|
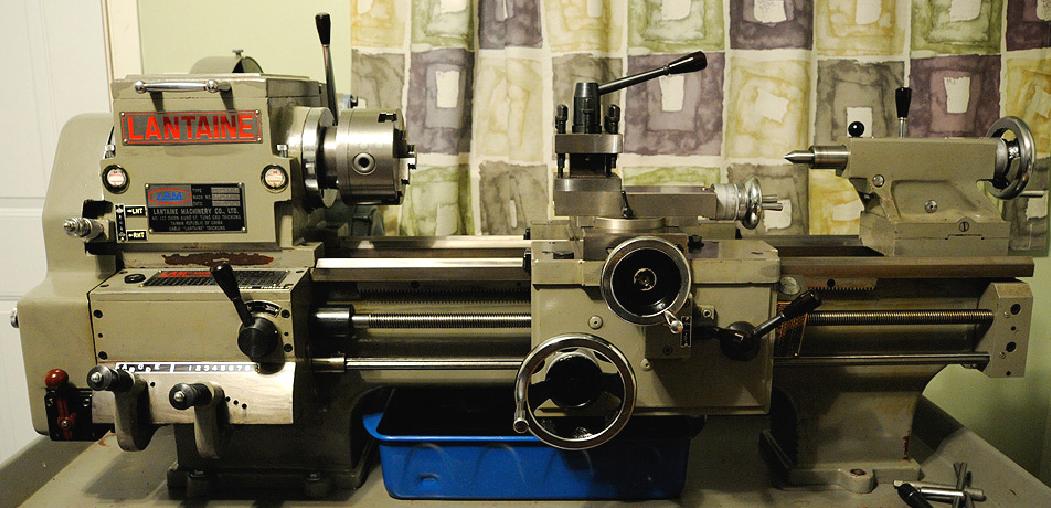
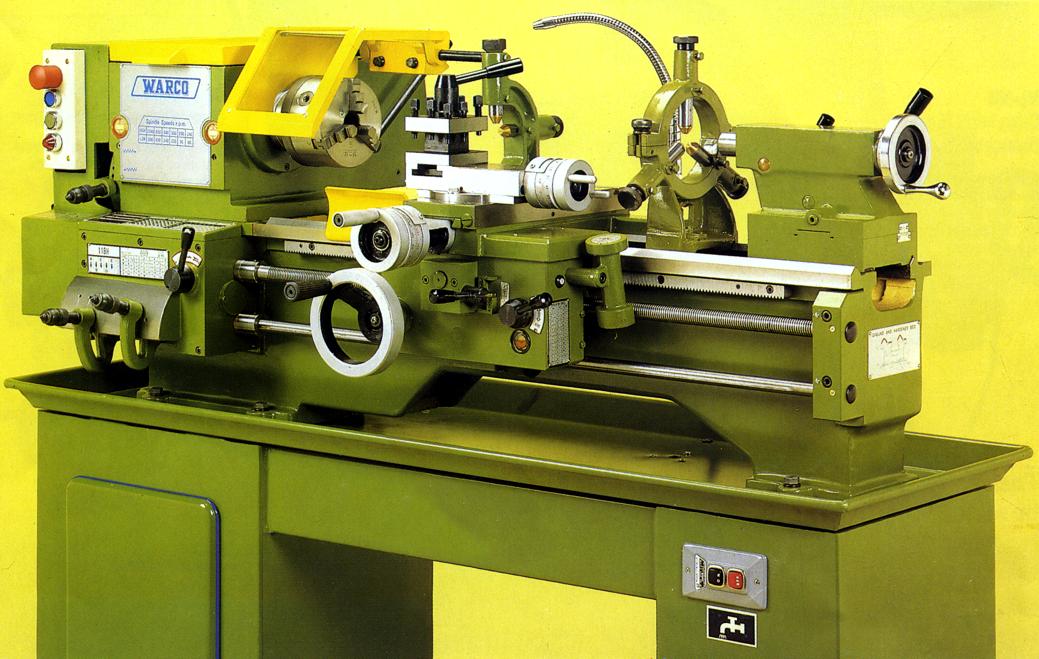
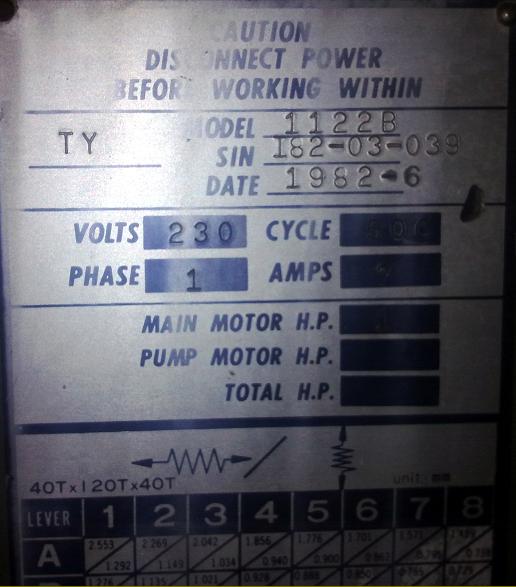
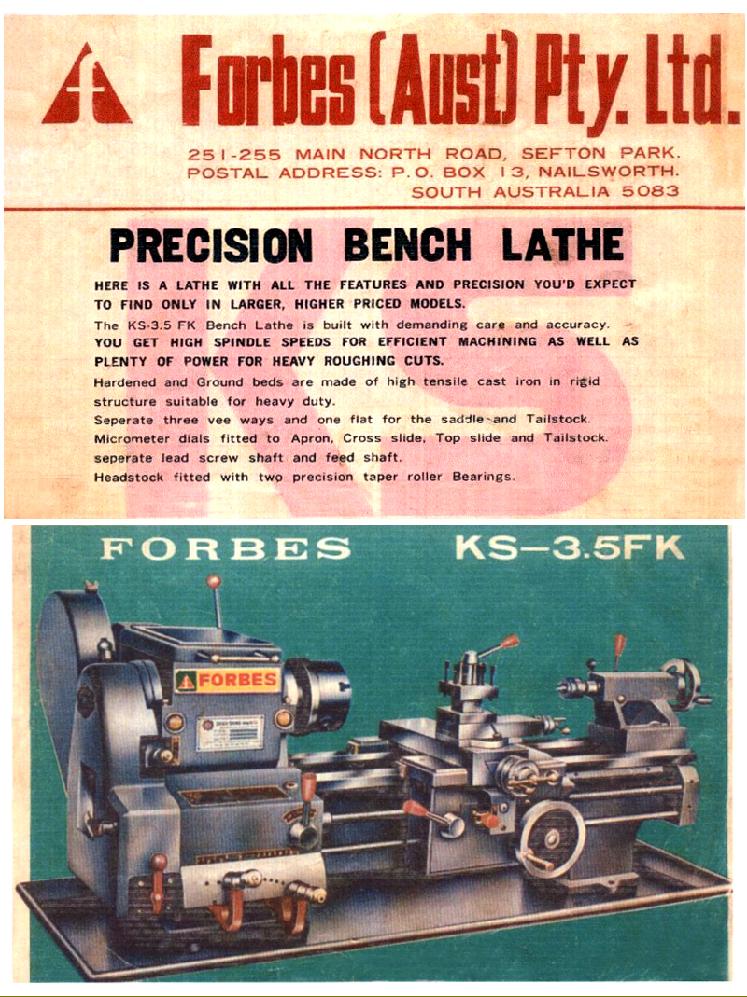
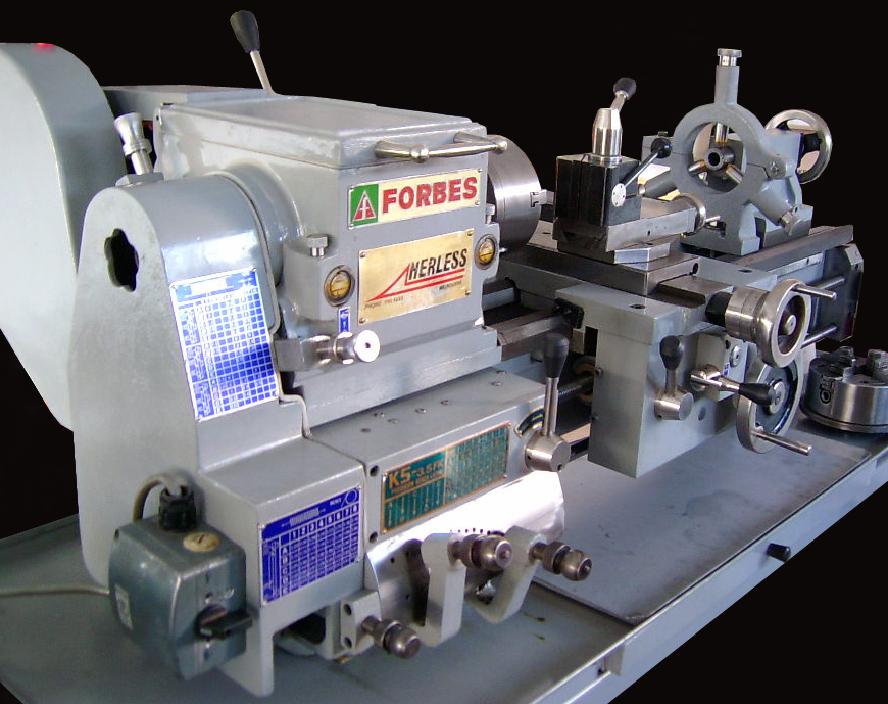
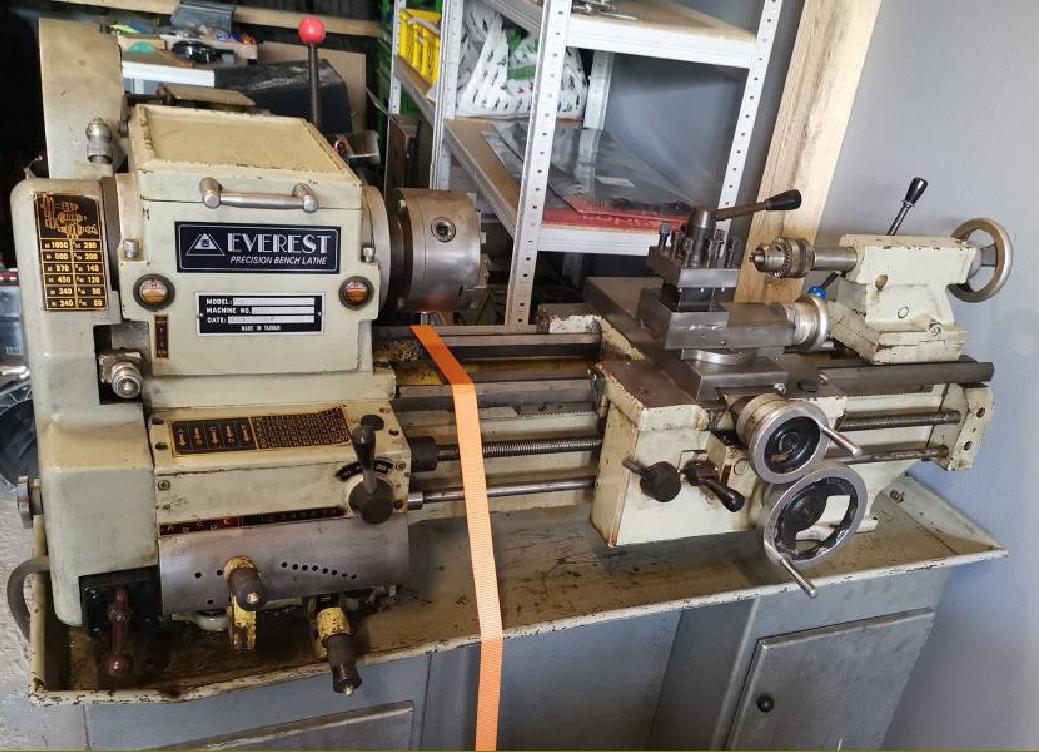
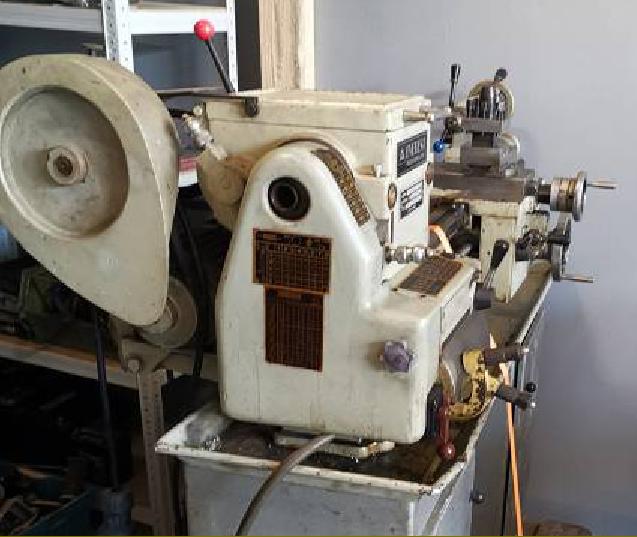
Although Taiwan has been home to hundreds of manufacturers of machine tools, with a huge variety of types and sizes manufactured, the lathe shown here was probably the most popular medium-sized lathe offered from the early 1970s onwards. It appears to have been built (or copied) by more than one company, and marketed using several different names including AB, Brazier's TY110, Busy-Bee, Carolina, Grizzly DF-1224G, Dashin P4, Elpha DF-1224G, Enco, Everest, Forbes Glen, Hafco AL350A, Honden Visa, Himount, Husky PC-36, JET-1024, Kin Shin, KS-3.5, Lantaine, Leopard, Lin Huan, Lux-Cut, Lylak, Manhattan, Mascot SS-23,McMillan, MS, MSC, Peerless, Romac, Select, S.E.M.C.O., Stebbins, Warco, Wey YII Corp, and the Engineers Tool Room Bench Lathe BL12/24, etc. In addition, a modified version was also produced (some branded as "Ajax"), this having the backgears in the headstock at the front of the spindle instead of behind and an embossed, curved cover over the front of the headstock that gave the lathe a more modern appearance. However, despite cosmetic changes and variations in detailed specification, mechanically it seems to have been virtually identical. Some of the names used were of actual manufacturers - or importers and agents - while others were entirely fictional - lathes sometimes arriving at the distributors with an envelope containing a selection of "invented" nameplates. Another version with some differences was the Everest, this having a mirror-image apron with the carriage handwheel on the right - in the manner of most European lathes, as distinct from American, where it is nearly always found on the left. The countershaft, too, was altered with a curved cover guarding the belt run. However, all versions and sizes appear to have been of mechanically identical design and construction with common Model Designations being: "1122", "1124", "1224", "1236", "1340", "1327" and 110-2021. The first two digits referred to the swing and the last pair to the capacity between centres - all figures being in inches - i.e. the three smallest versions were the 11-inch swing (6,5" centre height) "1122" and "1124" with 24-inch between centres and the 11-inch swing by 20 inches between centres 110-2021, while the largest was the 13-inch swing by 40 inches between centres "1340". If the lathe was fitted with a full screwcutting and feeds gearbox the Model number was generally given the suffix "B" - most examples found in the UK being so specified. As the lathe seems not to have come from one factory, and to have been in production for as long as three decades, the specifications outlined below may not be accurate for all examples found. All gearboxes appear to lack sump lubrication, it being necessary for the operator to apply a oil can, generously, every day by squirting lubricant upwards into the box. Do ensure that the tumbler selectors slide easily and that the spring-loaded plungers are fully engaged into their holes; running the lathe with these out of line can case the arm casting to snap into under load.
Belt driven from a built-on countershaft (of rather crude but effective construction in welded angle iron) the roller-bearing supported spindle was bored through around 40 mm (19/16") with most appearing to carry an 8 t.p.i. nose thread, though ones with a 4 t.p.i. thread have also been found. The nose socket was a Morse taper No. 5 - this being equipped with a hardened sleeve to bring it down to a No. 3 taper. Bearing lubrication was by individual oil baths, these being fitted sight-level glasses on the front face of the headstock and the bearings fitted with effective oil seals. Various kinds of oil-filler arrangement have been found from simple push-in plugs with knurled tops to flip-lid oilers; unfortunately, there appears to have been (at least on most, if not all examples) no means of draining the oil - though some owners report 40-years of use and no fall in the level…However, one American-issue manual suggests prising out the oil-glass windows (they have rubber O-rings seals apparently) and snapping them back in after the oil change......
A full-span backgear using helical form gears was fitted and, with the drive coming from either a single or three-phase motor (1 or 1.5 h.p. ) twelve speeds were available that spanned in the region of 60 to 1300 r.p.m. (examples being confirmed with 65 to 1280 r.p.m. and 60 to 1240 r.p.m.).
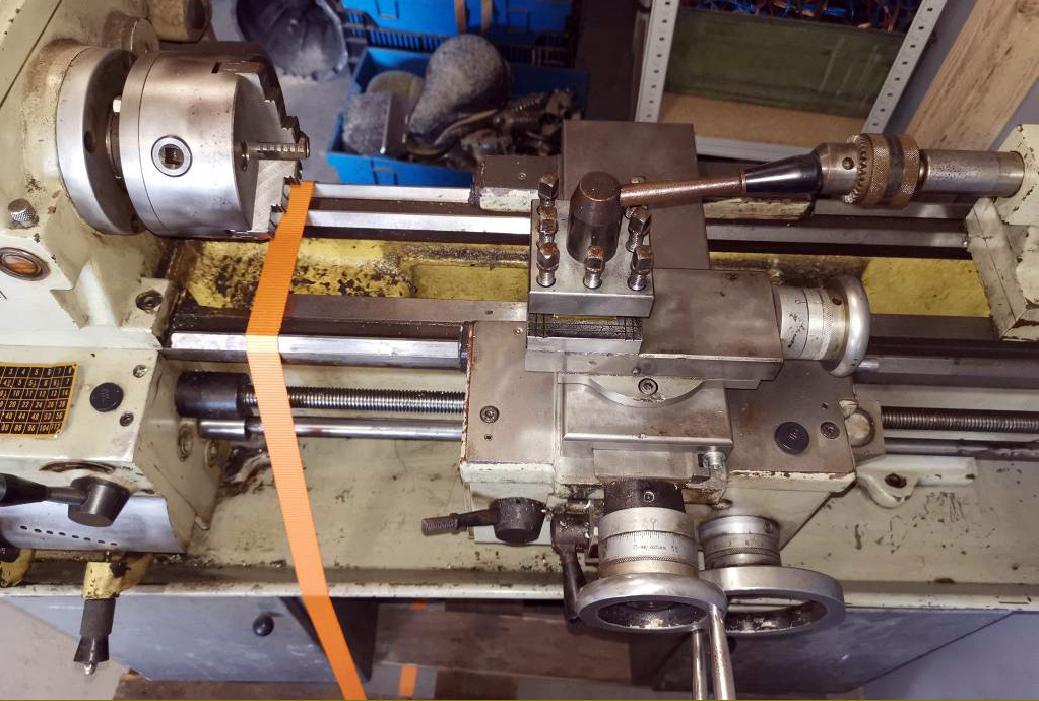
Often found induction hardened and ground, the deep, well cross-braced 190 mm (7.5") wide bed used traditional V and flat ways - the dimensions of which are believed to have corresponded dimensionally to those used on Colchester Student and Master lathes from the 1950s and early 1960s. Although the "1124" and "1224" did not have a (removable) gap bed (for the UK market at least) the others did, with the "1236" allowing a disc 445 mm (17.5") in diameter and 190 mm (7.5") thick to be turned on a faceplate - the corresponding figures for the "1340" being 470 mm (18.5") and 190 mm (7.5").
Of the dual inch/metric type the screwcutting and feeds gearbox gave 40 Whitworth pitches from 4 to 112 t.p.i and 30 metric from 0.2 to 7.5 mm pitch (one important point, experienced by the writer a couple of decades ago, was the lack of a key to retain the single gear on the standard-fit dial-thread indicator used on the Imperial models. If this slips, as it did on mine, your threading job will be ruined….). Metric-threading lathes had a D.T.I. with several gears: 20t, 21t, 22t, 26t and 27t--though if all could be mounted at once is unknown. Leadscrews on early models were 20 mm (3/4") diameter but on later machines beefed up to 22.2 mm diameter (7/8") - both of 8 t.p.i. Power feeds were transmitted by a separate 22 mm diameter rod and ranged in the sliding direction from a low of 0.053 to a fast of 1.497 mm (0.0021" to 0.0589") per revolution of the spindle and from 0.23 to 0.647 mm (0.0009" to 0.0255") surfacing. Engagement of power feeds was by an apron-mounted "semi-gate" control, the mechanism being similar to that first employed on the English "Kerry" lathe during the 1950s Late models are sometimes found equipped with a "third-rod" in place of push-buttons to control the electrical spindle stop and start - the operating lever pivoting, in the usual convenient manner, from the right-hand face of the apron. To suit both American and European markets, the apron could be had with the carriage handwheel to the left or the right-hand side - one, obviously, being a mirror image of the other and the other controls suitably repositioned. While some models have an oil-sight level glass let into the lower right or left-hand corner of the front face, most do not.
Nicely finished by grinding, the compound slide rest used tapered gib strips on the cross and top slides - and are often found with rather well-made and neatly engraved satin-chrome finished dual inch/metric micrometer dials. A useful option was a T-slotted cross slide (for some markets a fitting found as part of the standard equipment) with the cross-feed screw split and fitted with a cross bolt that allowed backlash to be removed as it developed in service. Some, but not all, models have a T-slotted top slide, this allowing the easy fitting of alternative, quick-set and rear-mounted toolposts.
Locked to the bed by an eccentric cross-shaft lifting an eye-bolt and T-clamp the set-over tailstock on the smallest model had a 32 mm diameter No. 2 Morse taper spindle with 100 mm (4") of travel - all other versions having the same travel but with the spindle increased in size to 40 mm - and, for the size of lathe, a more suitable No. 3 Morse taper. Some tailstocks have been found fitted with a large micrometer feed dial - this apparently being a dealer-specified option and not found in the accessory catalogue.
While all sizes of the lathe were of identical mechanical construction, to be competitive in different markets the range of accessories supplied did vary from model to model - though were usually generous in quantity and could include a welded sheet-steel cabinet stand with a good-sized chip tray and locking storage cupboard; full electrical equipment; 3 and 4-jaw chucks; 10-inch faceplate and catchplate; 4-way indexing toolpost; thread-dial indicator (check for the missing woodruff key on the gear shaft); fixed and travelling steadies; coolant equipment (with a 0.25 h.p. pump motor); extra changewheels to extend the threading range; chuck guard; spindle bore reducing sleeve; a pair of Morse centres; chrome-plated handwheels; oil can; grease gun; toolbox; spanners; Allen keys; screwdriver and often, though not always, a T-slotted cross slide and dual metric/inch zeroing micrometer dials.
If any reader has one of these lathe with different branding, or any sales literature for the various models, the writer would be interested to hear from you. To show the complexity of the situation regarding these lathes, the following offers a clue:
I have a Lantaine BH-350 (1236), that I purchased new in 1978. The location of the store was in North Vancouver, BC. I do remember that he had several models on the showroom floor, and from my conversation with him, he had sold a substantial number of them to at least one of the school boards in the lower mainland.
I purchased the unit that has the externally mounted motor with the included feed selector transmission, and included chip tray. The other machine had only one major functional difference - that being a headstock shaft with a larger internal diameter. This version of the lathe had a completely enclosed motor and belt assembly and included the lower cabinet, but it was substantially more expensive than the lathe I purchased.
Over the years, I have seen two Lantaine copies, Busy Bee, and Grizzly, and both were crudely constructed compared to the version of the machine I purchased.
I am extremely happy with my lathe, and found its overall quality exceeded the cost of the machine..
And a further useful comment regarding useful minor points to be aware of on some versions:
Mine is an Engineers Toolroom BL12 - 24 (The company was short lived as the owner developed severe health problems leading to his death ) Consequently, there are not too, many around. Before delivery, it was fitted with VFD and a 1.5 hp motor,(in place of the 2 hp single phase) so with just one sheave on the motor pulley, only six of the speed ranges are available. But this has caused no problems in over 17 years of use. Consequently, the right hand lever and shaft for the switch are not fitted. It is very much like the Warco BH 600, which came in either Imperial or Metric versions, While the Chester Craftsman is still available in Metric form only. The BL 12 -24 is essentially Metric but is dual dialled. On this machine the Saddle handwheel is on the right hand side of the apron,.
One silly feature was locating a ball oiler for the feed controls under the Cross Slide handwheel, where it is inaccessible. With trepidation, I removed the control housing and fitted a ball oiler where it can be used, fitting a brass blank in the original position.
I soon dispensed with the acrylic guard and it's column over the Toolpost. (Probably a supplier option )
The changewheels are 1.25 Mod, and I made a 80T gear for the input to the Norton box, to halve the feedrate. This necessitated repositioning the closure, and tapping a fresh hole for the stud. This resulted in the "plastic" knob being broken and needing replacement. The 120T/127T Idler makes changing thread cutting from Imperial to metric easy.
Oil applied through the fillers above the Norton gearbox soon drips down into the chip tray, so it pays to have something beneath the box to catch the oil, before it runs all over the chip tray.
The faceplate fouled the acrylic chuck guard and had be cut away locally to provide clearance.
My shop made four way rear toolpost rear fouled the end of the chuck guard shaft when trying to work close to the Headstock with a ER collet chuck, so was modified to be in two parts, with the outer section carrying the acrylic guard. This means that the collet chuck is operated without a guard, but since there are no protruding parts, the risk is minimal.
The Thread Indicator Dial was moved from the Headstock side to the Tailstock side of the Apron, and modified to clear the rear bearing housing for the Leadscrew and Feedshaft.
What appeared to be belt slip was cured by increasing the depth of the dimple in the belt tensioner shaft, to give deeper engagement of the grubscrew in the short lever. .
|
|