|
Standard-Modern Lathes Inc. is an active firm located in Mississauga, Ontario, Canada and builds precision lathes for, amongst others, the US Army, Navy and Air Force. In 2014 the Company was acquired by RMI and remains the sole North American manufacturer of conventional industrial "engine" lathes. Their current range consists of both manual and numerically-controlled CNC machines in a "flat-bed" design with capacities of between 40 and 120 inch with swings ranging from 14 to 23 inches. Also available are lathes built to a customers' particular specification and expertise is offered in the mounting of robotic attachments for automated production processes.
Long-established and very successful, Standard Modern have, over many years, produced a wide variety of machines including the very popular "Utilathe" (an ideal lathe for the home workshop) and the industrial "Series 2000" machines described below. All these types, as manufactured from the 1940s until the 1970s, are of course obsolete and not part of the current Standard Modern line.
SERIES 2000 Lathes
Two sizes of the Series 2000 were made: 11 and 13-inch swing, with capacities of 20 inches and 30 inches between centres respectively. The 13-inch was, in effect just the 11-inch with a raised centre height and both shared identical major mechanical components - headstock, carriage, screwcutting gearbox and tailstock, etc. Well supported by a pair of preloaded, Timken tapered roller bearings at the nose - and a single bearing at the rear - the spindle was bored 1.375" and fitted with a D1-4" Camlock nose; although the hole at the front was finished as No. 5 Morse taper, this was normally fitted with a hardened sleeve to take it down to a No. 3 Morse for regular use.
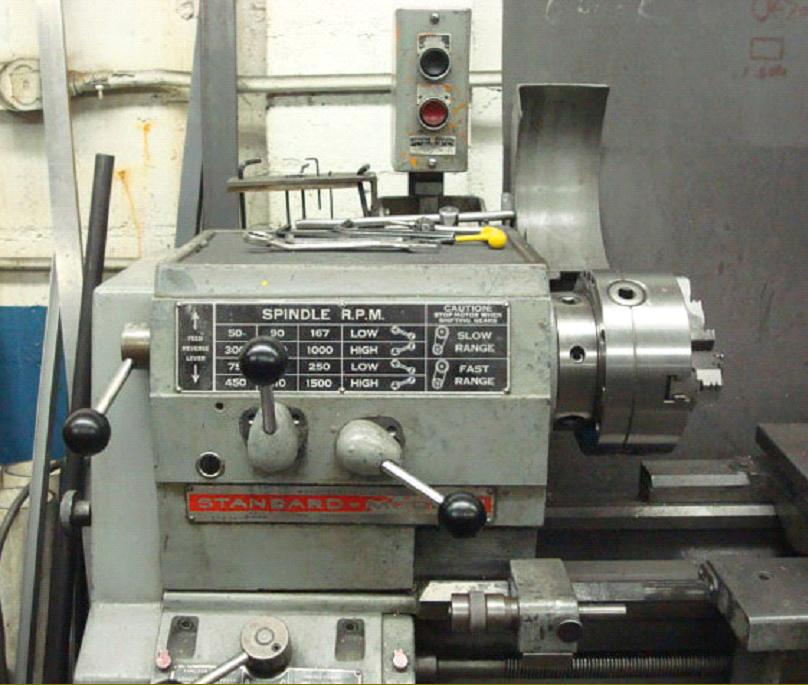
The 11-inch lathe had a 0.75 hp 3-phase motor, with a 1 hp available at extra cost, while the 13-was fitted as standard with a 1 hp motor, but with a 1.5 hp as an option. The motor, bolted to an adjustable plate fastened to the back of the bed immediately below the headstock, transmitted power to the headstock through a single V belt and double-stepped pulleys to provide "high" and "low" speed ranges. The 12 (usefully-spread) spindle speeds for both lathes were identical: 50, 90, 167, 300, 540 and 1000 rpm in low range, and 75, 135, 250, 450, 810 and 1500 in high. Two levers on the headstock set the six geared speeds; one selected a fast or slow setting, the other any of three speeds.
Normally supplied unhardened (although this specification was available at extra cost) the V-way, 8.5-inch wide bed was 6 inches deep on the shorter-bed machine and 7 inches on the longer.
Able to generate 48 threads, from 4 to 224 t.p.i, all without dismounting or changing any of the drive gears, the screwcutting and feeds gearbox gave a power-feed range (per revolution of the spindle) from 0.0014" to 0.078" longitudinally (sliding) and exactly half those figures (0.0007" to 0.039") when moving across the workpiece (surfacing). Additional changewheels were sold to cut metric, module and Diametral threads - with auxiliary gear quadrants available which could be built up with the appropriate gears to save time when changing from one thread type to another. The selector arrangement of the box followed a "semi-Norton" design where a three-position top lever was combined with a sliding, plunger-type selector below to produce 24 feeds; a separate 0.5-inch diameter power shaft, with an overload clutch, was employed for the sliding and surfacing feeds so leaving the 7/8-inch diameter, 8 t.p.i, Acme-form leadscrew exclusively for screwcutting. Leadscrew thrust was taken in two directions by a double-row angular contact bearing and the shaft (which was designed to be reversed when it became worn) was protected from excessive loads by a brass shear pin.
Of the stiff, double-wall type the apron held an oil supply in its base that was distributed by splash. A push-pull knob selected power sliding, surfacing and neutral with the feeds engaged by a ball-ended handle positioned at the bottom right hand corner of the apron's front face. Although the power feeds were transmitted positively by a multi-toothed clutch, the mechanism was also protected against damage by a spring-loaded slip clutch.
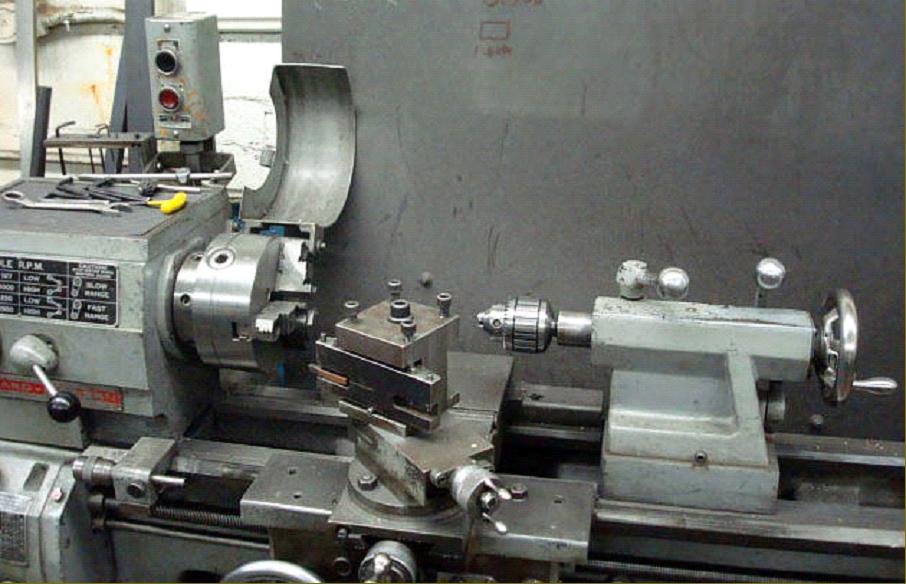
With a top slide that could be rotated through 360 degrees, the compound slide assembly had zeroing micrometer dials with a non-glare satin-chrome finish. Happily, proper tapered gib strips were fitted to both slideways; these allowed fine adjustment over the clearance and hence a much-improved "feel" for the operator and (claimed the makers) firmer control of the cutting tool.
Early models of the 2000 Model had a tailstock locked to the bed by a nut which required the services of a self-hiding spanner; later models were fitted with a proper eccentric cross shaft and lever control. The No. 3 Morse taper barrel, engraved with either inch or metric scales over a length of 3 inches, was 1.5625 inches in diameter and had a travel of 4 inches. The 11-inch lathe was 54 inches long and the 13-inch 64 inches; each was the same width - 27 inches - and both stood approximately 50 inches high. The net weight with maker's ordinary fabricated cabinet base was 1250 lbs for the 11-inch lathe and 1450 for the 13-inch.
Supplied as standard with the lathe were: a drive plate, toolpost, motor pulley and V belt, two centres, a hardened taper-reduction sleeve for the spindle, wrenches and an instruction book; all the other essential equipment - a motor, faceplate and chucks - was extra. A range of accessories was also available, some of which can be seen here.
Other lathes made by Standard modern in the same era were the 9-inch and 10-inch swing Series 1000 Utilathe (presumably standing for "utility" version); the 15-inch swing Series 3000 and 17-inch swing Series 4000; if any reader can supply details of these models, the writer would be very interested to hear from you..
|
|