 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
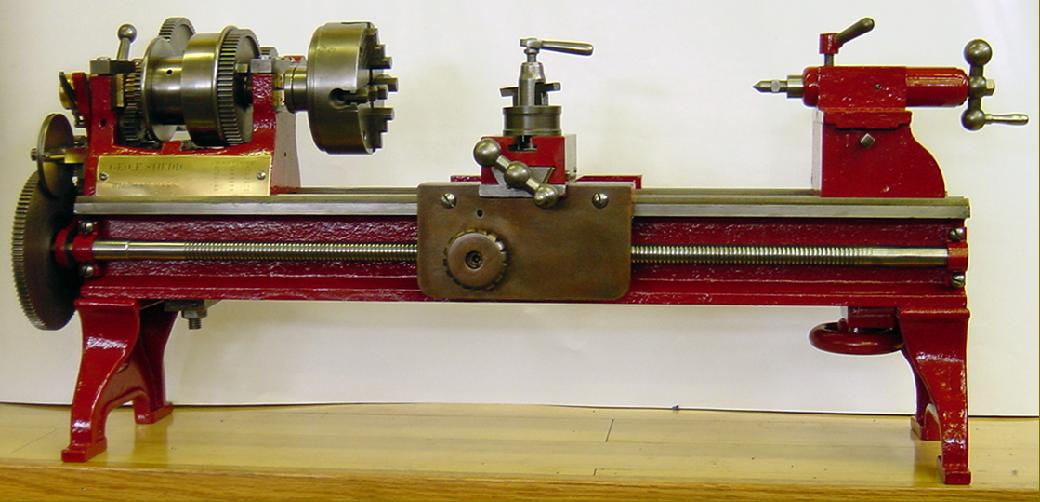
During the late 1800s and early 1900s America saw a great increase in the number of firms manufacturing machine tools. Many, like the subject of this article, are now entirely forgotten and concentrated their efforts on the most competitive section of the market - one aimed at providing a small yet versatile lathe equally suited to supporting larger lathes in a professional workshop, or in the hands of a wealthier amateur. These lighter machines naturally reflected contemporary design and production processes and the little Shedd, circa 1880, was no exception for, even though intended for bench mounting, it is possible to identify in its construction many principles used in the building of larger models. Shedd were based in Waltham, once a famous centre for the mass-production of watches and home to several makers of very high-class machine tools amongst which the better known were the Waltham Machine Works, Stark, the American Watch Tool Company, B.C. Ames, Wade and F.W.Derbyshire - who all specialised in precision bench and watchmakers' lathes - the Nichols milling machine company and Rhodes (as part of B.C.Ames) who produced an ingenious convertible shaper/slotter. However, despite this pedigree of origin, the 33/8" centre height by 13" between centres Shedd was not in the same class, but just a simple machine (though to a reasonable specification and with a decent standard of fit and finish) intended for commercial work and engineered so that it could be sold at a competitive price.
With the help of only basic machine tools (in common with all except the largest makers of the time) and much hand fitting, the company would have been limited in their manufacturing ambitions: the bed was machined on a planer (and probably not finished by scraping) and the changewheels, with what appears to be an Acme-profile of 14.5º per side, show signs of being generated on a shaper. A close examination of turned surfaces shows a roughness that hints at slow speeds or poor tooling - though critical bearing parts would have been lapped by hand to ensure a reasonable life. Further clues to production processes lie in the fact that just two pitches of screw fastener were used: 18 and 20 t.p.i . The 18 pitch threads were all roll-formed, in five different sizes (perhaps the firm only had only one roll-form die), and their tapped holes crudely formed. However, the 1/4" x 20 t.p.i. threads were clean and accurate and the fittings ordinary, off-the-shelf hardware. All set-screws were exactly the same size and length with only one appearing to have been modified - that used to guide the tailstock barrel keyway.
Continued below:
|
|
|
|
|
|
|
 |
|
|
|
|
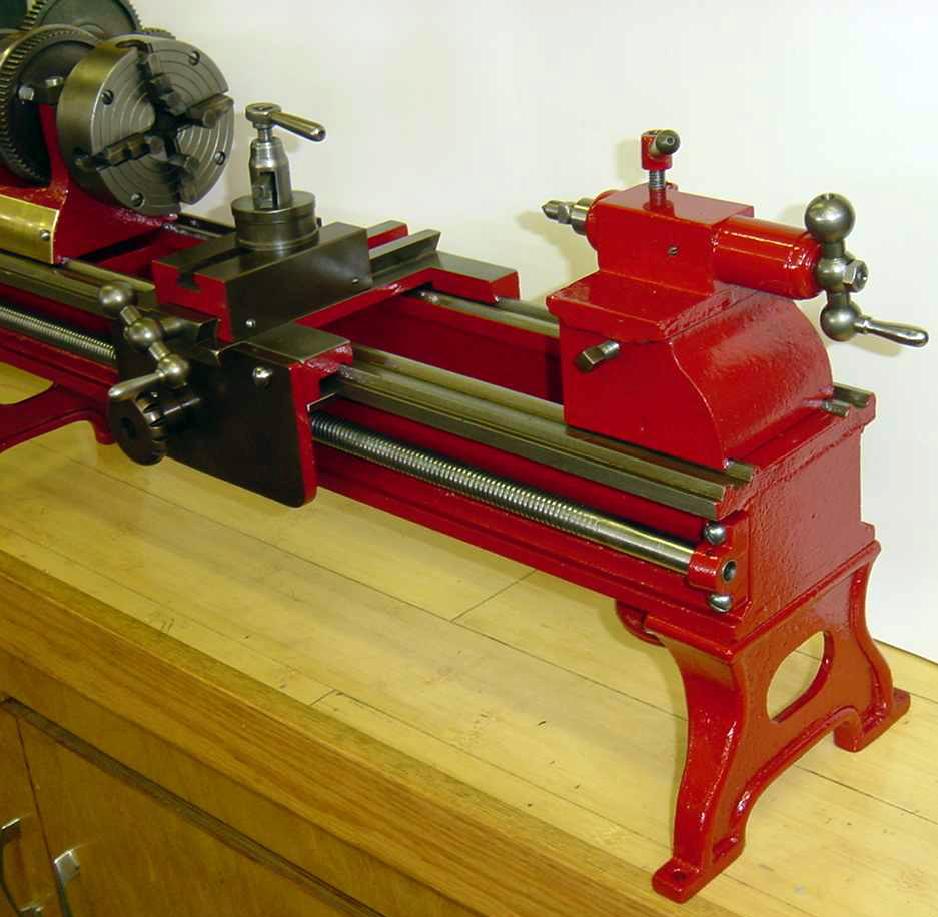
George Shedd lathe circa 1880 - restored by Dennis Turk
|
|
|
|
|
|
|
|
|
|
|
|
Continued:
With the sole exception of the rear spindle bearing the design of the headstock also reflected a simple but efficient manufacturing process that would have guaranteed reasonable accuracy with a minimum of trouble: deep rectangular slots, cut with a shaper, were made through the left and right-hand walls of the casting to form "boxes" into which were slotted simple upper and lower bronze bearing blocks. The blocks were made relatively easily by first ensuring that the sides and top were flat and parallel and then boring and splitting them; flanges on the end prevented endways movement with steel clamp plates, secured by (the then ubiquitous) single-slot machine screws, holding them in place. Some makers, once the bearings were assembled in the headstock and the latter mounted on the lathe, went to the trouble of line reaming them, but this was an expensive process and many relied instead upon filing and fettling other means to get everything running true - the lathe shown having clear evidence that the rear bearing halves was originally set too tightly and adjusted by solder being flowed onto their mating surface. The fit of the front bearing into its socket was also improved by the same method. Besides the ease of production and the need for only simple machinery and hand work one further advantage of this early design was that, as wear took place in the bottom bearing sections and the centres dropped out of line, packing pieces (paper was recommended) could be used to get them in line again. While the front bearing might have been entirely conventional the construction of the rear, together with its built-in end-thrust arrangement, was not. The bearing's lower half was made with a full thread on its outer end that carried a narrow screwed ring (with traditional twin knurls), a screw-on end cap and a tubular distance piece. All parts were made (expensively) in bronze and the end float of the spindle adjusted by screwing on the end cap until the distance piece came up against the end of the spindle with the setting locked by the knurled ring.
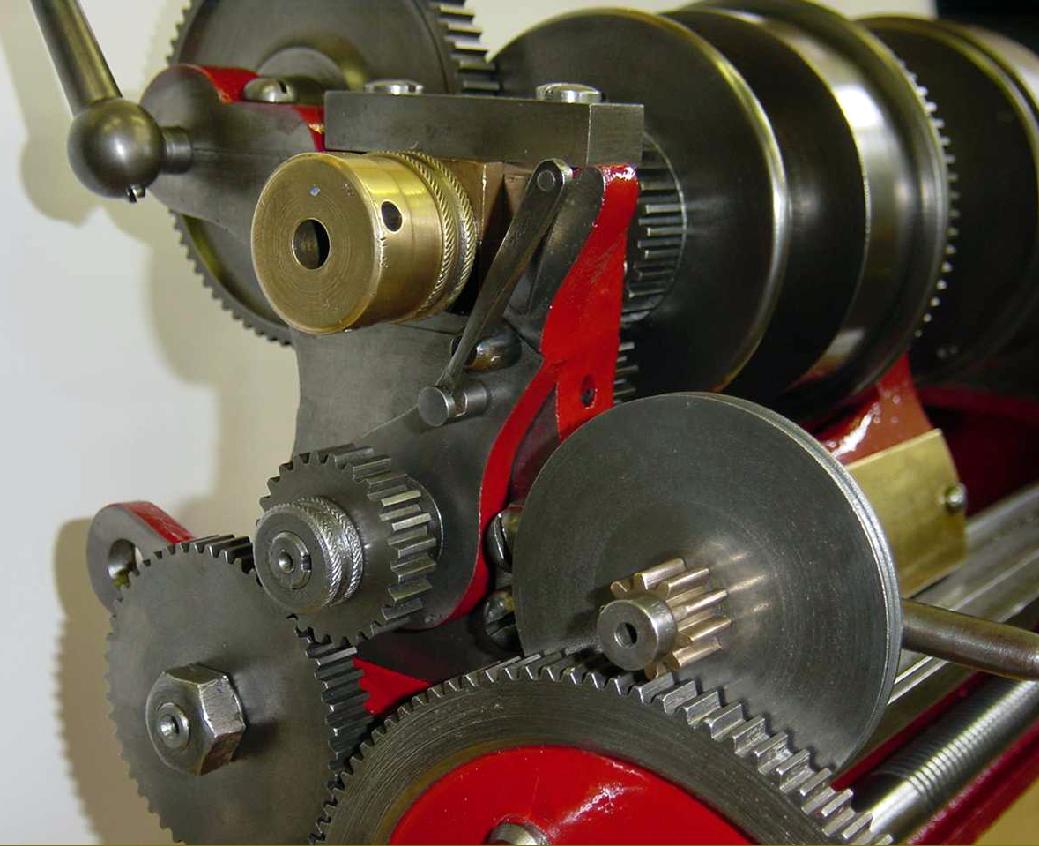
To hold the backgear assembly the headstock casting was formed with a pair of rearward pointing wings; however, instead of being bored though, the wings was planed level with the headstock top and half-bearings formed by separate top caps, each secured by a single machine screw - this was a common arrangement even on large lathes at the time and one that saved a difficult jigging up job to bore accurate holes. Following almost universal contemporary practice, the tumble-reverse gears (a contemporary name was yolk gears) were set on the inside (rather than outside) the headstock bearings and large-lathe design was further copied by the provision of a changewheel fitted with a round-rope belt pulley to provide an extra-fine carriage feed. To allow quick changes of feed direction the tumble-reverse lever carried a spring-loaded indexing pin - an unusual refinement when most cheaper lathes of the time made do with a simple nut and stud to lock the settings. A clue as to the antiquity of the lathe lies in the use of bronze bars for the tumble gears to run on, these being secured in the bracket by having their ends peened over.
Unfortunately the headstock spindle, although bored clear through 9/32" (a job possibly executed by a previous owner) lacked a taper in its nose and its drive pulley had only two wide steps - though this could have been a maker's option in place of a standard 3-step pulley and intended to make the lathe more suitable for heavier work.
The backgear was engaged by rotating an eccentric shaft with the depth of engagement limited by a stop pin that fitted inside the upper cap. The adjustment was evidently done by hand, with evidence of rough chiselling inside the cap to alter the setting. An interesting method was also used to secure the large spindle-mounted "bull wheel": the gear was given a wide and shallow keyway that tapered from front to back with the deeper part of the slot against the shoulder the gear seated against. A flat was filed on the spindle shaft and a tapered key hand fitted to it; when the gear was driven up to the shoulder the key tightened and locked it.
Sufficient changewheels were provided to give, in conjunction with the 8 t.p.i square-section thread leadscrew, just 7 pitches listed on the headstock-mounted chart as: 8, 12, 16, 18, 24, 32 and 48 t.p.i. The leadscrew was grasped by twin bronze nuts on the apron with hand-powered travel by a full-circle handwheel with a series of triangular notches cut around its periphery to give oily fingers a grip.
Only a single T-slotted cross slide was fitted, driven through its 2.5-inches of travel by a 5/16" left-hand 20 t.p.i. thread and topped by a single tool holder of the traditional "American" pattern. The thickness of the cross slide (together with the height of the toolpost base) suggests that an alternative slide, topped by a separate tool slide, probably appeared in the maker's list of extras. Like most machines of the time, no micrometer collar was fitted to the feed screw.
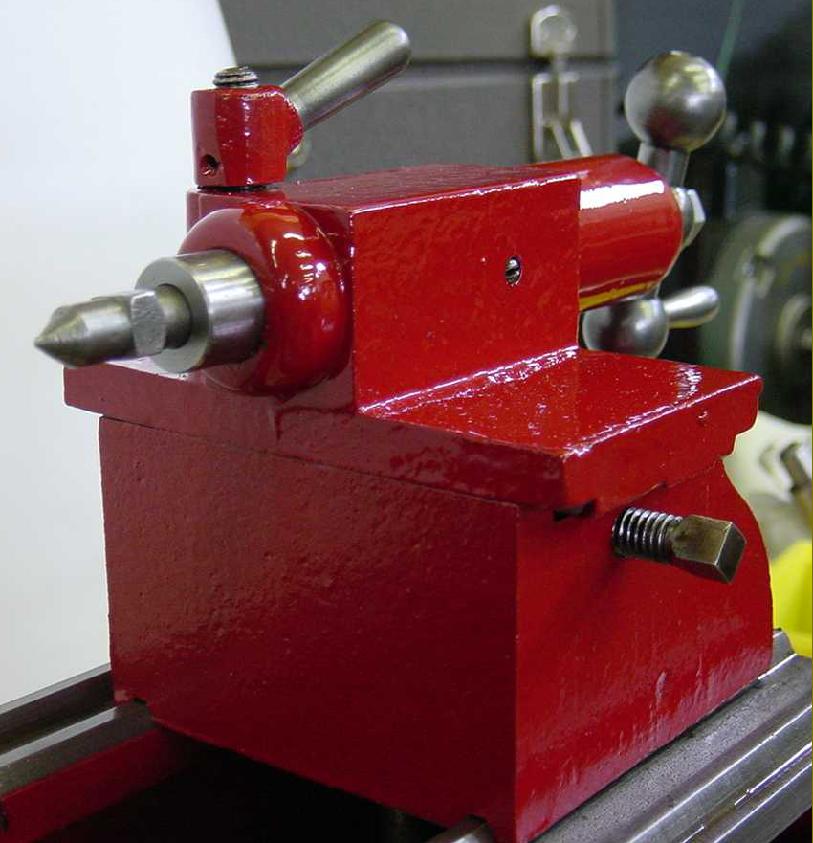
Absolutely typical of the time, the set-over tailstock was of the kind often described as "built up in the sand", a reference to the fact that a common top section could be fitted to several different thicknesses of base and employed on a range of machines..
If any reader has a Shedd lathe the writer would be interested to hear from you.
|
|
|
|
|
|
|
 |
|
|
|
 |
|
|
|
|
|
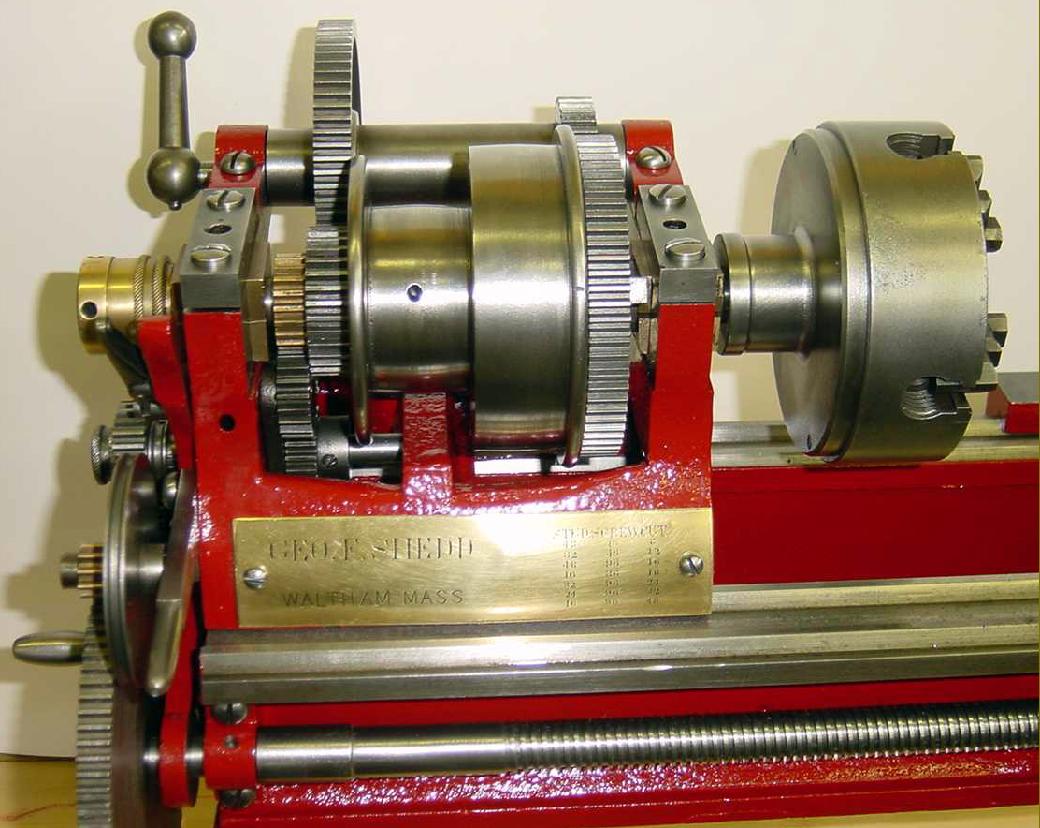
Following almost universal practice the tumble-reverse gears (a contemporary name was yolk gears) were set on the inside (rather than outside) the headstock bearings. The gear at the left-hand end of the spindle was in bronze, the others in cast iron.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
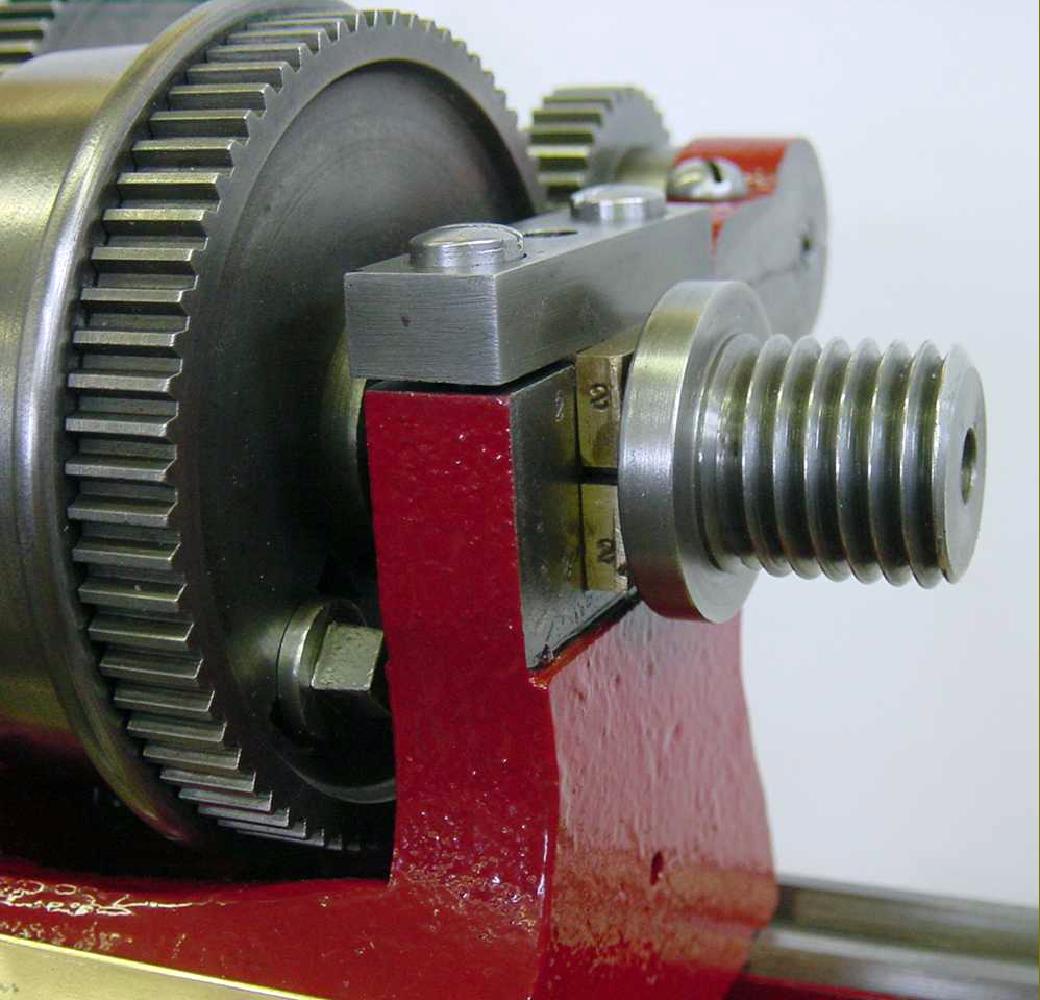
The headstock spindle thread ended in a plain abutment face. It was not until some decades later that, in order to provide better support, it became common to provide a plain register between the end of the thread and the flange face
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
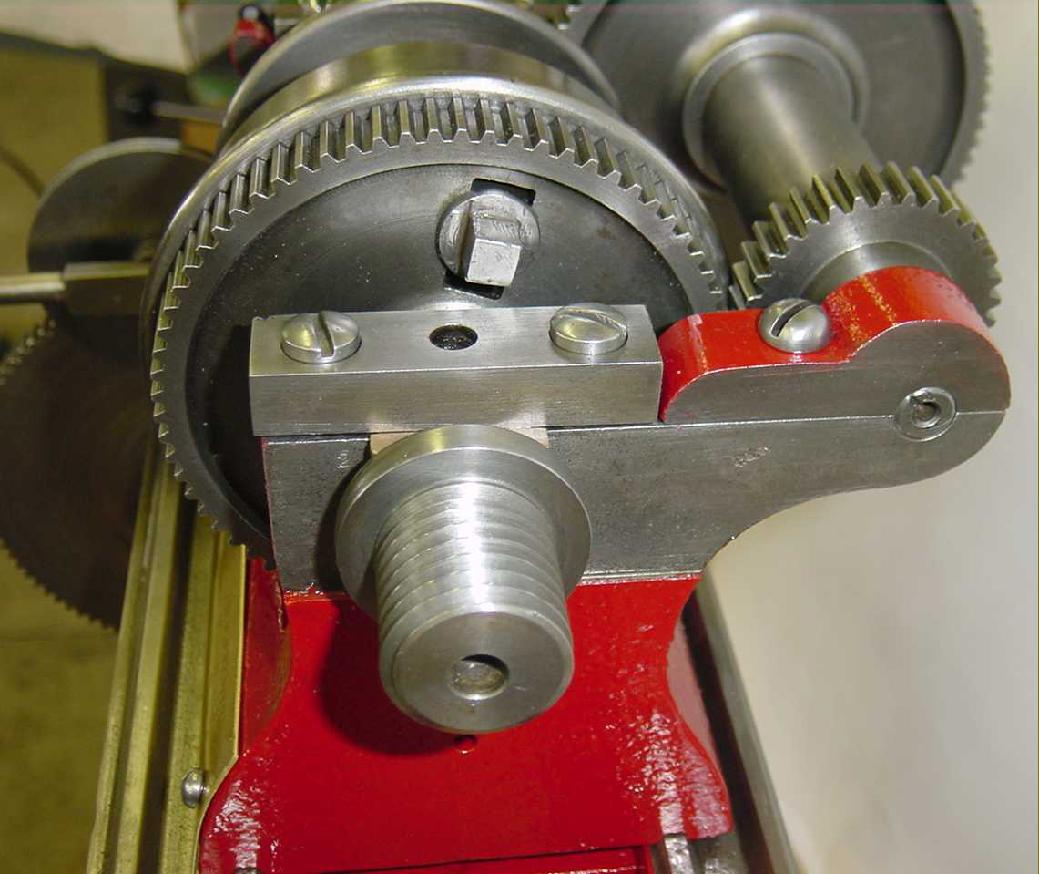
The backgear spindle ran in bearings formed by a split housing - a feature common to contemporary larger lathes. Although the headstock spindle was bored through (an unusual feature at the time) there is no nose taper. Note the simple square on the end of the bull-wheel locking pin and the use of single-slot machine screws to hold the headstock bearing caps.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
The backgear was engaged by rotating an eccentric shaft with the depth of engagement limited by a stop pin enclosed by the upper cap.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
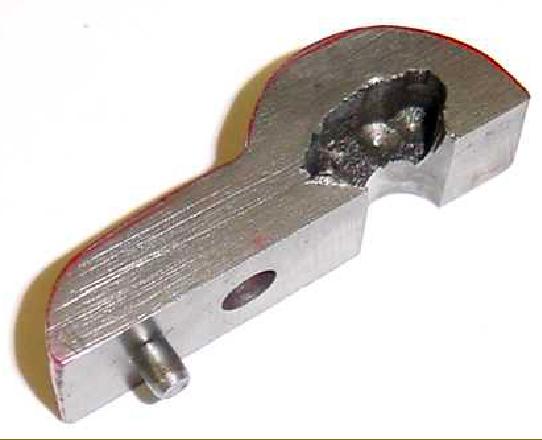
Evidence that the gear mesh was "hand adjusted" by chiselling away material on the inside of the upper cap to allow the stop pin to assume its correct position
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
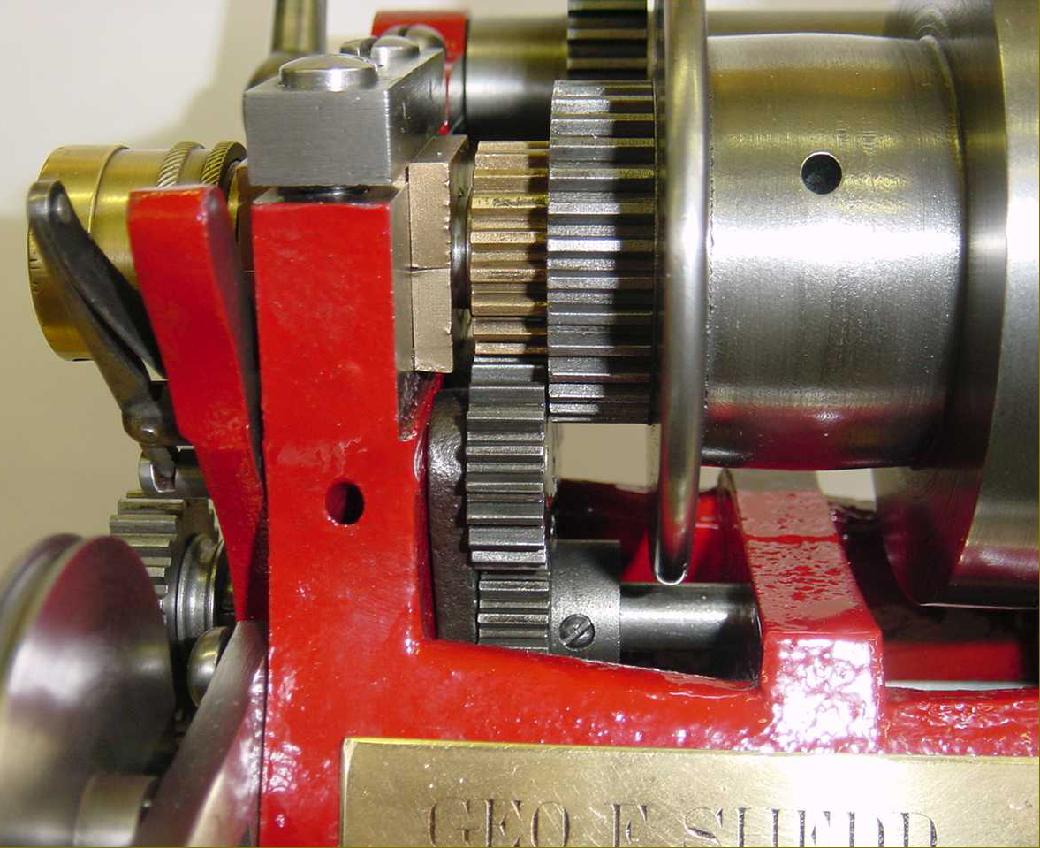
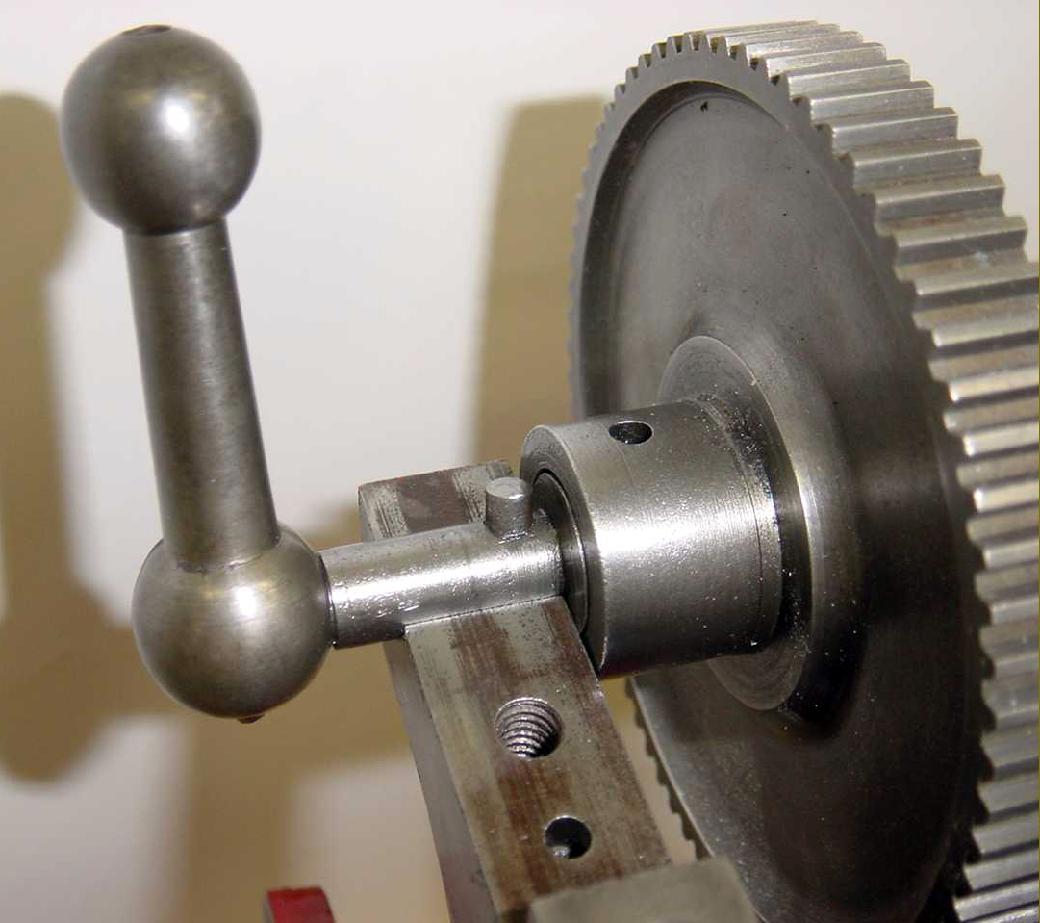
To allow quick changes of carriage feed direction the tumble-reverse lever carried a spring-loaded indexing pin - an unusual refinement when many cheaper lathes made do with a simple nut and stud to lock the settings. The changewheel with the attached round-belt pulley was used to provide an extra-fine feed to the carriage.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
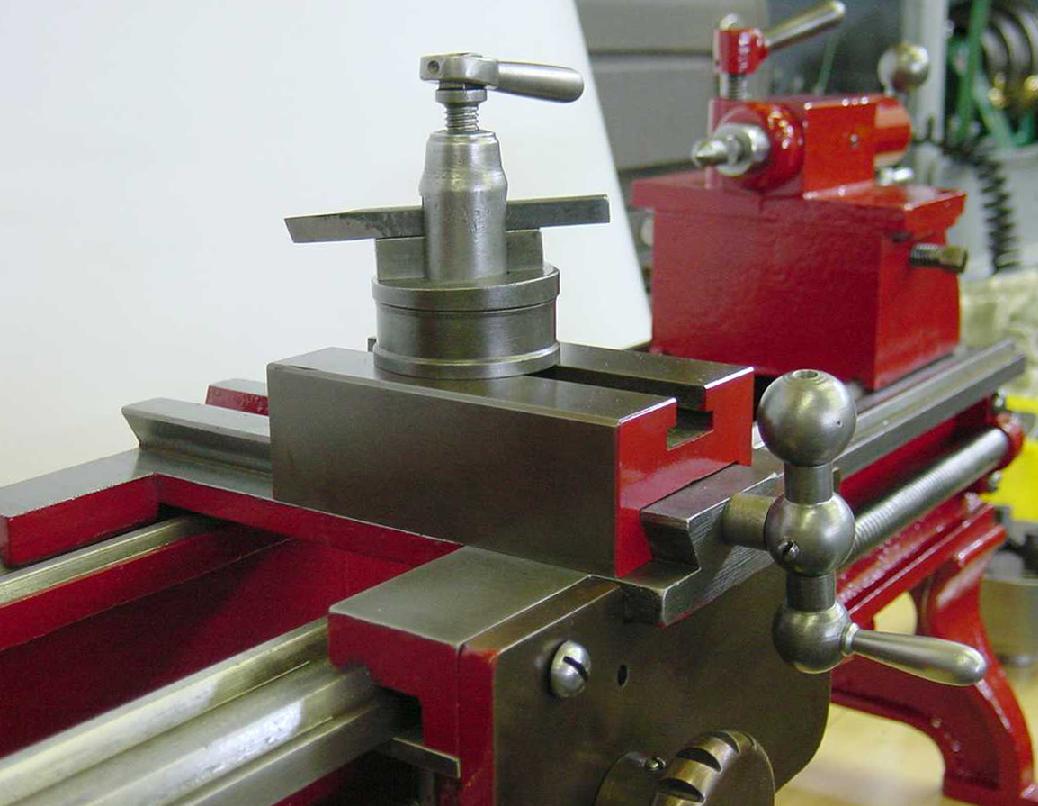
Instead of a cross and top slide assembly, only a single T-slotted cross slide was fitted, driven by a 5/16" left-hand 20 t.p.i. thread and topped by a single tool holder of the traditional "American" pattern - fitted with a very thick base in order to get the cutting tool up to height. Such an arrangement, with its spare capacity of height, hints at the possibility that a top slide might have been found amongst the options' list.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
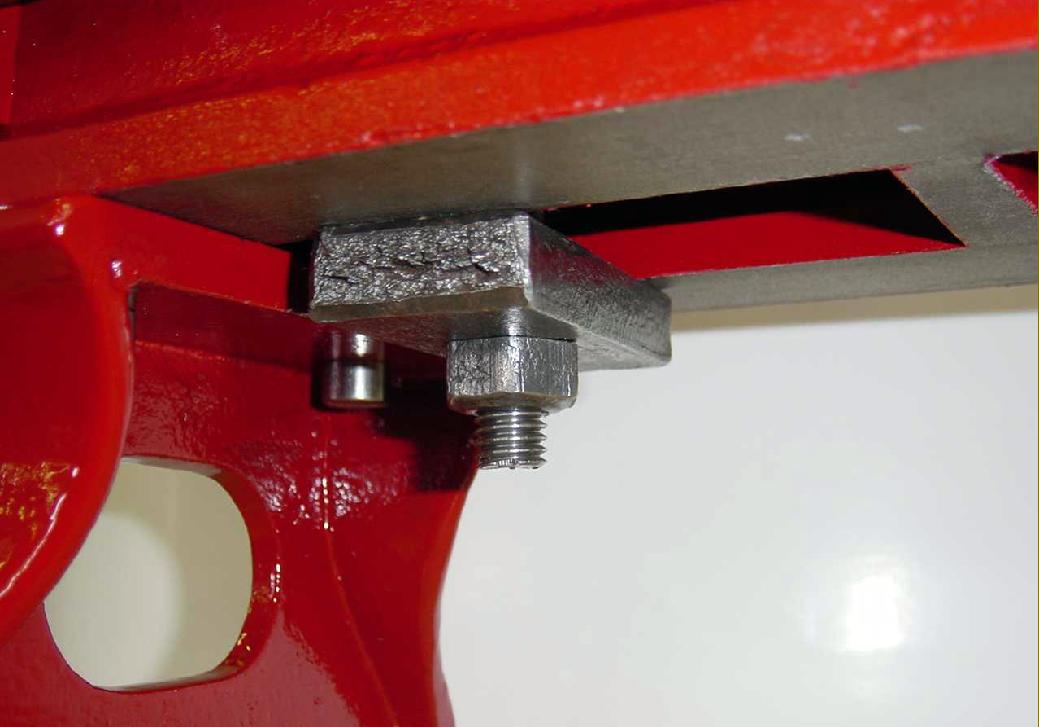
Saddle and tailstock each ran on their own pair of inverted V ways
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Absolutely typical of its time the set-over tailstock was being of the kind often described as being "built up in the sand", a reference to the fact that a common top section could be fitted to several different thicknesses of base and employed on a range of machines.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
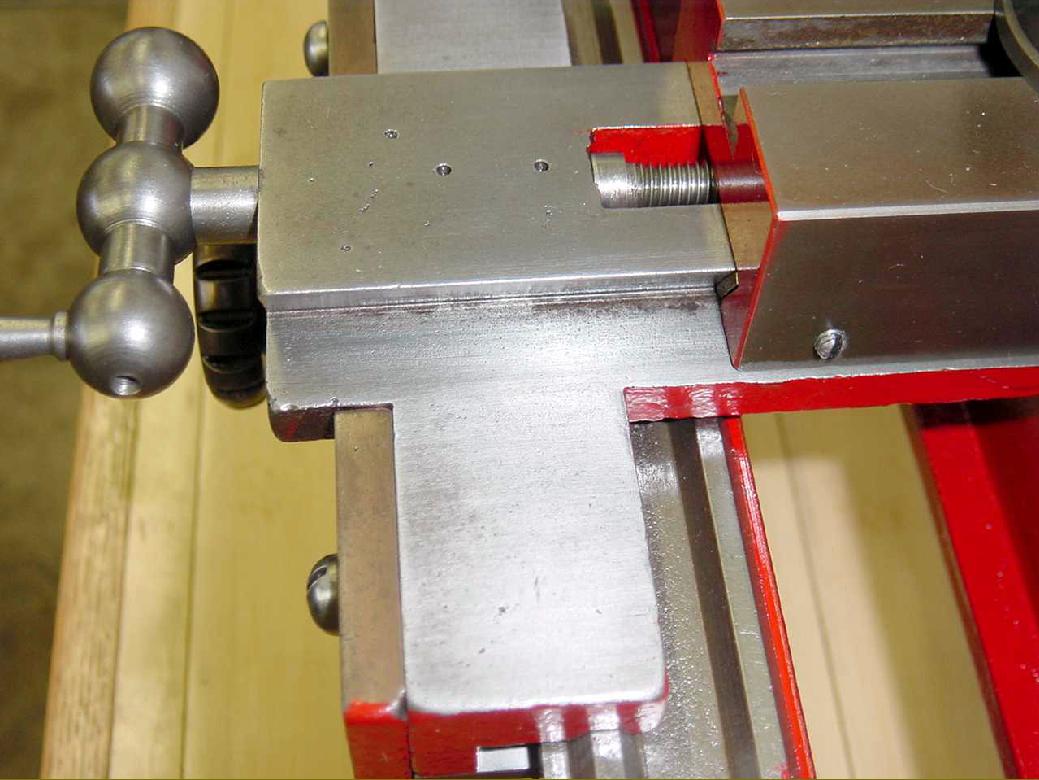
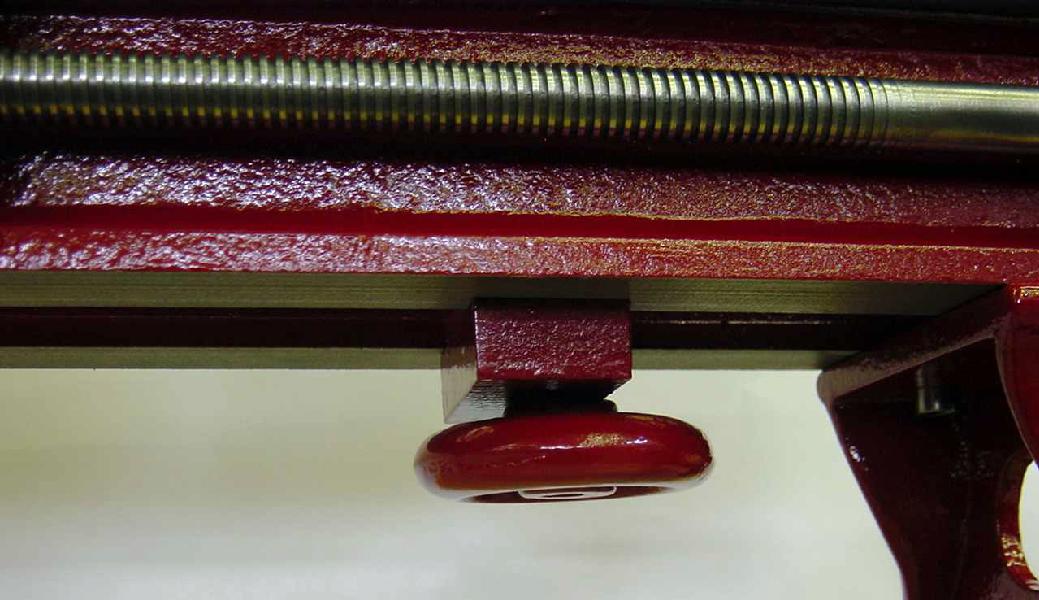
Tailstock clamp plate and handwheel nut
|
|
|
|
|
|
|
|
|
|
|
|
|
|