|
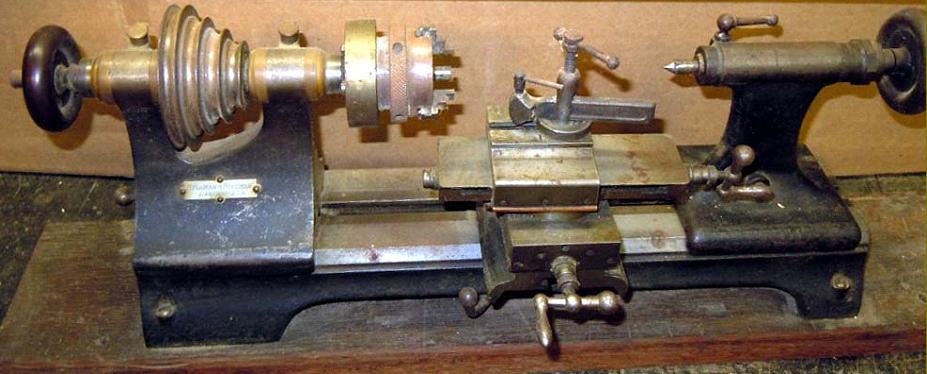
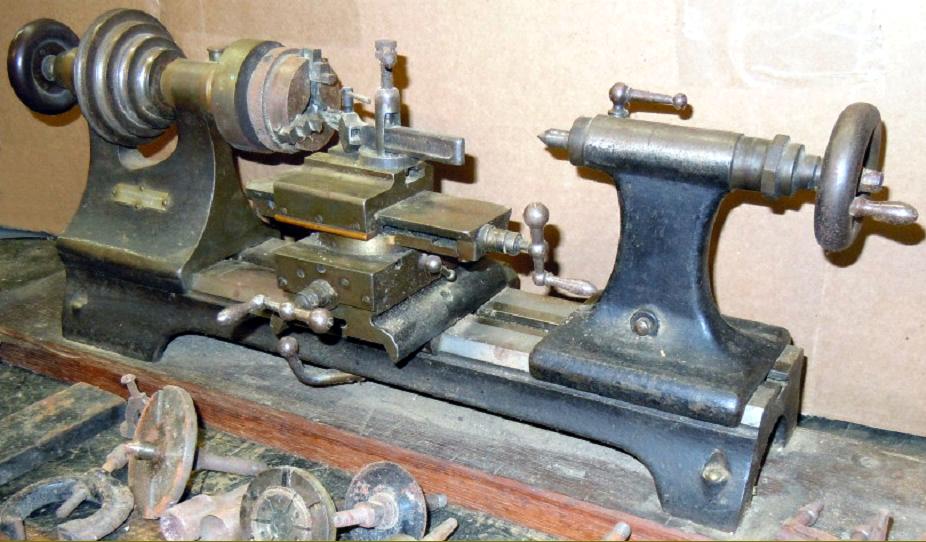
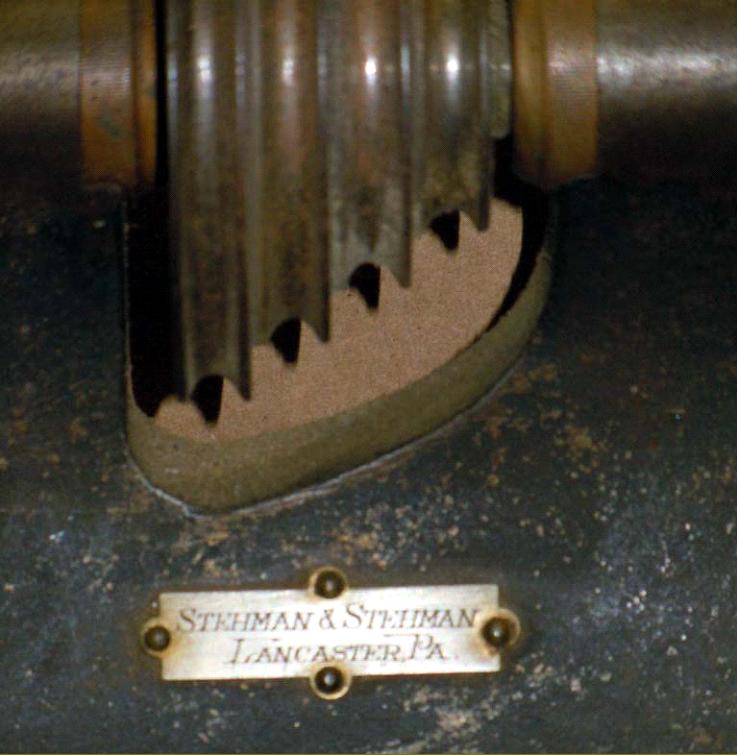
Not listed in any known commercial publication as a maker of machine tools, the only clue to the existence of this lathe's maker are United States Patents No. 463,750 and No. 463,751 taken out by Edward Stewart Stehman of Stehman, Jencks & Stehman (Pennsylvania), in 1891 for the interesting triple-compound tool rest intended for the Company's watchmaker's lathe. Hence the riveted-on badge maker's badge carried by this American bench precision lathe - "Stehman & Stehman, Lancaster Pa - " is almost certainly authentic.
To date, in 2018, just three different models of Stehman, Jenks & Stehman lathes have been discovered: the precision bench type shown on this page, a more-or-less conventional Watchmaker's Lathe of the WW pattern and a most unusual machine, what appears to have been a precision lathe intended for production use. The latter model had an enormous 6-inch centre height - but admitted only 7 inches between centres - and was fitted with a single, wide flat-belt pulley on its headstock spindle. Probably intended for use in a clock or watch-making factory, while certain aspects of its design and construction were relatively crude, others were not - and it might have been built to tackle some special purpose job or a production machining operation.
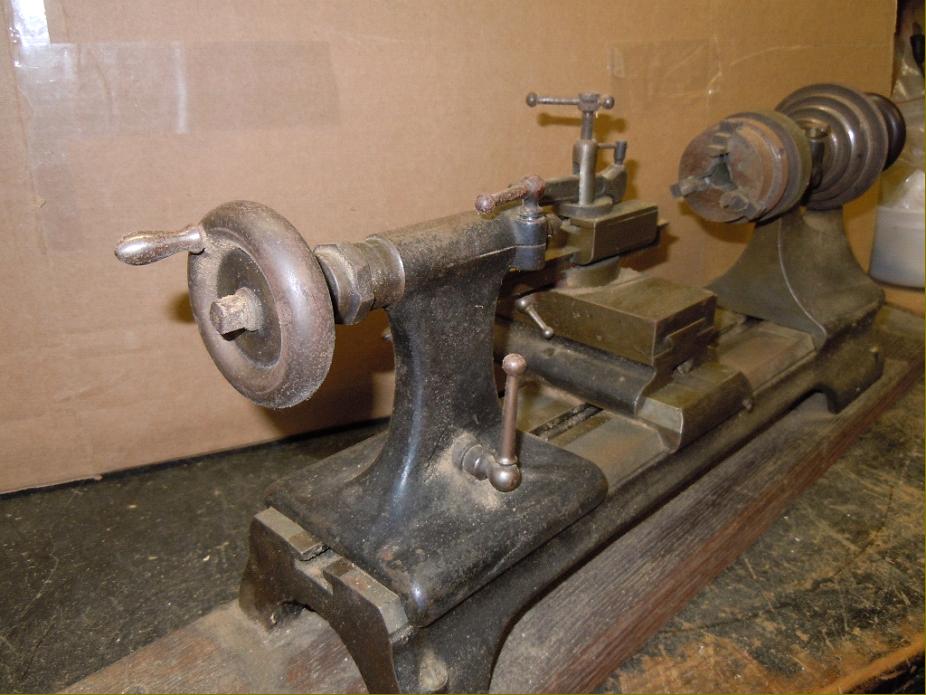
Around 15 inches long and with a centre height of approximately 4 inches, the lathe was beautifully constructed with appears to have been bronze used for the headstock and slide-rest castings. With bevelled-edges sides, the flat-topped bed used a central T-slot to locate headstock, tailstock and slide rest - with the latter carried on a base plate constructed in two parts that allowed the whole assembly to be reset across the bed to make full use of the very generous centre height. The use of this arrangement also points to the upper section being designed for a lathe of rather less centre height, and the maker thus offering more than one model. Fitted with "balanced" handles, the feed screws had small micrometer dials
Fitted with a 4-groove headstock pulley intended for drive by a round leather rope, the headstock spindle took draw-in collets secured by the usual draw-tube. How the spindle bearings were arranged is not known, but there is a good chance that they would have followed contemporary practice and been used a developed version of the design originally standardised for watch lathes where a hardened, ground and lapped spindle ran in glass-hard steel bearings - the very best combination of materials and manufacturing techniques available in the late 1800s. The metal used was known at the time as English or crucible steel - i.e. not a steel made in England but a very high-quality one formed by melting together the necessary ingredients in a clay crucible, this being the only way at the time of concentrating enough energy into a small volume to reach the very high melt temperature required. If the flip-top oilers are original is uncertain, but their position at the rear of the bearing line would seem to indicate that lubricant was fed into a small sump beneath each bearing and lifted (less dirt) by a felt wick.
Almost certainly constricted prior to 1885, the lathe has been fortunate to survive with what appears to be a number of its original accessories.
The earliest of the American bench precision lathes - indeed the originators of the type - was the Stark Company with the first examples being built by John Stark personally in 1862, well before any of his competitors - who were also mostly from the same, Waltham area. A list of bench-precision lathe makers, together with links to these interesting, very high-quality machines, can be found here: http://www.lathes.co.uk/precision-bench-lathes-list ..
|
|