|
UMA Werke Karl Müller & Söhne KG, based in Uhingen, in southern Germany, was a manufacturer of machine tools of many types, including customised production machinery. Founded in 1925, the Company survived in its original ownership until the year 2000, and then, with a further change due to financial problems, abandoned machine-tool manufacture and concentrated instead on general engineering, maintenance and the machining of parts.
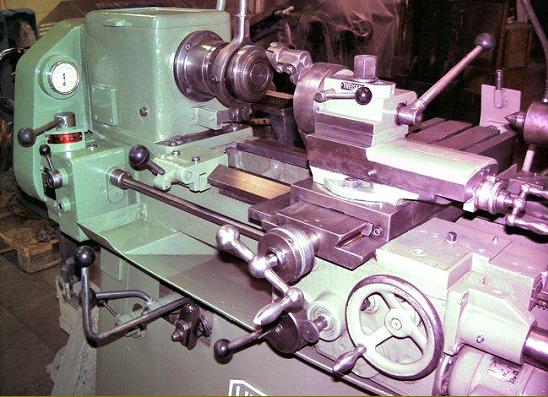
Shown below are two UMA lathes, one (painted grey) is a typical UMA lathe from the 1950s, a Model 15 and, at the bottom of the page in Green, a UMA 17, also from the same era. The Model 15 had a 185 mm swing, a generously dimensioned bed and a control system that made it perfectly suited for the series manufacture of small parts. It could also be pressed into use as a general workshop lathe, though screwcutting (it lacked a leadscrew) was not fitted - exactly like the heavier German Magdeburg production lathe.
Using V and flat ways, the bed's front V-way was not symmetrical but had a wider front section, set at a shallower angle than the shorter and more upright rear element. A design intended to slow down bed wear and improve the absorption of tool thrust, this was an idea in vogue from before 1914, but not taken up universally and one seen less frequently as the 20th century came to a close.
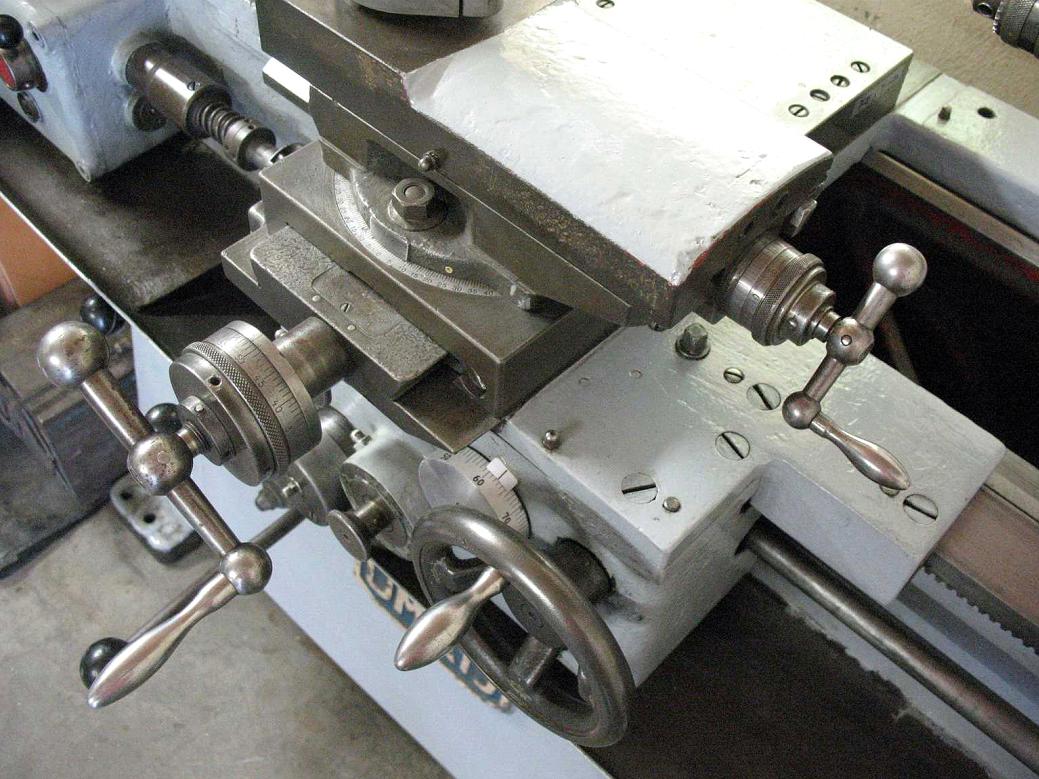
Unusually for a machine of this type and size (and possibly unique, the writer can think of no other example in this size range) the entire headstock could be rotated, under pusher-screw control, each side of central by about 10° for the turning of short tapers.
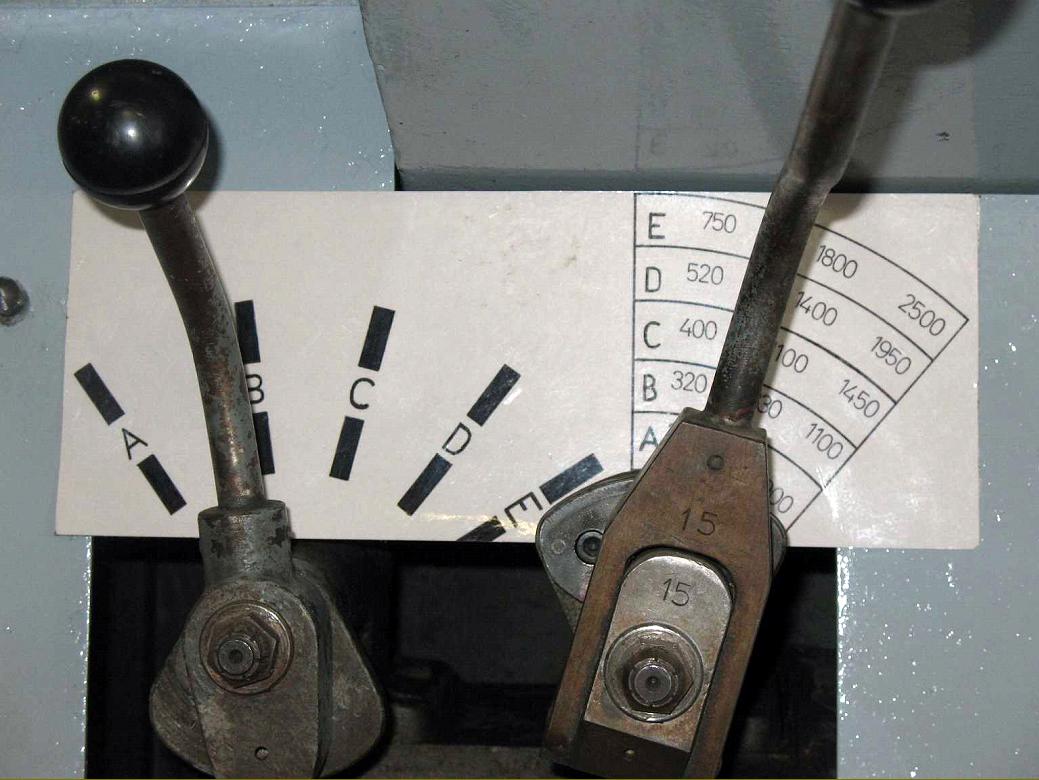
Carried on what appeared to be a full cabinet stand - but was actually separate cast iron headstock and tailstock plinths joined with an easily-removed sheet-metal cover across the front - the lathe was driven by a massive, infinitely-variable speed hydraulic gearbox and motor unit by Boeringer-Sturm. A usefully wide range of spindle speeds was provided, from approximately 30 to 2500 r.p.m., with speed control by the simple expedient of moving a lever, protruding through the front face of the stand, from left to right. A second lever, positioned to the right of the first, selected reverse. This easily operated system allowing the operator, by reading a rev counter (mounted either on the inside face of the changewheel cover or on the headstock), to vary the speed and so keep, for example, the cutting rate constant as the tool moved inwards or outwards on a large diameter job. An important point with this gearbox unit is to use only a non-detergent oil, modern detergent oils will loosen dirt particles from within the sump and damage the hydraulics.
Power sliding and surfacing feeds, protected by a spring-loaded clutch, were driven by a power shaft, selected by individual knobs and engaged by a single lever; it was possible to have both feeds running at once, though what the resulting taper was is not known.
A 2-lever gearbox, on the left-hand end of the feed shaft, allowed the selection (under power without stopping the drive) of three feed rates for each setting of the changewheels - these being set as standard (on the UMA 15) at the typically useful rates of: longitudinally 0.05, 0,1 and 0.15 mm/rev. and across at 0.04, 0.07 and 0.1 mm/rev..
If you have a UMA machine tool, the writer would be interested to hear about it..
|
|