|
Continued:
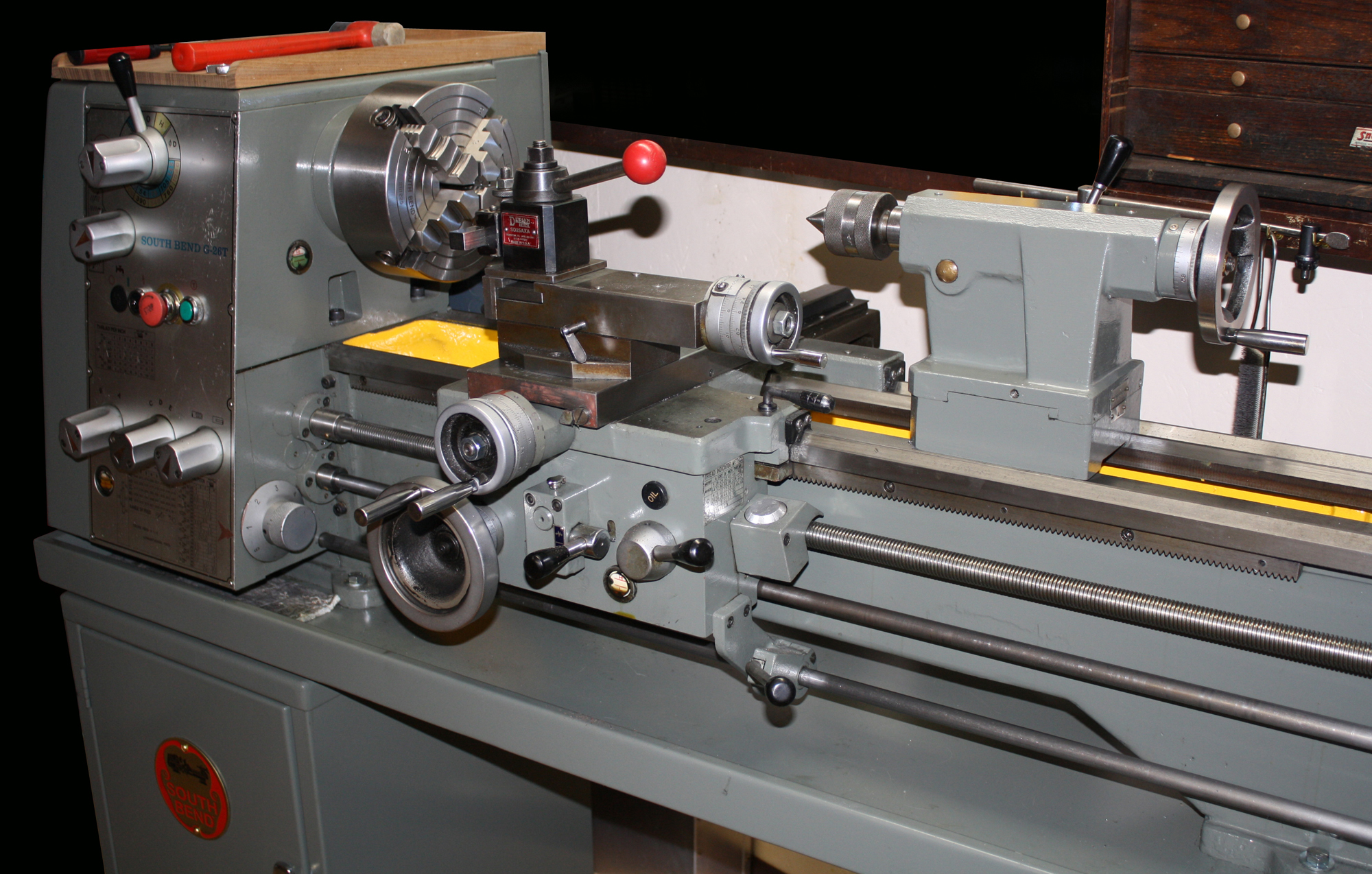
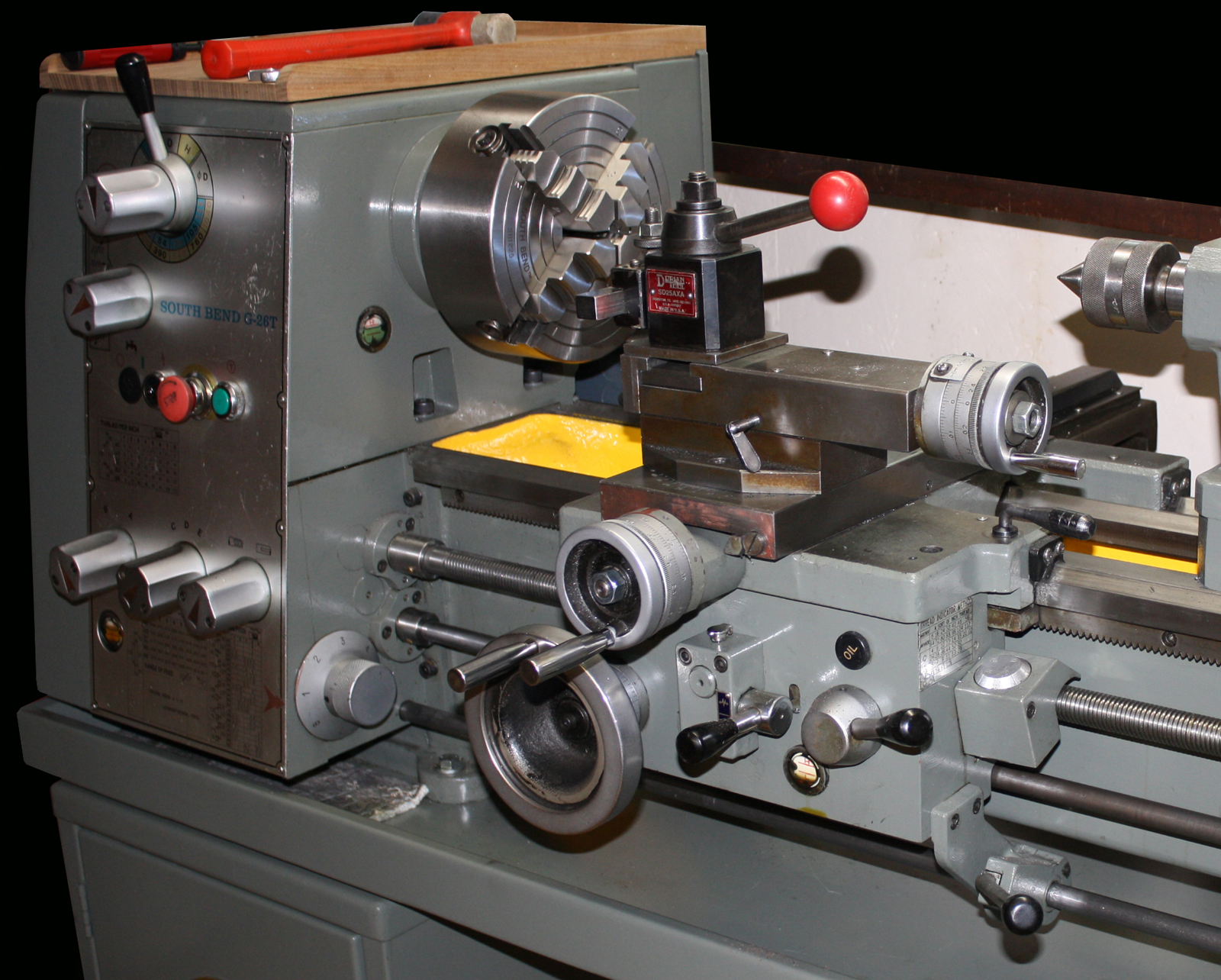
Of the fully-enclosed, oil-bath type and without a sliding tumbler, the gearbox had all-dial control - three of these being set across the front face and a fourth on the inner face of the headstock - though the group of three were, unfortunately, of relatively small diameter and with a smooth finish that made operation by greasy hands difficult; however, they are easy enough to change. Fitted as standard was a thread-dial indicator, though on the inch machines (as usually supplied to the American market), this could, of course, only be used for inch and not metric screwcutting. All-metric models were equipped with a three-gear indicator (20t, 24t and 28t), a fitting that enabled most common metric pitches to be cut (should any reader be able to provide a clear photograph of the screwcutting and feeds chart from either an inch or metric machine, the writer would be grateful.
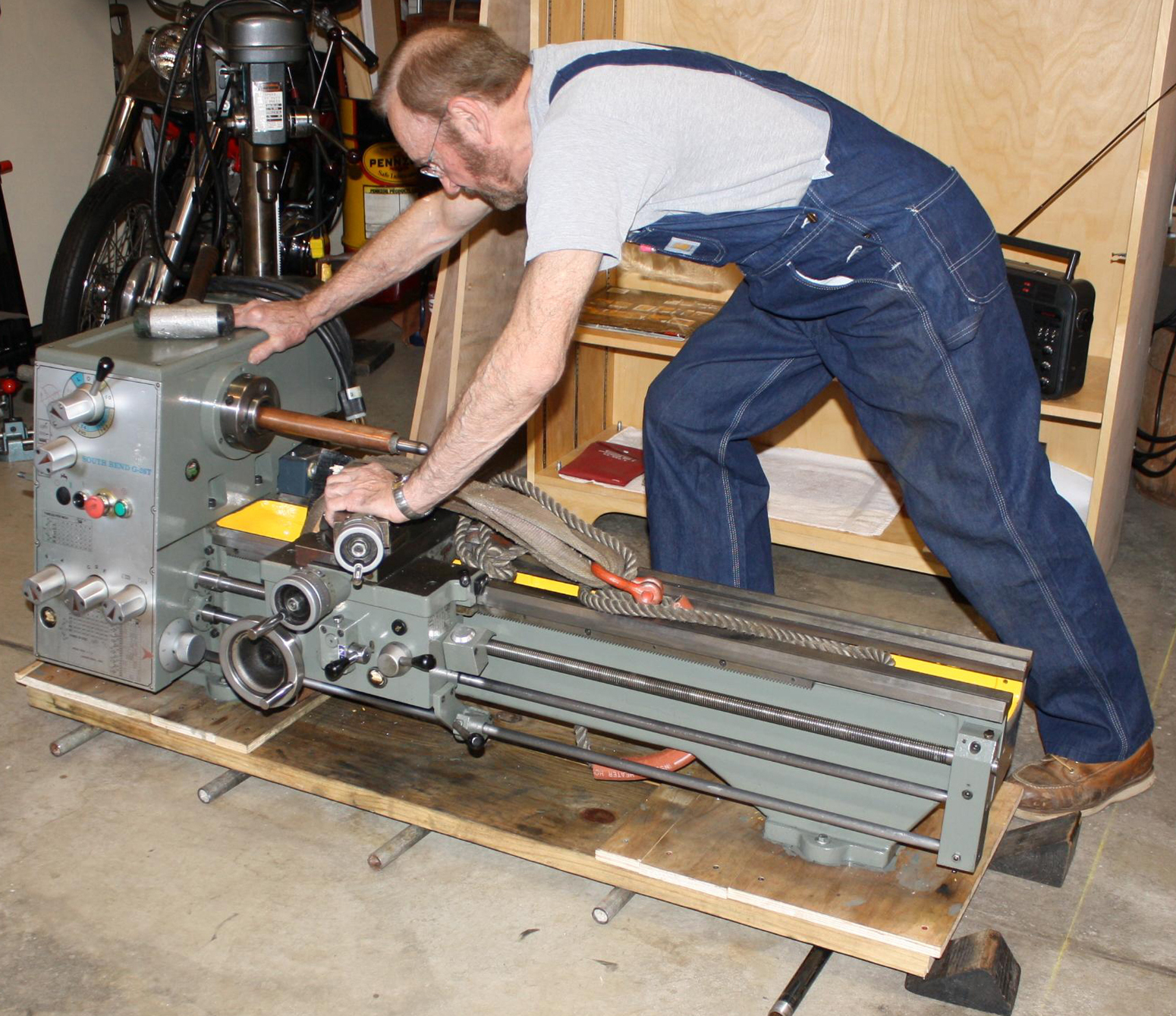
Once started by a push-button on the front face of the headstock, spindle stop, start and reverse was by the well-established and easy-to-use third-rod system - with the control lever pivoting from a bracket fastened to the right-hand face of the (double-walled, oil-bath) apron and so moving with it as the carriage travelled along the bed. Lifting the lever from its central stop position engaged the forward motion while moving it down engaged reverse - though the spindle had to be brought to a complete stop before a change of direction could be made.
With all exterior and sliding surfaced ground finished, the compound rest had a cross slide with a travel of 63/8" (162 mm) and a top slide with 35/8" (92 mm) - the latter able to be swivelled though 360° and fitted as standard with a rather tall, wide-gap 4-way toolpost. One complete turn of their feed screws advanced both slides 0.200" - that for the cross slide being fitted witha ball-bearing thrust race and a bronze nut adjustable to remove backlash. On the top slide the tapered gib strip had a single adjusting screw at the front, but that on the cross slide had one at each end - an excellent system by which means a perfect sliding fit can be obtained, though one that needs care when adjusting if snapped-off ends are to be avoided. As part of the regular specification, it appears that dual inch/metric zeroing micrometer dials were fitted, these being given a pleasing, non-glare satin-chrome finish.
Of robust constriction, the No. 2 Morse taper tailstock could be set over for the turning of slight tapers and was fitted with a proper compression lock to the spindle. A useful addition was the provision of a large micrometer dial, this being combined with ruler engravings that have been found in inch, metric and dual inch/metric versions..
|
|