|
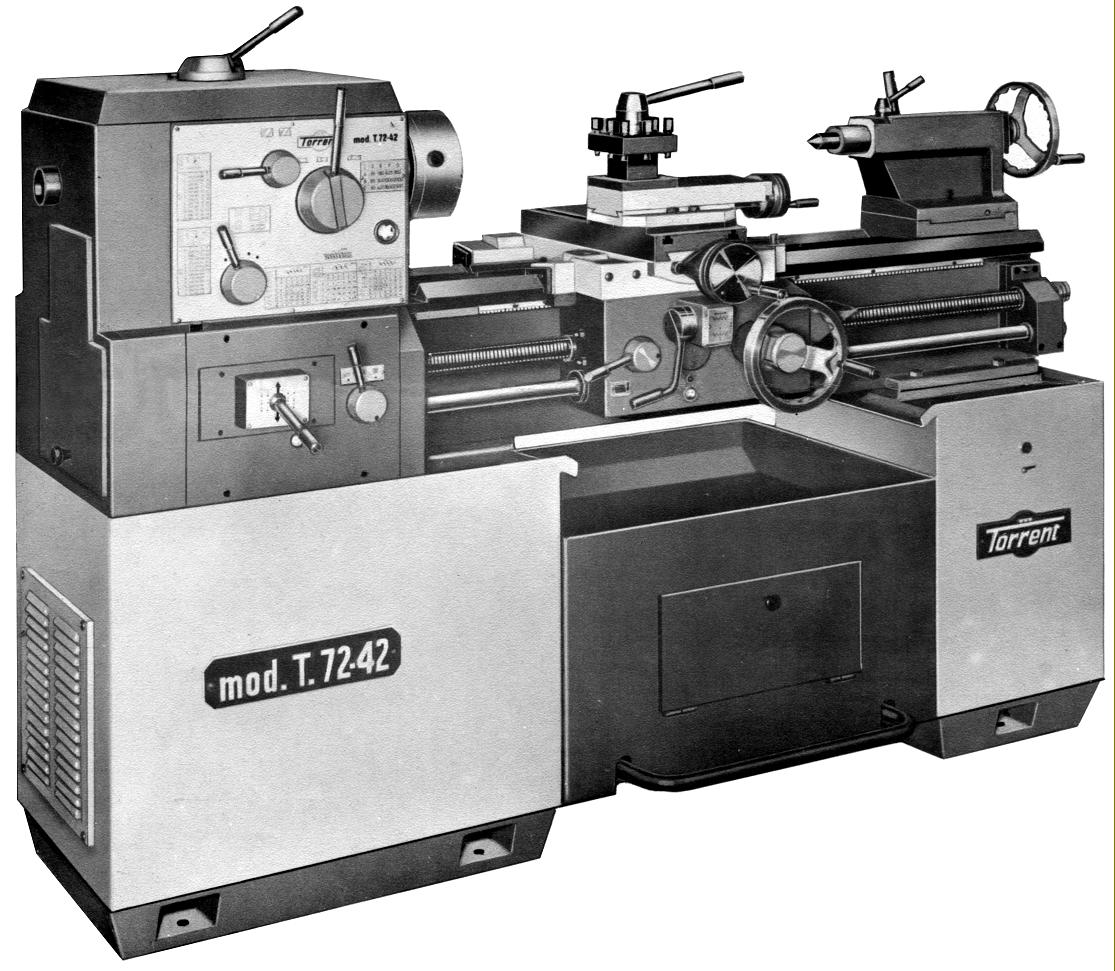
Manufactured in Spain from the late 1960s onwards, the Torrent "Tarragona" T.72-42 was one of a range of very well specified, ruggedly constructed conventional engine lathes by this manufacturer.
With a centre height of 200 mm (8") and able to accept 1000 or 1500 mm (39.5" and 59") between centres when fitted with a gap bed and 800 or 1000 mm (31" and 39.5") without, the lathe had a hardened and ground bed (to Brinell 400 to 500) made from stabilised pearlite cast iron, heavily braced between the front and back walls and with a top 300 mm wide that carried V and flat ways. The back surface was machined flat and drilled and tapped ready to mount the maker's hydraulic copying attachment.
A rigid box-form headstock held a 42 mm bore main spindle that was hardened and ground all over, held in precision taper roller bearings and fitted with a DIN 55022-6 flange-mount nose and a No. 4 Morse taper socket. Auxiliary shafts were in chrome-molybdenum, also hardened and ground, turning in needle-roller bearings and lubrication by a pressure pump, the oil being directed from a tank in the base through a filter and then, before cascading into the headstock, into the spindle bearings to cool them.
Speeds were selected by the juxtaposition of two levers on the face of the headstock and engaged by a multi-plate clutch operated by a lever pivoting from a boss on top of the headstock. Drive came from a base-mounted 5.5 h.p. motor with a total of 12 speeds available that spanned a very useful 35 to 2300 r.p.m.
Screwcutting and power feeds were generated by a completely enclosed, oil-bath lubricated gearbox with section by two levers, one operating like a joystick, the other selecting neutral, screwcutting and power feeds. The box produced (with the aid of a sliding gear on the changewheel quadrant to switch between metric and English threads and a 6 mm pitch leadscrew) 36 metric pitches from 0.21 to 12 mm pitch; 36 Whitworth from 1.125 to 96 t.p.i. and 24 modular threads from 0.075 to 4 MOD. 48 rates of sliding and surfacing feeds were available, the former from 0.044 to 1.040 mm per revolution of the spindle and the latter from 0.016 to 0.390 mm. In addition to changewheels, feeds could also be driven from the spindle by a V-belt, this allowing even finer rates to be employed, a decided advantage when using high spindle speeds.
Doubled-walled, the apron gears ran in an oil bath with the power-feed worm gear hardened and running on needle rollers. A single lever selected, and then engaged the feeds through a safety override, torque-limiting clutch.
Of conventional form, both cross and top slides were driven by hardened screws supported in two radial and two axial needle roller bearings; bronze nuts were of the split and adjustable type, an external screw providing a wedge action between the two halves. Ground finished, the top of the cross slide was equipped with two transverse T-slots, in the manner of many Emco lathes, so allowing the top slide to be positioned forwards and backwards as required (an unusual facility of this size of lathe) and allowing rear toolposts and other fittings to be mounted with relative ease.
|
|