|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||
|
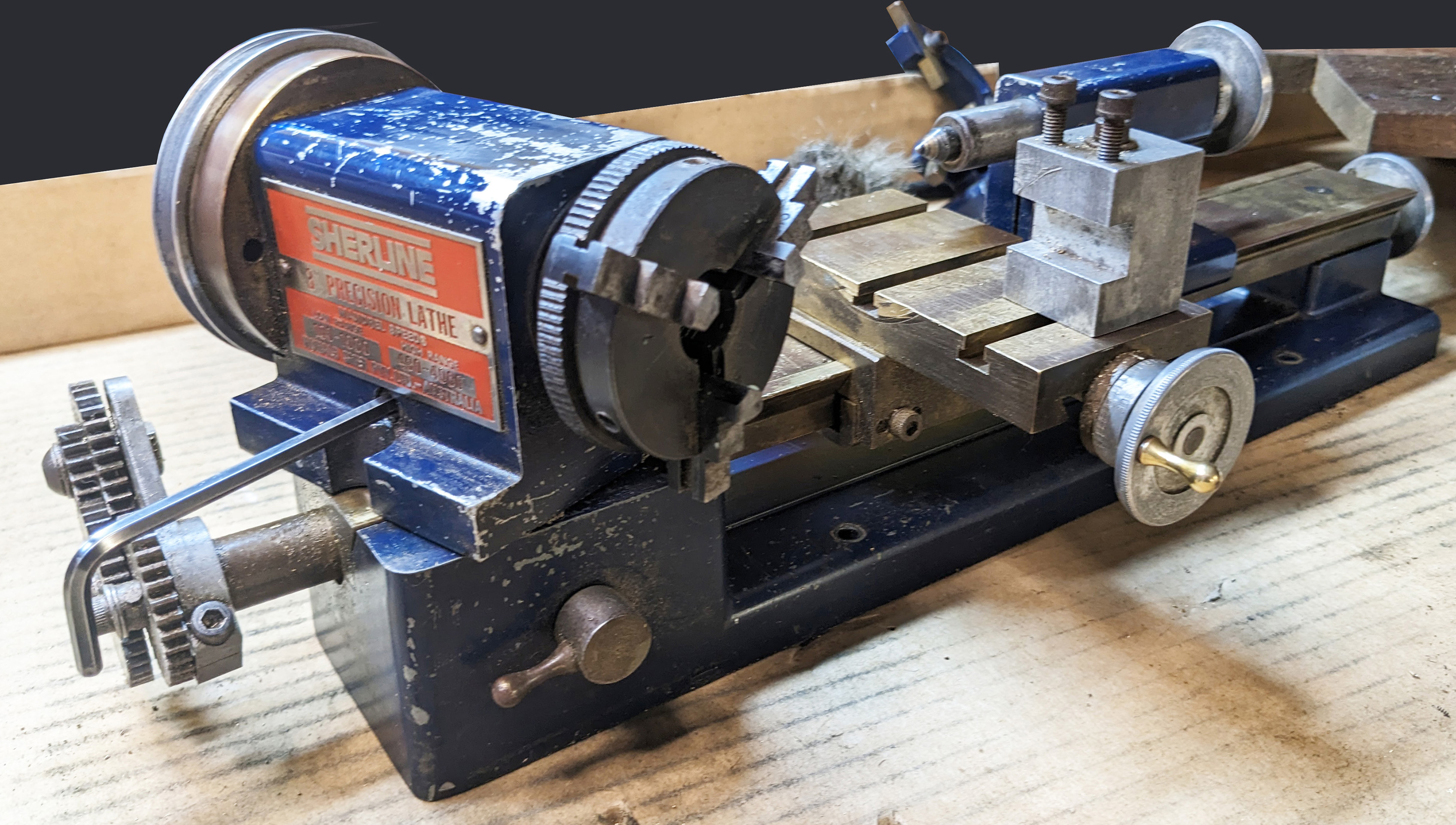
Conceived by Harold Clisby in Australia during 1970, and first manufactured in that country by Ron Sher, by 1972 the rights had been passed to the American Sheerline Company (interesting details about the design and development of the lathe and commercial underpinning firm can be found here: http://sherline.com/about/sherline-history An early example of what was called at first the Sherline 3-inch Precision Lathe can be found towards the bottom of the page. |
|
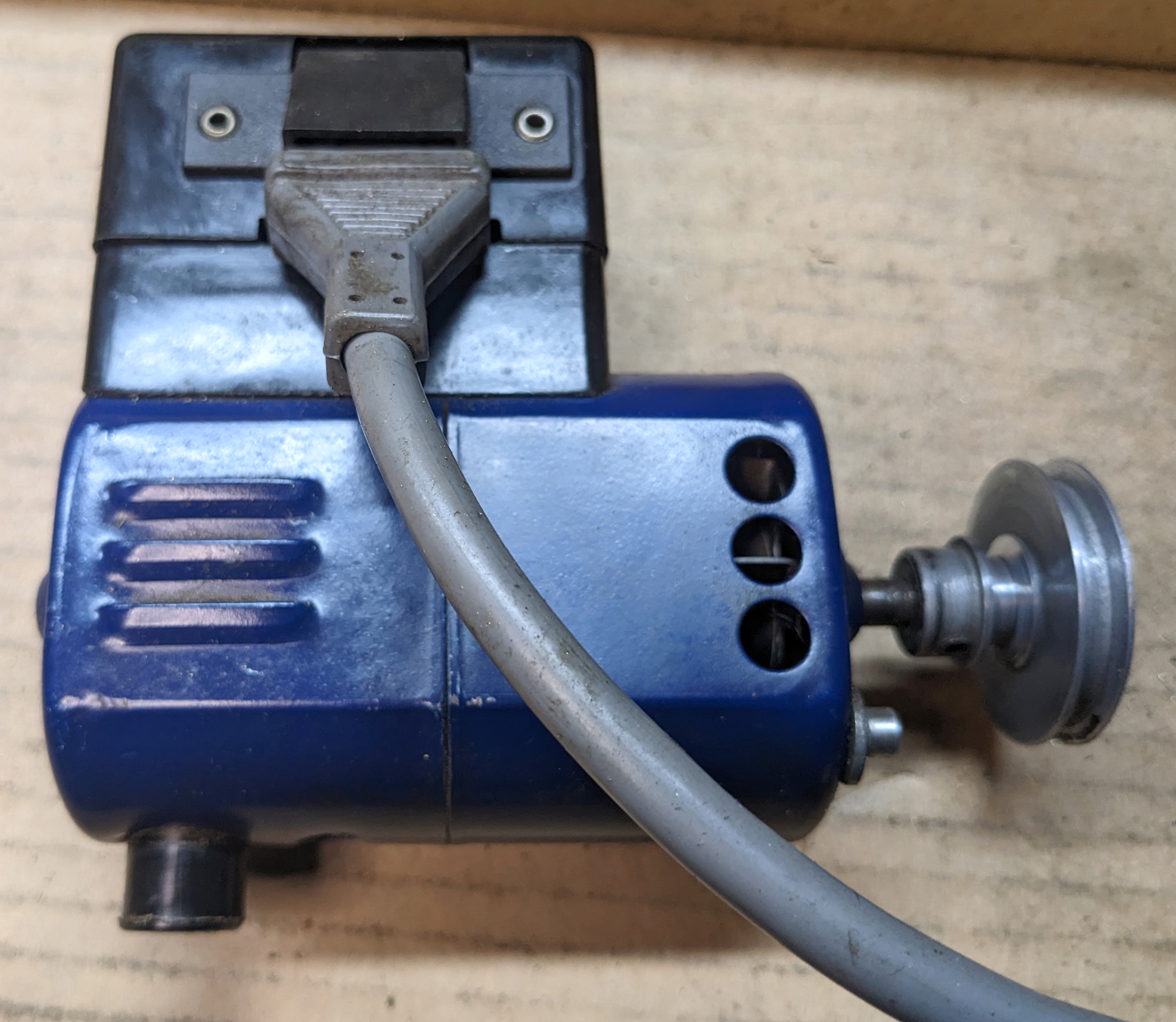
Offered in several forms, the basic Sherline lathe, the Model 4000 (or 4100 with metric graduations), is supplied as standard with a motor and speed controller, faceplate, drive dog for between-centres work, two centres (No. 0 Morse for the tailstock) a single cutting tool for the tool post and a simple cross slide - although a swivelling top slide (compound) is now available as an accessory. A ring-scroll three jaw chuck would be first on anyone's options list and, at around £80, this unit has found favour with owners of older miniature machine tools, where the non-availability of reasonably-priced self-centring chucks has been a problem for many years. |
|
|
||
|
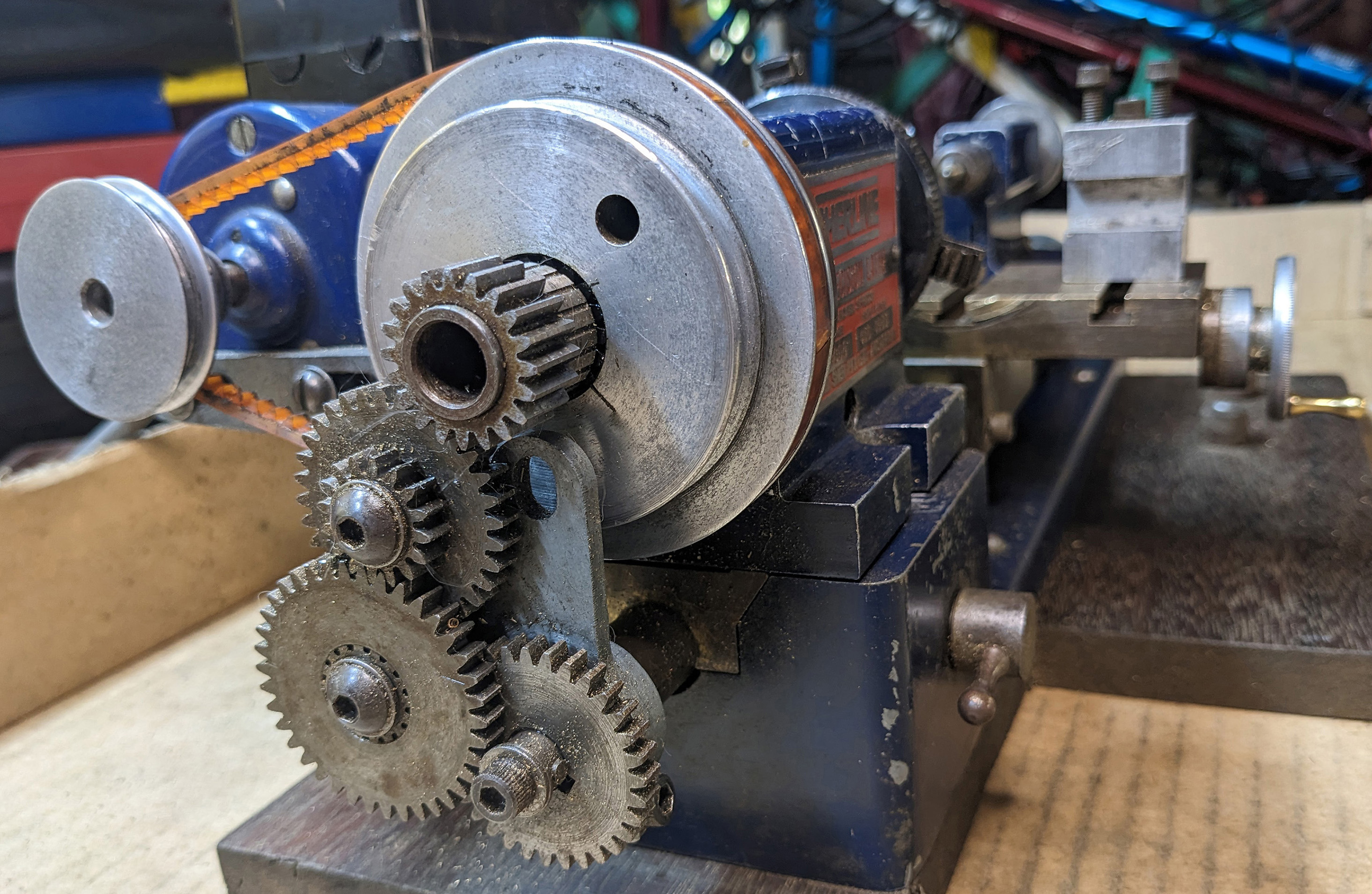
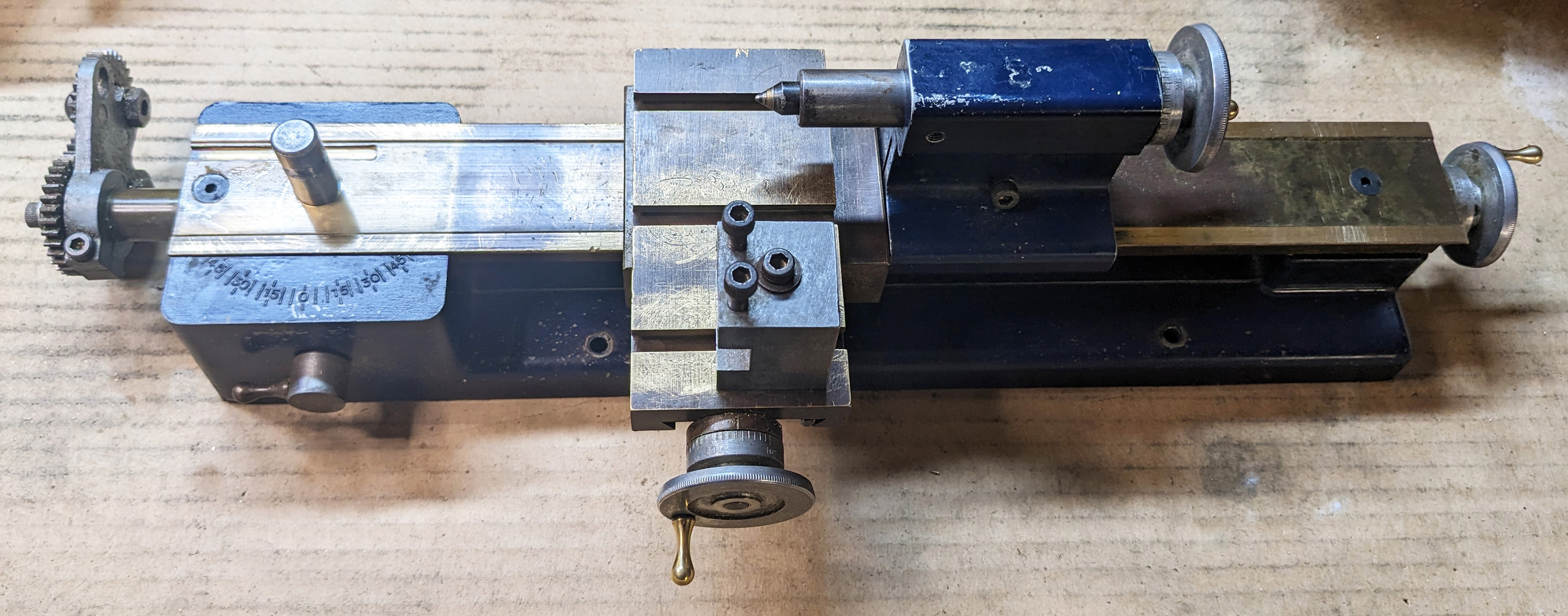
One of the more unusual accessories for the Sherline in the Screwcutting Attachment. The lowest speed on the lathe being too fast for generating threads, this simple but effective substitute has been designed to overcome the problem. In order to use it the motor is removed and replaced by a large handwheel and, whilst it would be difficult to manufacture a thread of any length in hard steel, for occasional use on brass or aluminium it appears to be a very satisfactory arrangement. |
||
|
|
||

|
|
||




|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||
