|
Well known in their home country of France, Syderic milling machines are not so common in other European countries. However, still functioning, the company can be found at: http://www.syderic.fr - though their cheaper models are, with so many other makers, now made in China.
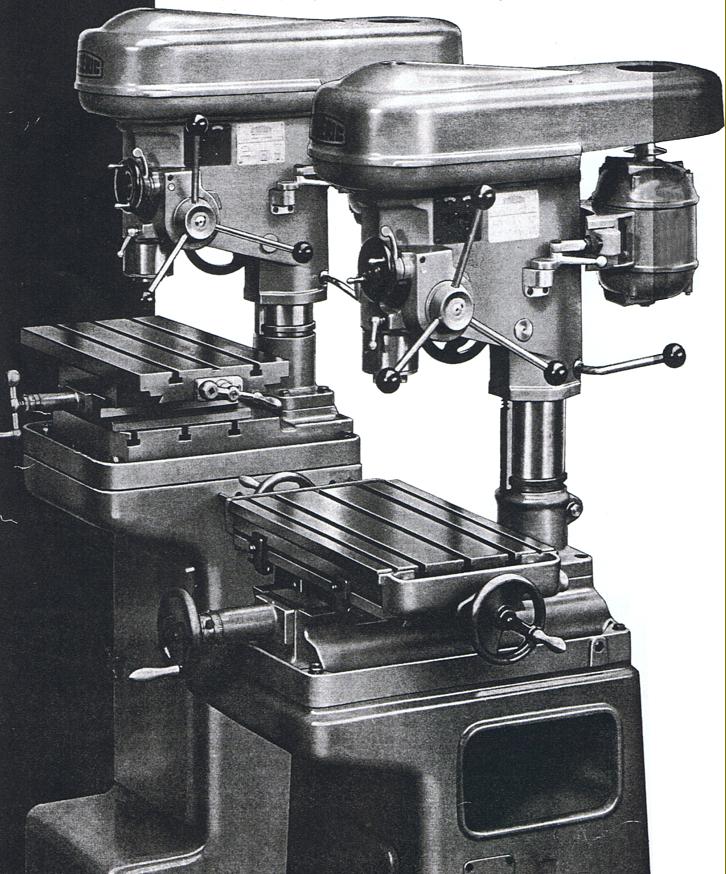
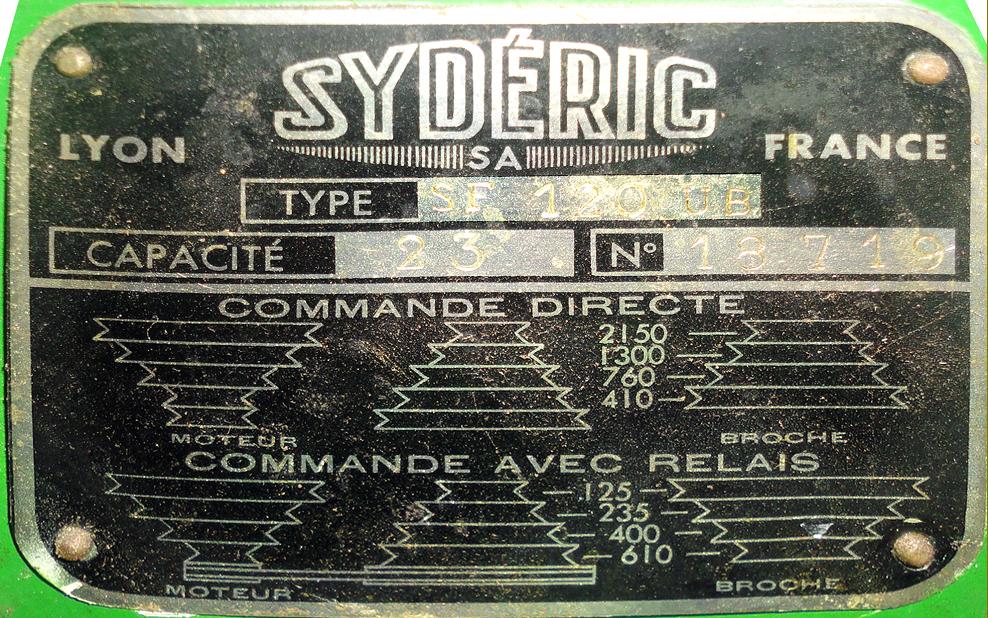
One of their most popular machines, built in the 1950s and 1960s and now common in French home workshops, is the Type SF-120. This rill-like model was equipped with a separate (and hence removable) compound table mounted on a T-slotted base or, with a more conventional arrangement, as the SF-120-UB with its table running on ways machined directly into the base
Constructed very much along the lines of the less expensive and not so well-made types made in Taiwan from the early 1970s, it was designed as a versatile milling and drilling machine with an especially wide speed range and a good-sized table. With three T-slots, the table, being fixed, resembled that on small jig borer, with the head carried on a column bolted in place behind it. The (very heavy) head could be elevated (to give a maximum clearance between spindle nose and table of 370 mm) by a handwheel on its left-hand face; to assist the operator, a strong coil spring was fitted inside the column, the head resting on it and allowing the elevating handwheel to have a light yet positive action. Unlike the majority of the Chinese-made machines, the head was guided by a column-mounted gib block, so ensuring that it remained correctly aligned as it was raised and lowered. It was possible (as on most machines of this type) to fit a distance piece between column and base to give even greater vertical capacity. A pleasing touch was the provision of a light, built into the column just behind the quill housing and arranged so as to illuminate the table.
Fitted with both fine and rapid-action drilling feeds - the former by a handwheel and the latter a stout, 4-handle capstan - the quill had 120 mm of travel and was equipped with a vernier-equipped micrometer dial. The change from one drive to the other was by a thumb-lever, positioned just inboard of the fine-feed handwheel, the spring-assisted change from worm-and-wheel gearing to rack-and-pinion drive being easy and quick. Running in a pair of back-to-back taper roller bearings at the base and, to allow for expansion, a single ball race at the top, the spindle was fitted with what seems to have been a 30 INT taper.
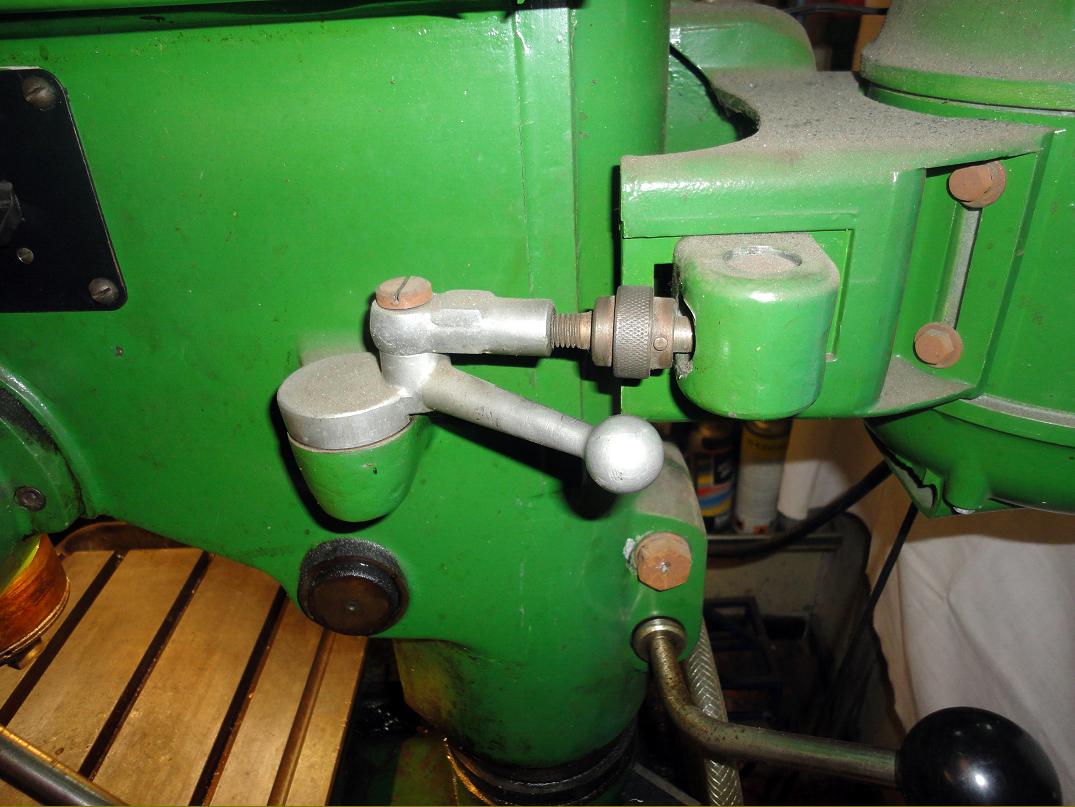
Powered by a rear-mounted (internally ventilated) 1 h.p. 1500 r.p.m. motor that carried a 5-step "A" section V-belt pulley, the drive went forwards to a matching intermediate pulley and from there to the 4-step pulley spindle pulley that could be inverted on its splined shaft to give an extra range of speeds - two pins passing into the bottom face of the pulley providing the connection. Both front and central pulley ran on a pair of ball races. To ease the changing of speeds, the motor was fitted to a hinged plate moved by a rather well-engineered, lever-operated, over-centre cam mechanism equipped with a screw adjuster that allowed the belt tension to be set accurately..
|
|