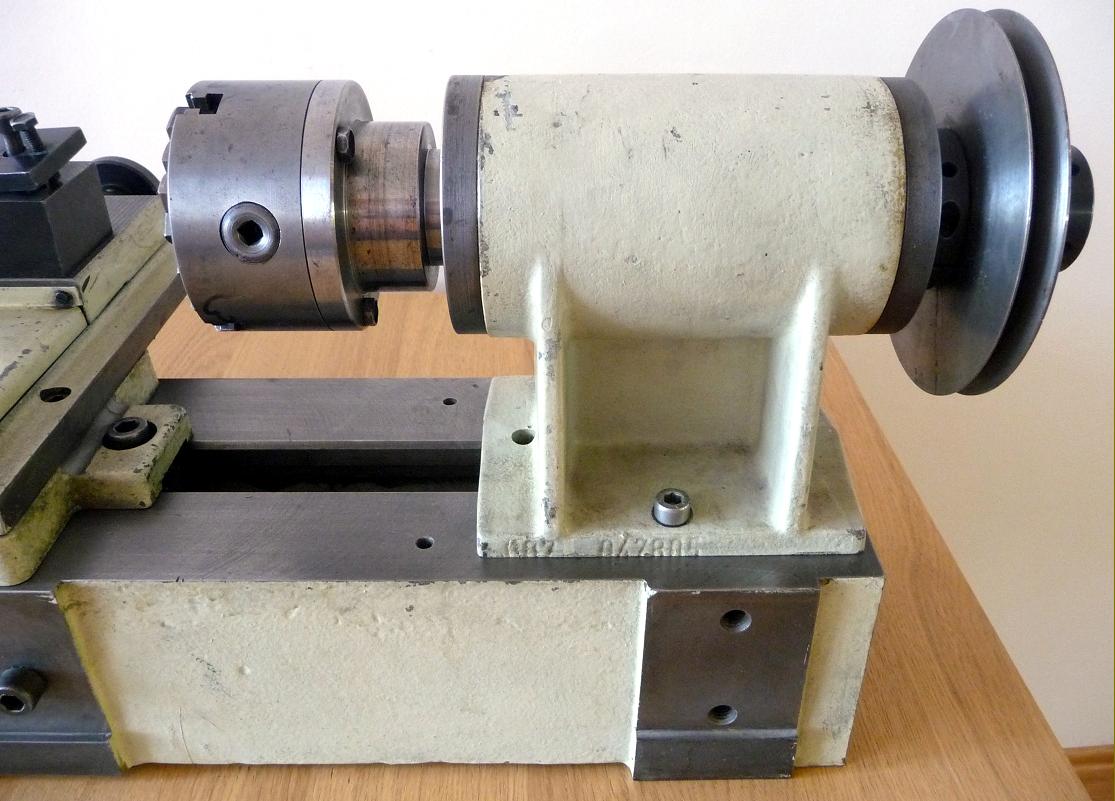
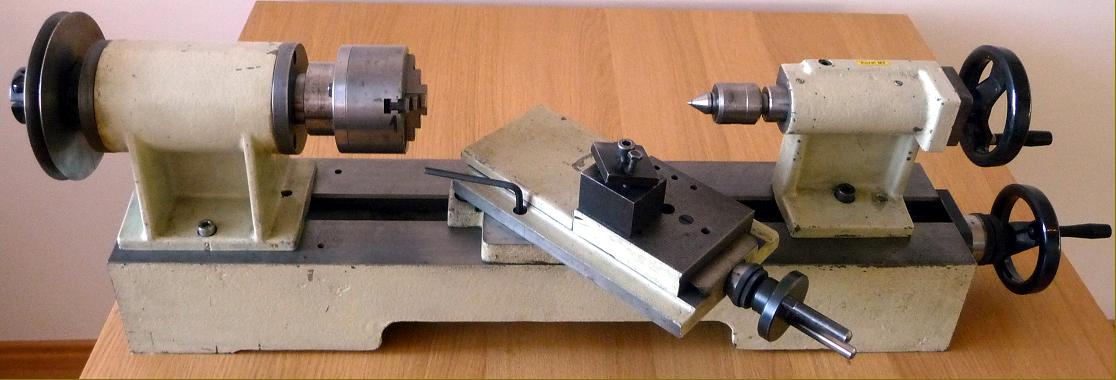
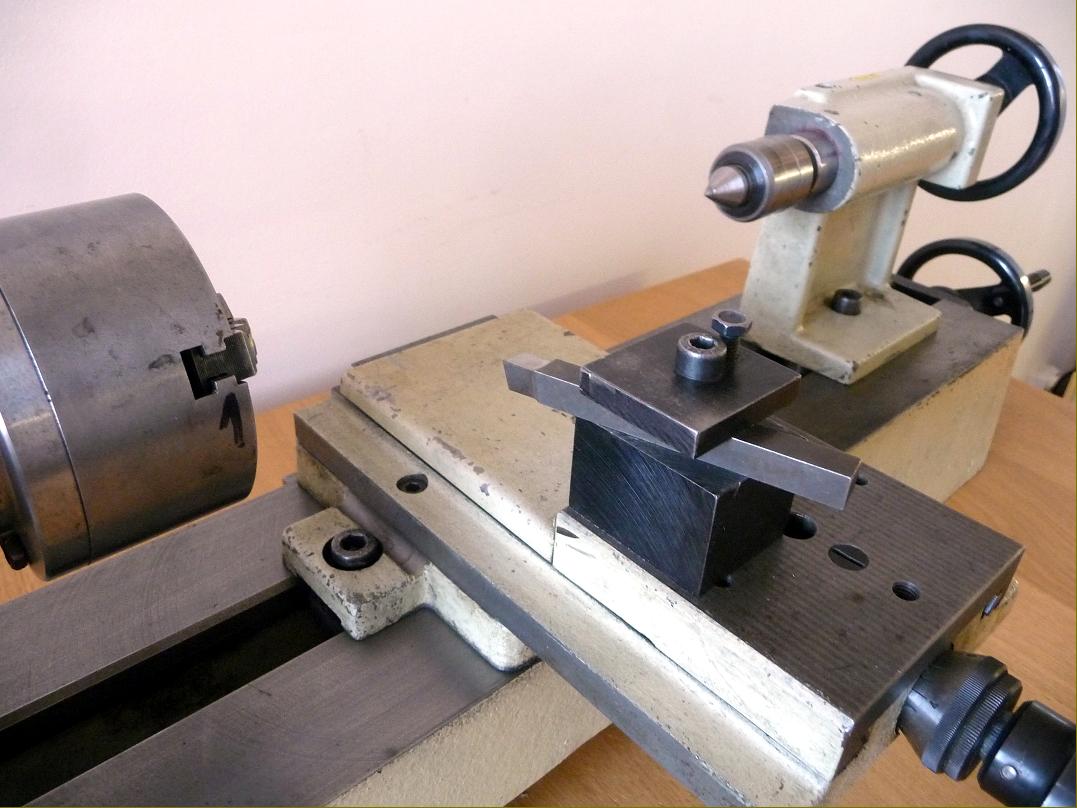
Although aimed at the beginner, and sold at a very low price, the basic Unispan was of a sensible, practical size with a centre height of 110 mm and a capacity between centres of 315 mm. The makers proclaimed: Die Unispan ist einfach und robust ausgelegt (the Unispan is designed to be simple and robust) - and indeed it was, although some might accuse the designer of producing a rather prosaic-looking machine. However, there was no scrimping on materials - the lathe weighed 60 kg and was heavily constructed with a 1000 mm long bed that was both wide and deep. Equipped with a No. 2 Morse taper socket, the spindle was bored through to clear a 15 mm bar, ran in a pair of taper roller bearings and was fitted with an overhung, 2-step V-pulley - this economical arrangement allowing speeds of up to 3800 r.p.m. The bed was provided with two sets of tapped holes that allowed the headstock be mounted either flush against the left-hand end or slightly towards the tailstock - the two settings almost certainly being provided to allow the fitting of some multi-function accessory.
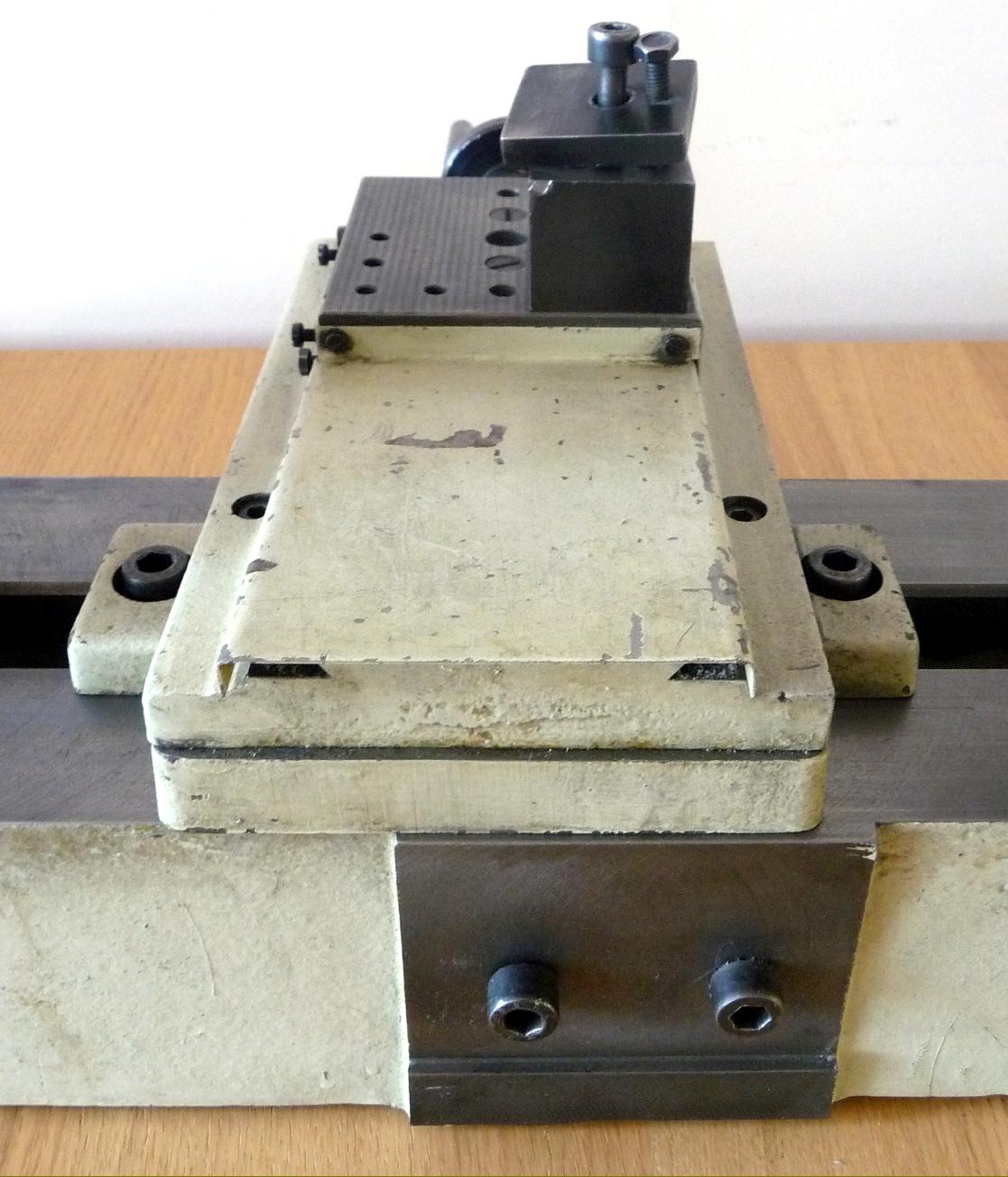
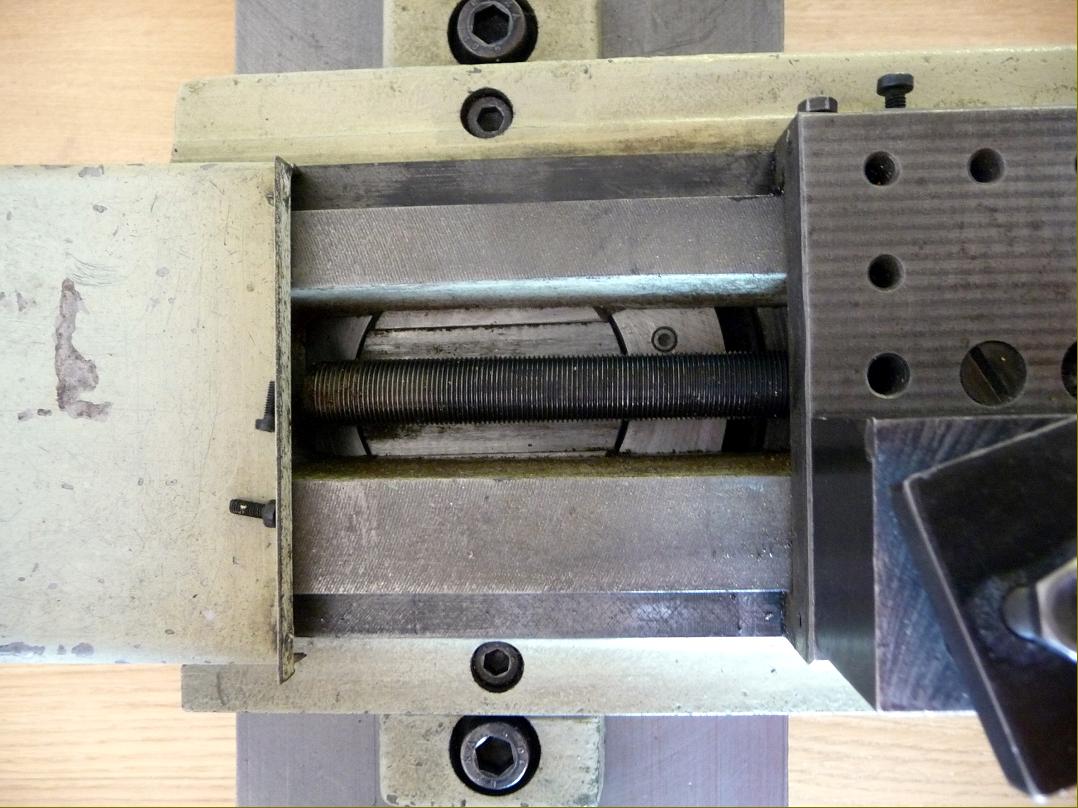
Like the tailstock, the carriage was aligned by two short, round, bolt-on bars, placed in-line, that fitted into a slot running down the centre line of the bed. Unless the optional, well-engineered screwcutting kit was fitted, the carriage had to be propelled along the bed by hand, an overhung feedscrew, equipped with a micrometer dial and a handle at the leadscrew end, being provided. Being overhung meant that there was no support for the screw at its headstock end - however, this arrangement was common practice on many other lathes of a less-expensive kind and no determent to satisfactory working. On the screwcutting version of course, the leadscrew was conventionally mounted and, as it passed directly beneath the carriage provided the most direct and rigid route to the cutting tool. The saddle could be locked down by two Allen-headed bolts fitted at each side of the crossslide ways.
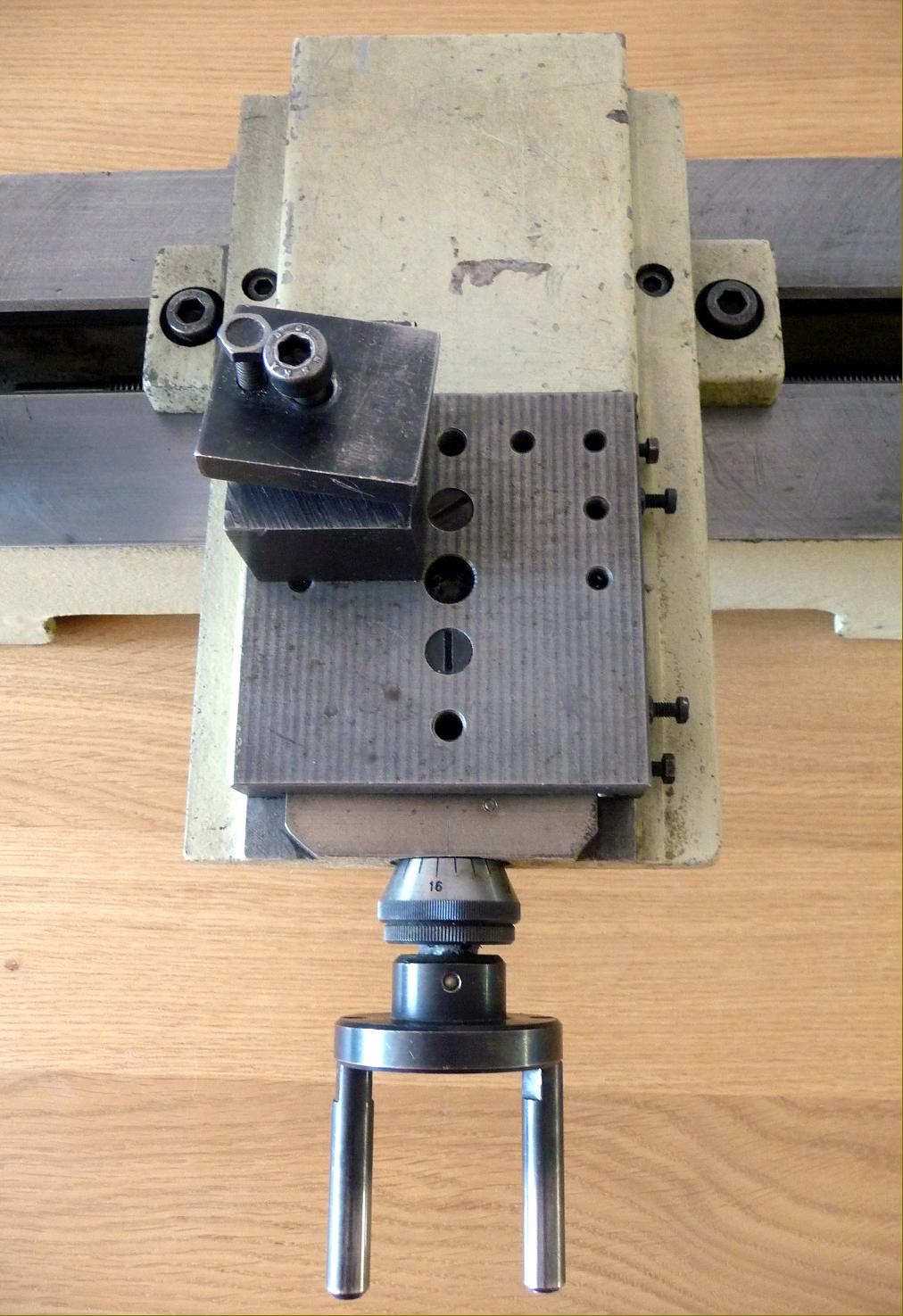
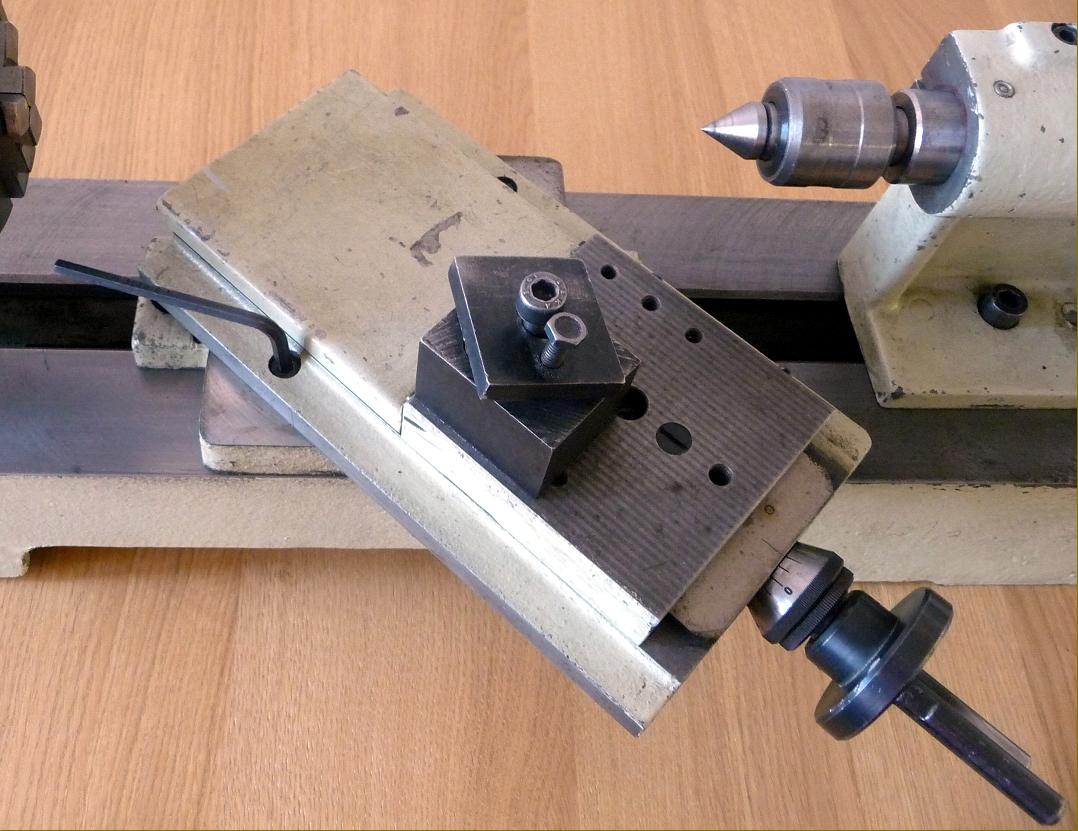
Instead of a proper compound slide rest assembly, the lathe was fitted with just a single cross slide, this limiting to a great extent the versatility of the lathe. Even so, the slide was of a good width, running on V-edged ways and its top surface provided with a number of tapped holes to allow the simple, clamp-type toolpost to be located in a position that the operator found most convenient. The slide was driven by a screw that appears to have been an ordinary but fine-pitch metric type and fitted with a particularly well engineered and finished tapered-face zeroing micrometer dial with two concentric bands of fine knurling - the inner of the two being a screw-driven face-lock of the type that did not alter the setting when tightened. Engraving of the divisions was crisp - though widely spaced and lacking in digits - and the cosmetics a rather attractive form of chemical blueing. The handwheel was of the two-bar type - the bars being unusually long in this case - a design that goes back to Victorian times and used occasionally by makers ever since.
Even the tailstock was of robust construction: lubricated through two spring-type ball-oilers, its barrel carried a No. 2 Morse taper, so making it capable of effective drilling, though there was no micrometer dial or ruler engraving with which to gauge the travel. Unfortunately the barrel was locked by the crude means of closing down a slot cut in the casting - though at least it was a long slot, and hence far less likely to cause a crack as the spindle and its bore wore in service and the frustrated operator, unable to lock it, picked up a hammer…..
|
|