|
Home to a number of milling machine makers including Arno, Arno-Nomo, Azeta, Bandini, CST, Ferrari, Maserati Rambaudi, Riva, Rossi, and Valle Olona, the Simplon brand was manufactured by Gemmo, Costruzione macchine Utensill, based at 35100 Padova, Viale dell'Industria 34, Italy. A wide range of models was offered including conventional and production versions of horizontal, vertical, ram-head and combined ram-head horizontal and vertical models.
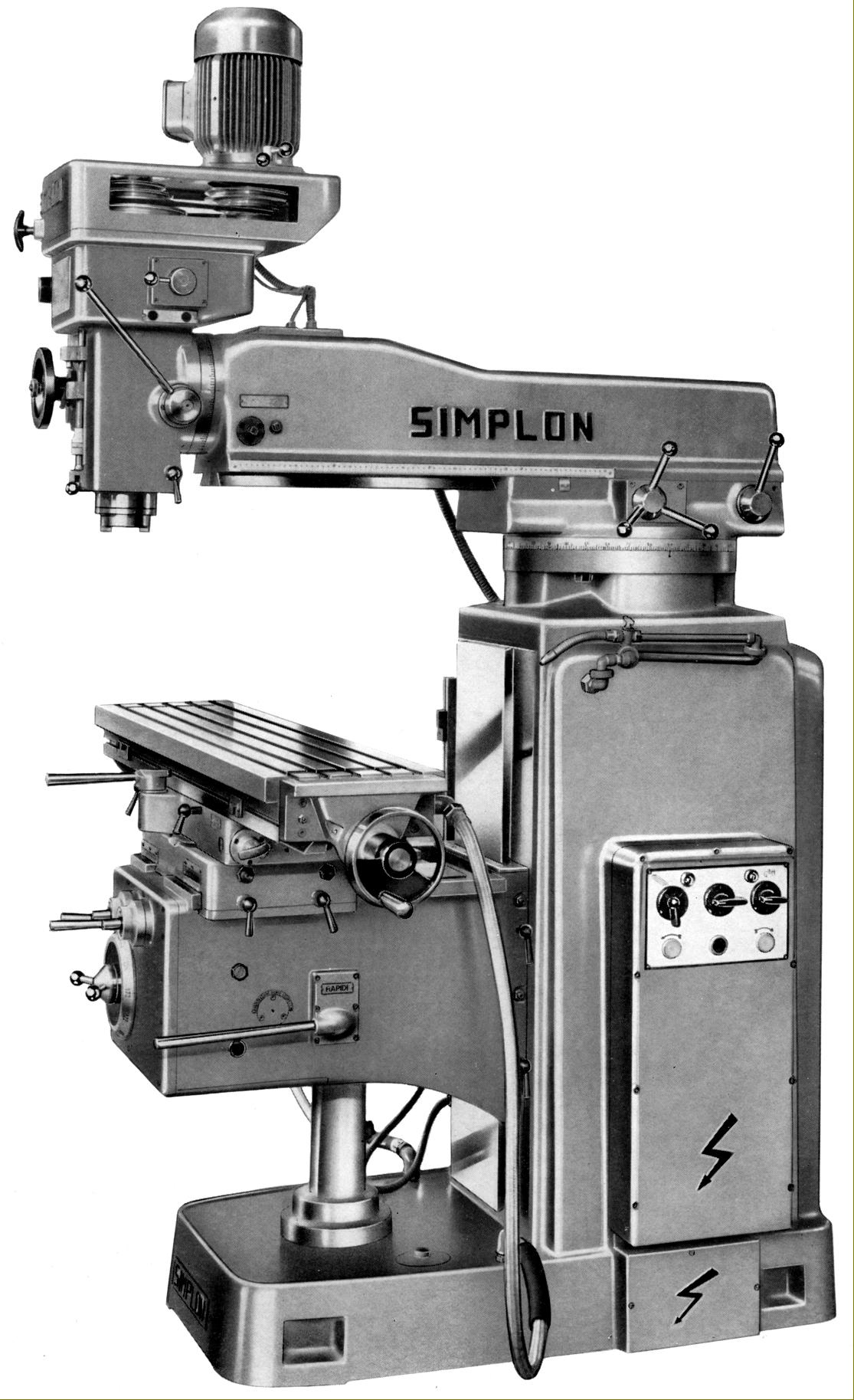
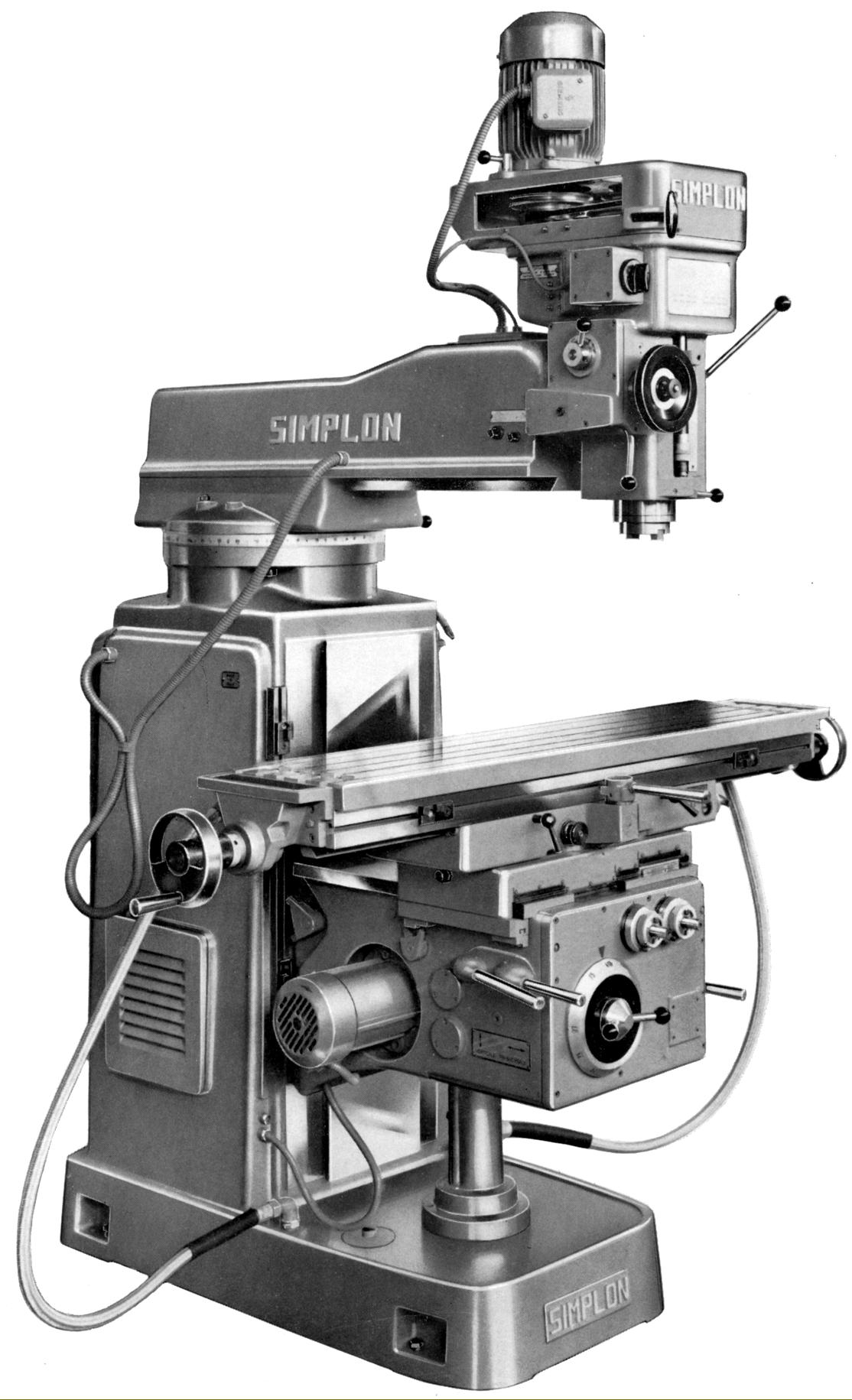
Popular from the 1960s onwards were the Bridgeport-like 2VA and 2URT, both developments of the Company's well-established and popular Types 2U, 3U and 4U.
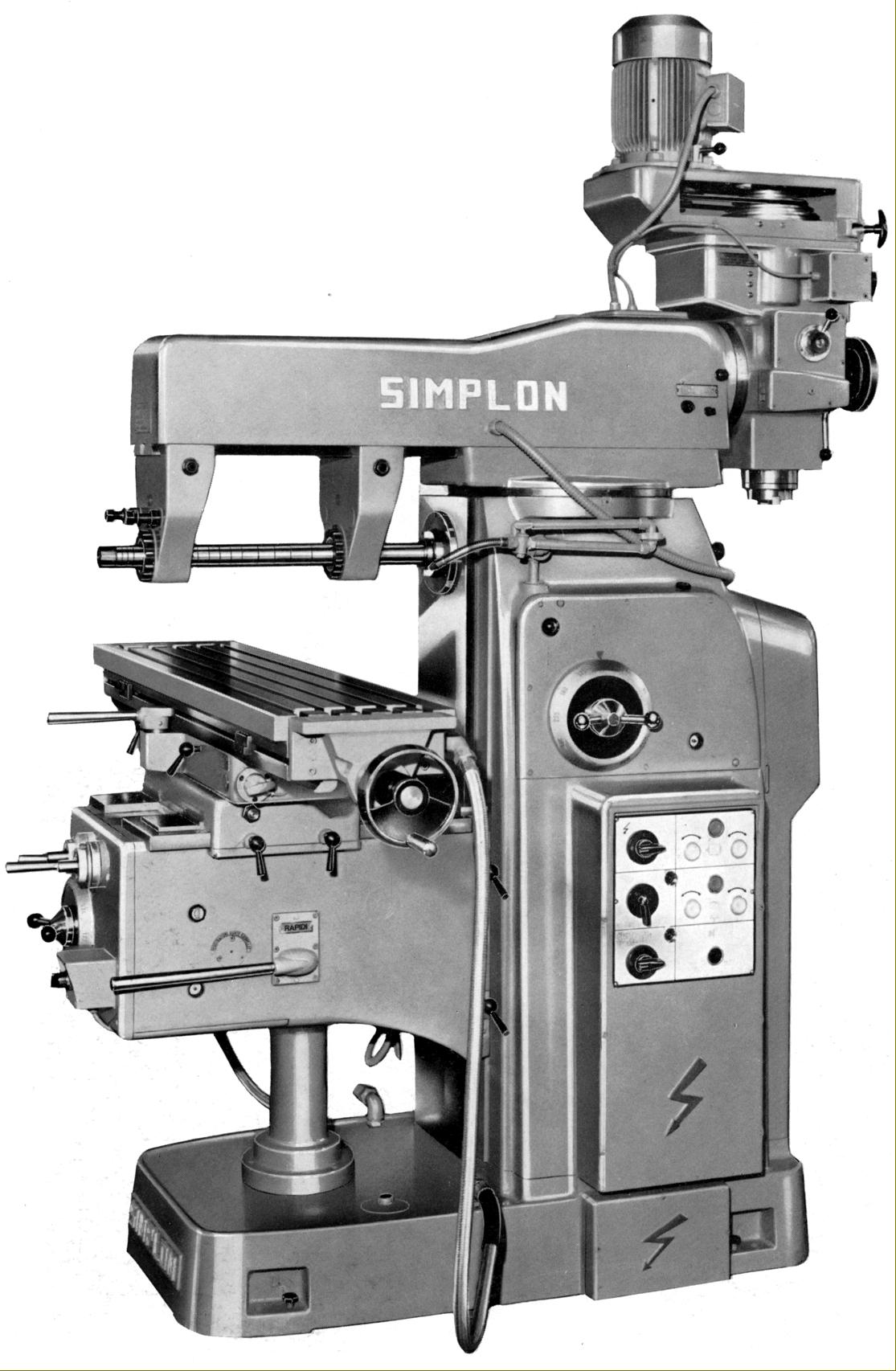
Cast in a Meehanite iron, the fine grain structure of which promised superior strength, minimum friction on the slides and resistance to wear, the main column of the ram-head 2VA was ribbed internally to improve rigidity. Also in Meehanite, the knee was a one-piece casting designed to have as large a surface area as possible to support the saddle and so reduce vibration and flex. Plain, or able to be swivelled at 45° each side of central, the standard table measured 51.25" x 11.5" (1300 mm x 290 mm) and was machined with three 5/8" T-slots on 2" spacing (16 mm x 50 mm). Manual and auto-knock-off power feeds were fitted to all three axes with travels by hand at 26.25" longitudinally (667 mm), in traverse 11" (280 mm) and vertically 20.5" (520 mm). Under power, using a 1 h.p. motor flange-mounted against the knee's left-hand face, travels were slightly reduced being, respectively, 35.5" (901 mm), 10.25" (260 mm) and 19.25(490 mm)". Hand feeds were by full-circle handwheels fitted at each end of the table and, for traverse and vertical movements, a pair of sockets were provided on the front of the knee that took a detachable crank handle. Selected by a single dial-type, direct-reading control on the front face of the knee, 12 rates of feed were available spanning 1/2" to 17.75" (12 to 450 mm) per minute for the long and across movements and vertically at half that speed. Rapids, working through a multi-disc clutch and controlled by a long lever pivoting from the knee's right-hand face, were set at 98.5" (2500 mm) per minute for longitudinal and cross feeds but, for safety and finer control at 49.25" (1250 mm) per minute vertically. All gears in the power-feed drive system were in a heat-treated, case-hardened, nickel-chrome steel and lubricated by an oil bath.
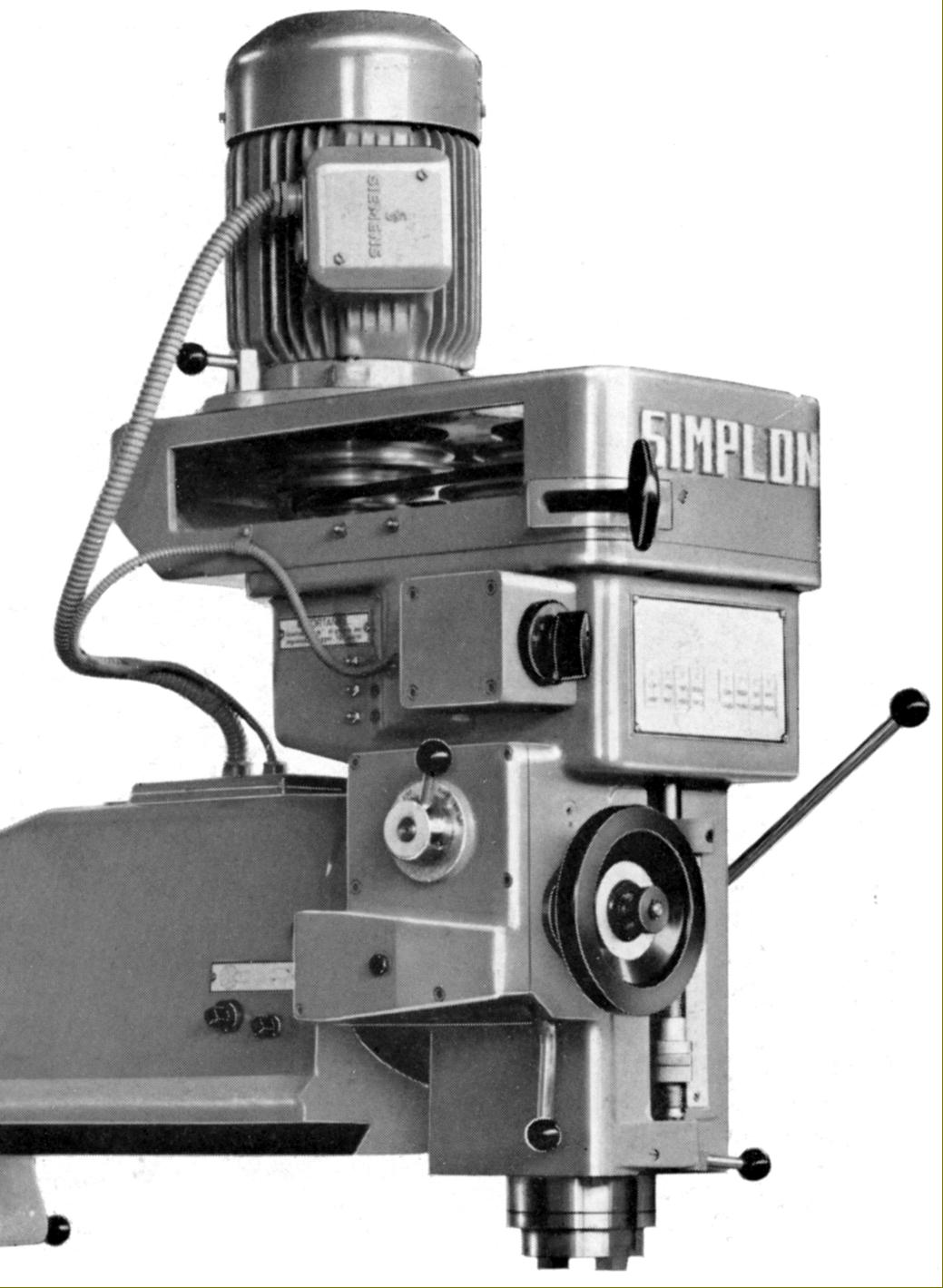
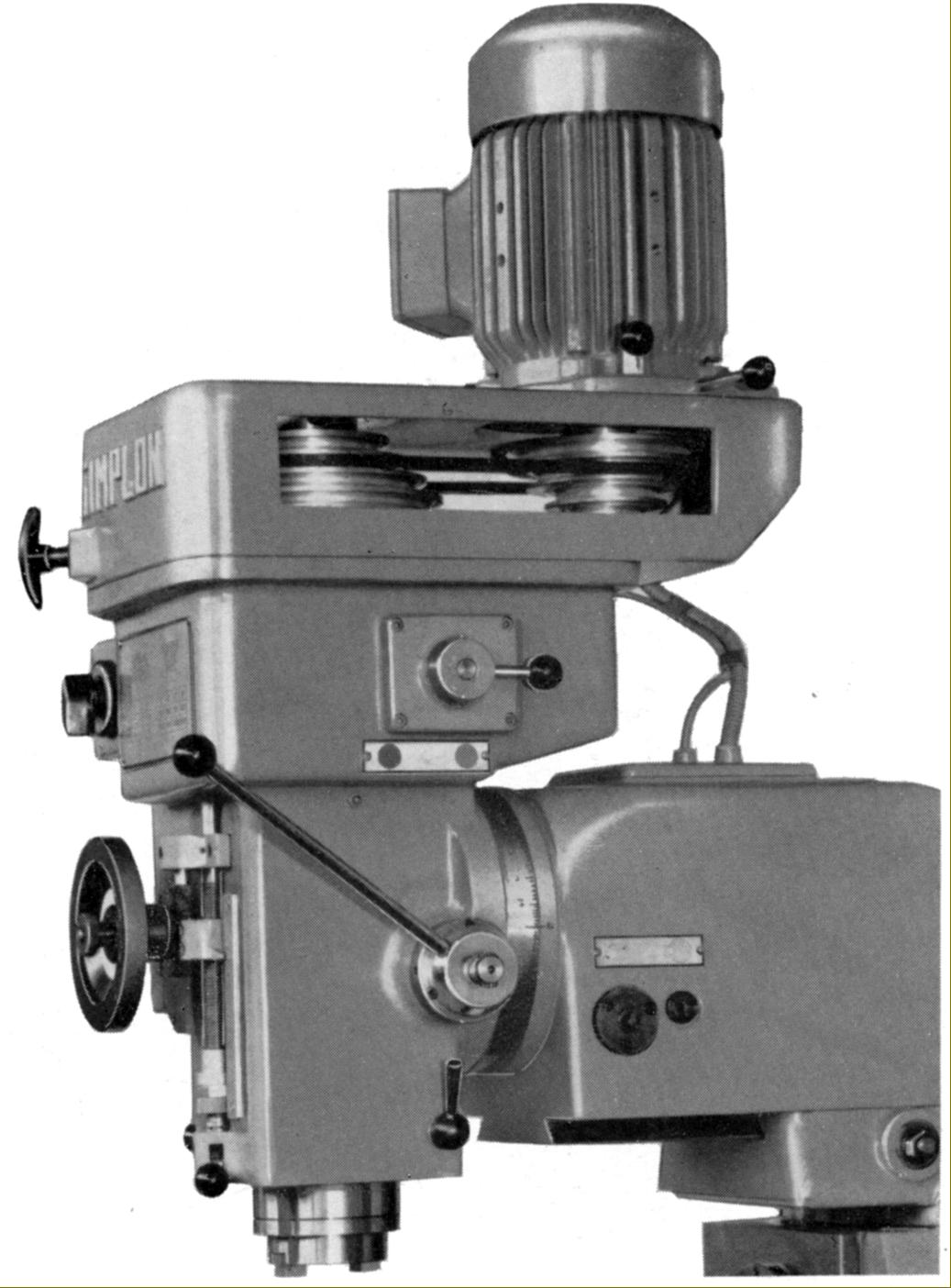
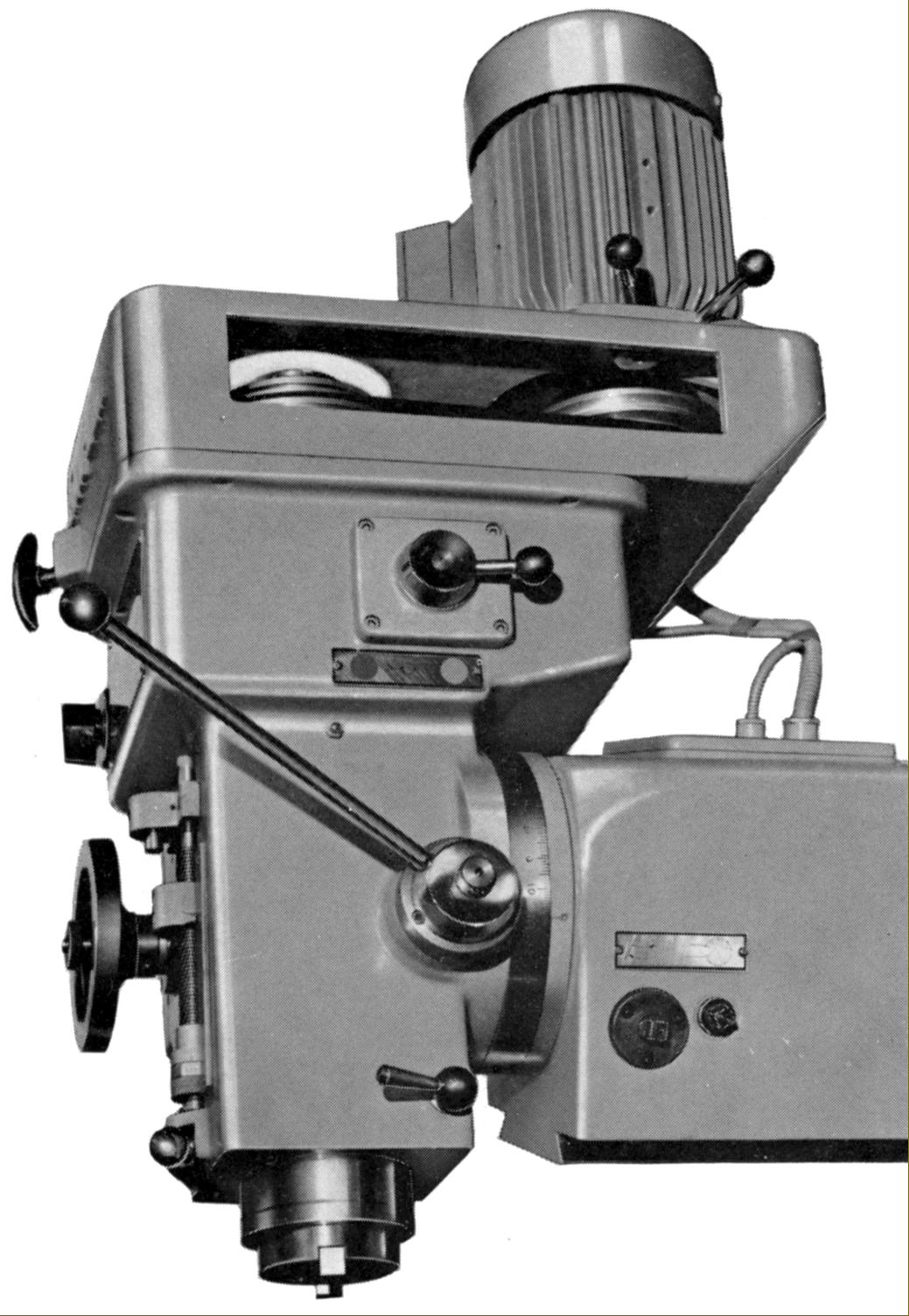
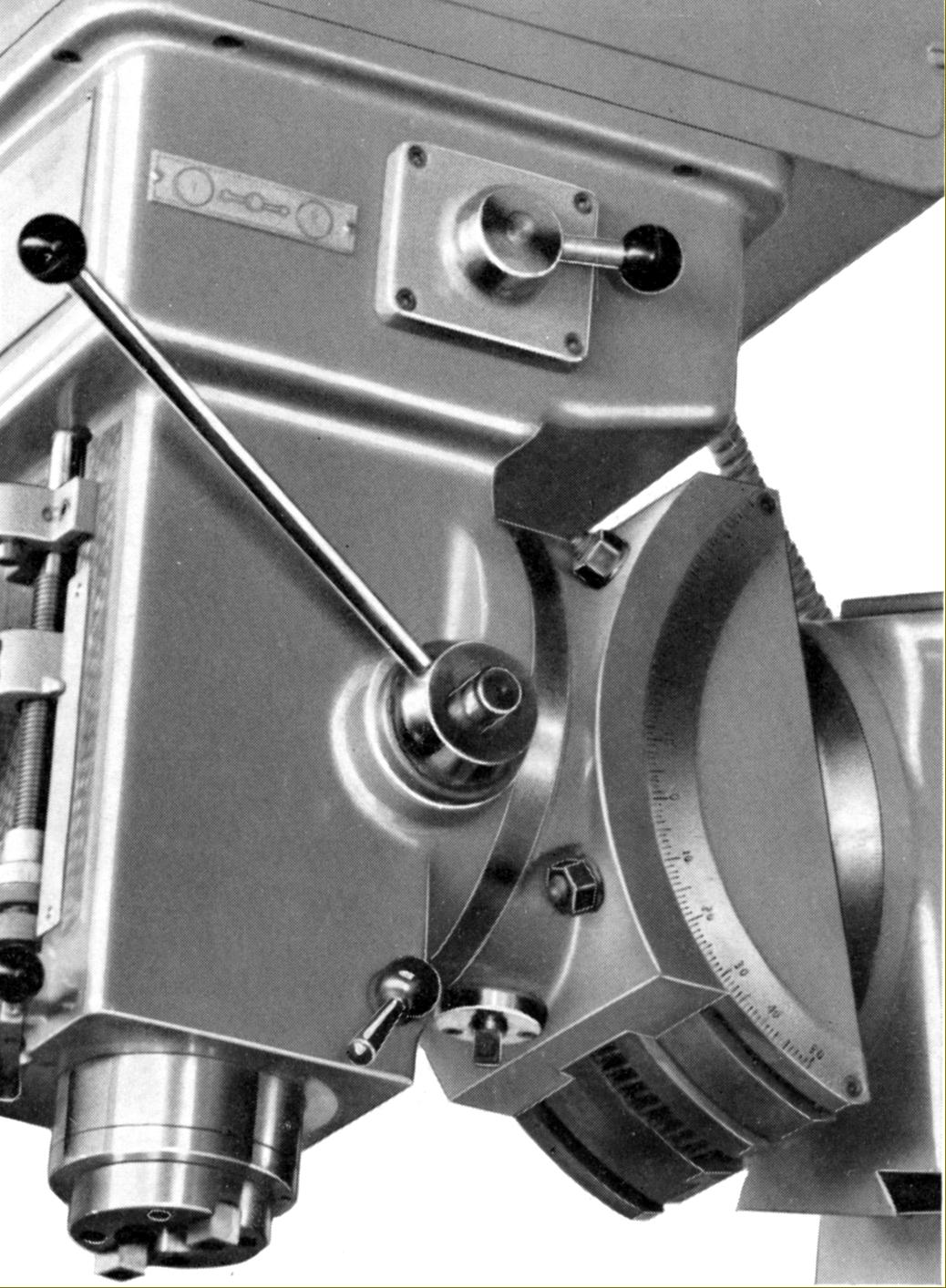
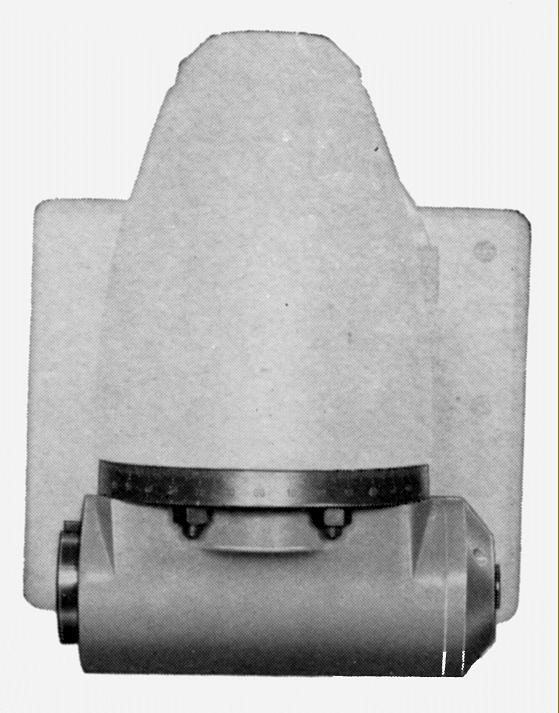
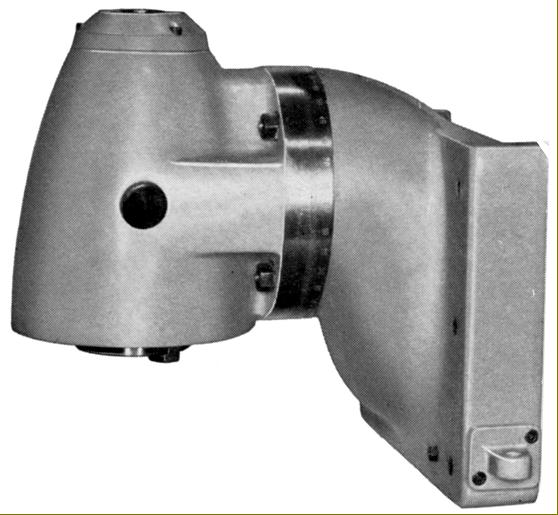
Arranged to be moved forwards and backwards by a small capstan handle, the ram carried a vertical head that could be tilted 90° each side of upright. Made from a nickel-chrome, case-hardened and heat-treated steel, spindle was 4.33-inches in diameter and belt driven by a 4-step pulley from a vertical, flange-mounted 2-speed 2.7/3.3 h.p. motor. 16 spindle speeds from 67 to 3500 r.p.m. were available, the faster set of 8 through direct belt drive and the slower set through a lathe-like backgear mechanism (though it would probably have been unwise to use the highest two or three in backgear when running at the higher of the two motor speeds). Carried in what the makers described as preloaded oblique ball bearings, the spindle had a INT 40 nose and was contained within a quill made from a hardened and ground steel, fitted with an integral, spiral-tooth rack and running a honed bore.
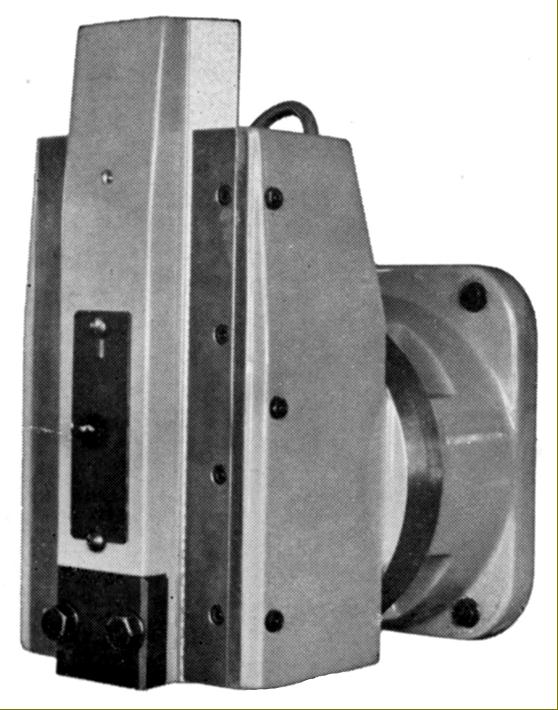
In addition to the sideways swivel the makers offered the option of a heavily-built clevis arrangement that gave the ability to "nod" the head forwards and backwards through a range of ± 30°.
Both a rapid-action, lever-operated feed for drilling was provided together with a fine-feed by either a handwheel, working through worm and wheel gearings, or under power, the latter providing 3 rates of feed: 0.0013", 0.0027" and 0. 0055" per revolution of the spindle (0.035 mm, 0.07 mm and 0.14 mm). A screw-adjusted automatic-release depth stop was fitted to the front of the head and could release the drive to within an accuracy of 0.001". Power downfeed was protected by an over-run clutch designed to release before any damage could be done to the drive gears,
Supplied as part standard equipment with each new 2VA and 2URT were the following: full electrical installation in a ready-to-run state, coolant equipment, one crank lever to share between the horizontal and vertical-feed sockets, a set of spanners and an instruction manual..
|
|