|
During the early 1970s, Mr. Roy Sharp, a keen model engineer, had started his own company, The Steam Shop, doing general engineering work - together with the manufacture of boilers and models. Based at 21 Victoria Road in Earby (Lancashire), he was joined, in the mid 1970s, by his son, Keith - when the firm was renamed Sharp and Son (The Steam Shop). As a gap had been spotted in the market for well-made but economically priced engineering tools and accessories, manufacture began of several small items including a Keats angle plate, 6" x 8" surface plate, slotting and milling attachment for the Myford Series 7 lathes and a 4-inch rotary table.
In 1978 it was decided to undertake the design and development of a decent universa horizontal and vertical milling machine that would sell at a reasonable price. Consequently, drawings were prepared, the necessary patterns and jigs made (in-house) and iron castings ordered from Slingers foundry in Colne and the ones in aluminium and bronze from Billy Binns in Blackburn.
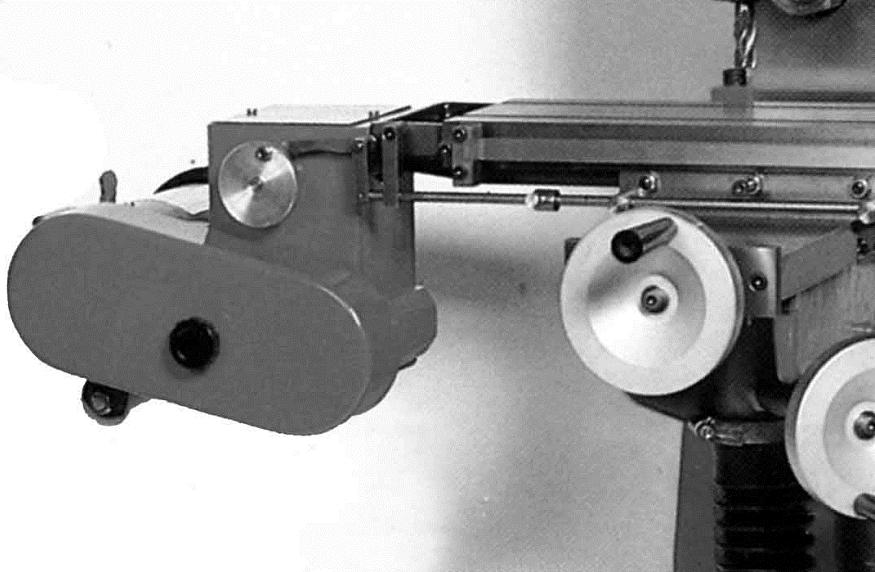
First advertised during 1979, the initial price was £675.00, including VAT - around half the price of anything of similar specification, quality or size - it also being offered as a part-machined kit for customers to complete at home. Extra items were soon added: a cabinet base in 1980, a table power-feed unit the next year and, in 1982, a slotting head.
In 1982 a move was made to better premises at 104/106 Green Road, in Colne - but by early 1984 Mr. Sharp's health had deteriorated and a decision was made to sell up. The rights to the products, jigs, and tools etc were bought by Mr. Len Nutter who started Hartley Engineering (Pendle) Ltd. With premises at Unit 20, Glenfield Park, Glenfield Road in Nelson. Unfortunately, not being an engineer, Mr. Nutter had to have the parts made out and just assembled the machines, a system that failed to realise sufficient profit. Consequently, in 1985, the rights to the miller were sold to Town Bent Engineering based in Barnes Street, Clayton-le Moors near Accrington. The rotary table patterns and designs were passed to A & D Barrowclough Ltd of Elm Street in Burnley.
Beautifully made, and of a clever design, the miller was scaled in capacity and mass to appeal to model and experimental engineers. Just a single basic model was made but marketed in two versions: one as a simple vertical and the other as a ''universal'' - with both horizontal and vertical attachments (and later the useful slotting head). However, the company would no doubt have sold just a horizontal model if asked - and this could then have been transformed into a vertical when funds allowed.
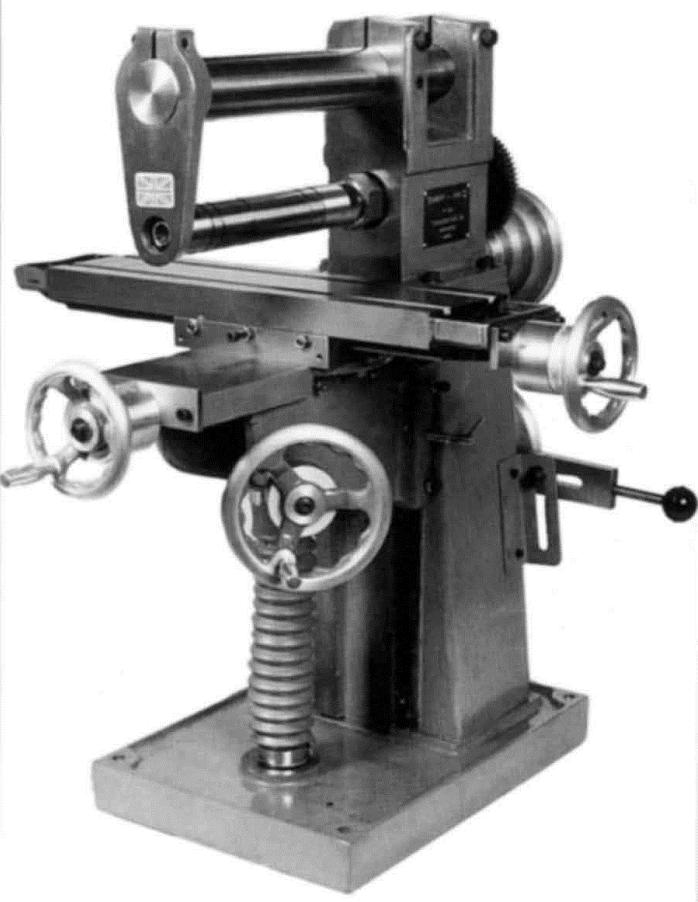
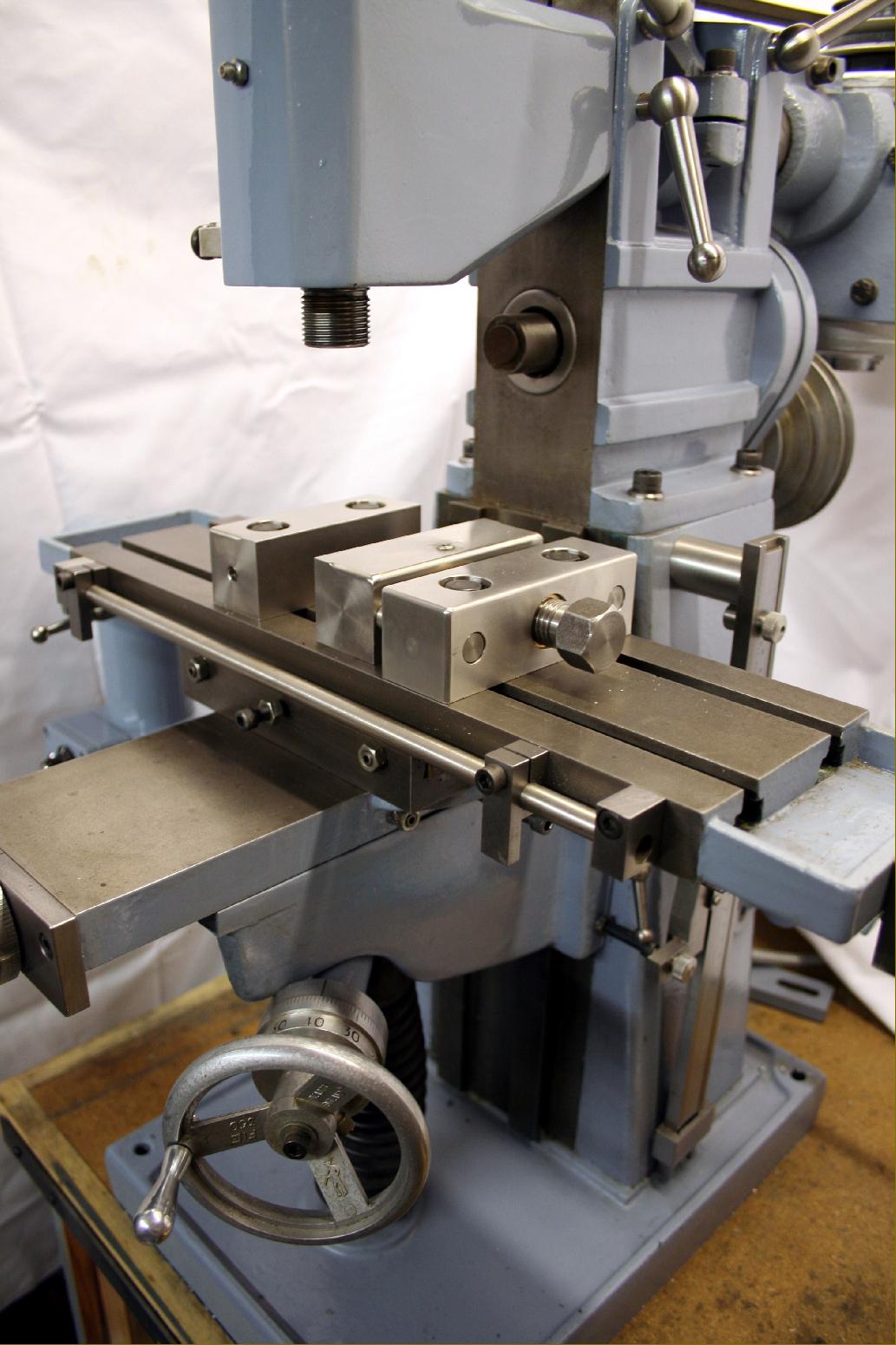
For a small, bench-mounted miller the Sharp was unusual (though not unique, it shared the feature with some Centec models) in having, as standard on all versions, a 16'' x 4.5'' table with two T slots that was able to be swung 25° in either direction from central - so allowing it to be properly described as a "universal". The table had 12'' of longitudinal travel, 4.5'' of cross and 10.5'' vertically. The feed-screws, 10 t.p.i. Acme form, ran through generously-sized bronze nuts and were fitted dull-plated micrometer dials of a respectable size; the table's top surface was ground finished.
Both horizontal and vertical spindles were No. 2 Morse taper, ran in taper-roller bearings and, to allow Myford owners the economical use of existing collets and chucks, carried the same 1.125'' x 12 t.p.i. Whitworth-form thread and No. 2 Morse taper socket used on the mandrel nose of the 7-Series lathes.
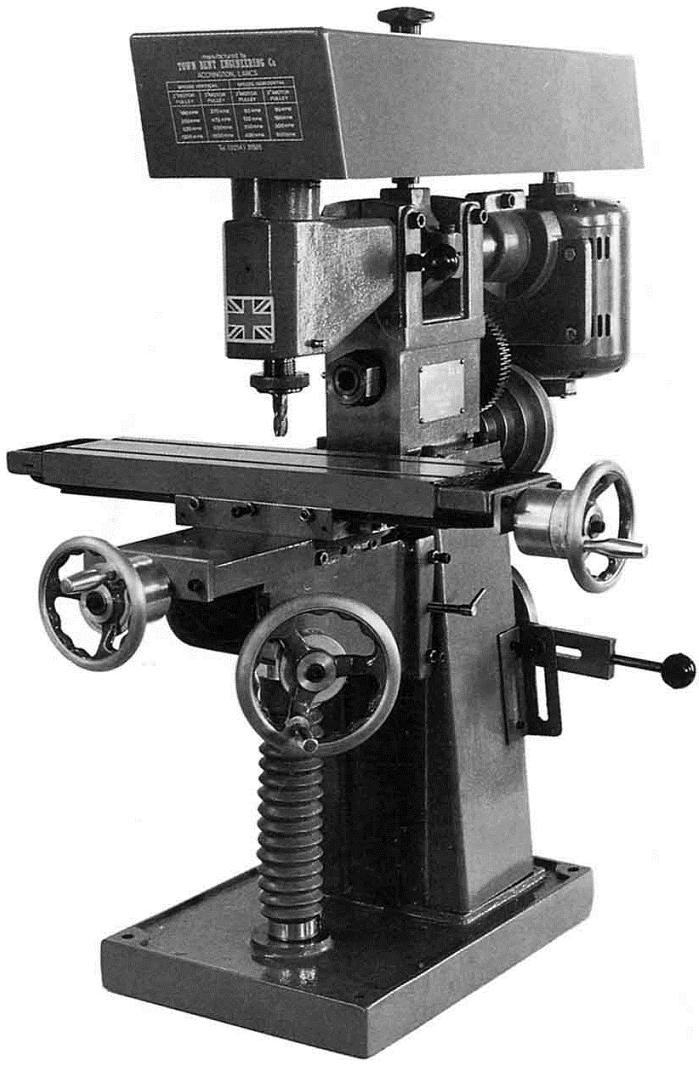
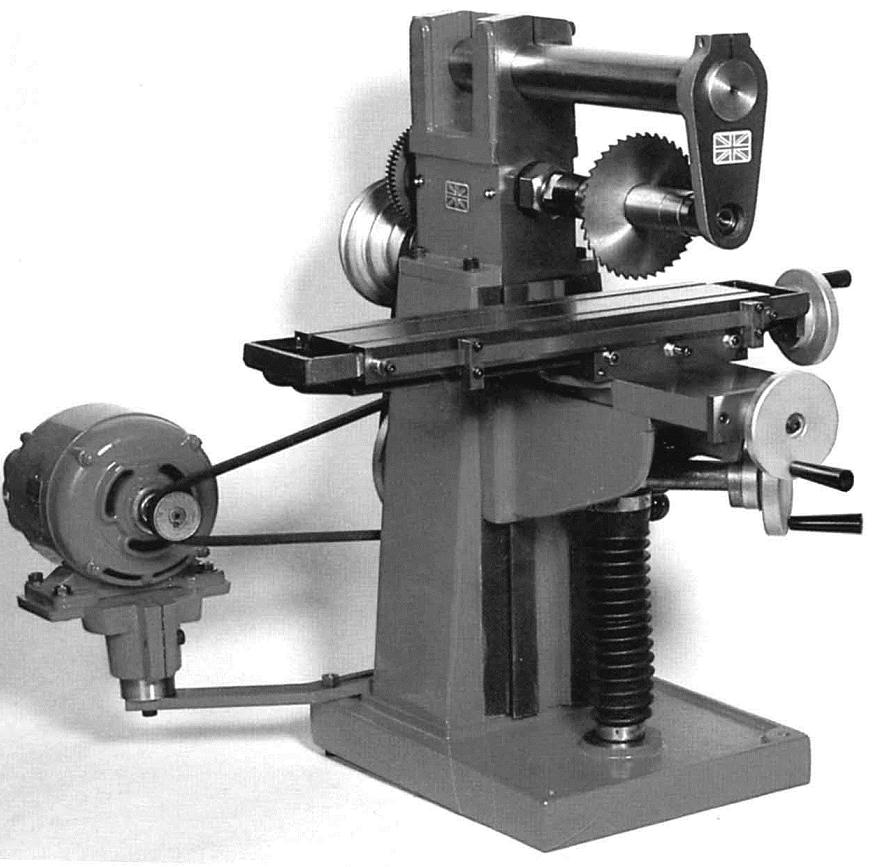
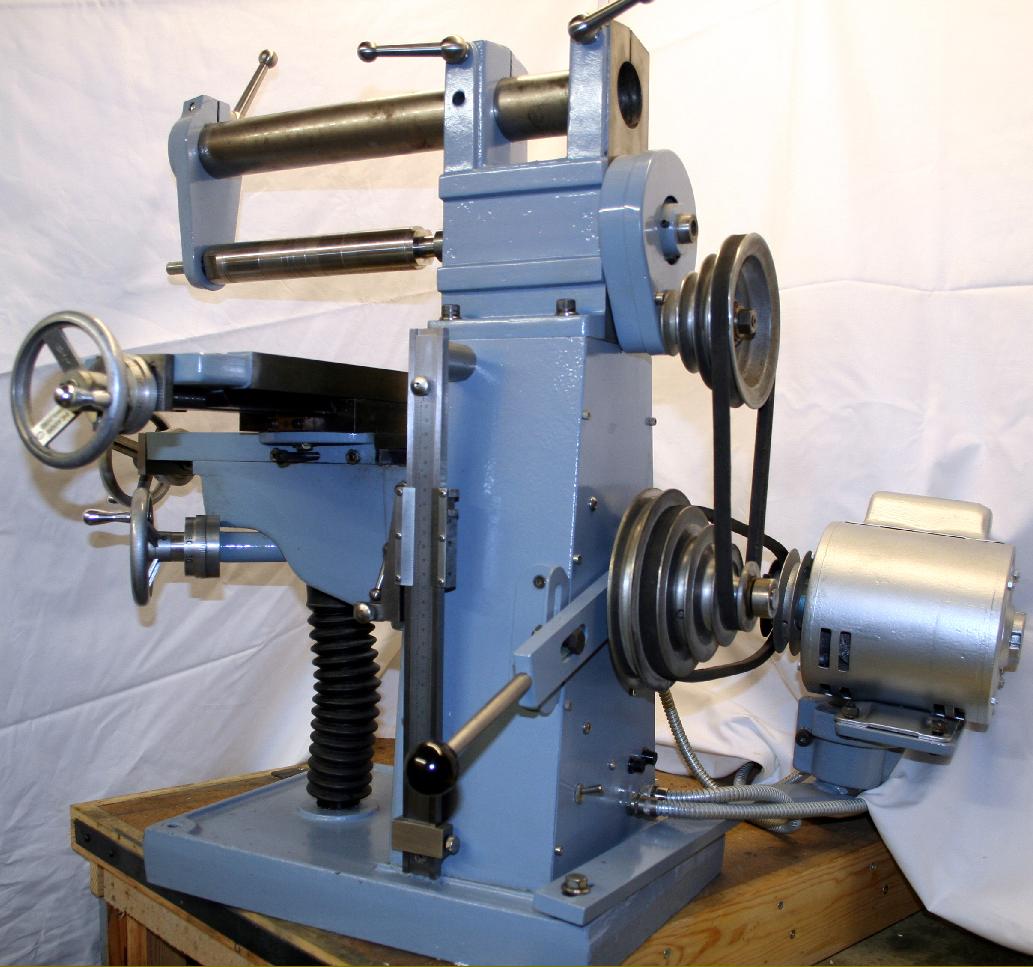
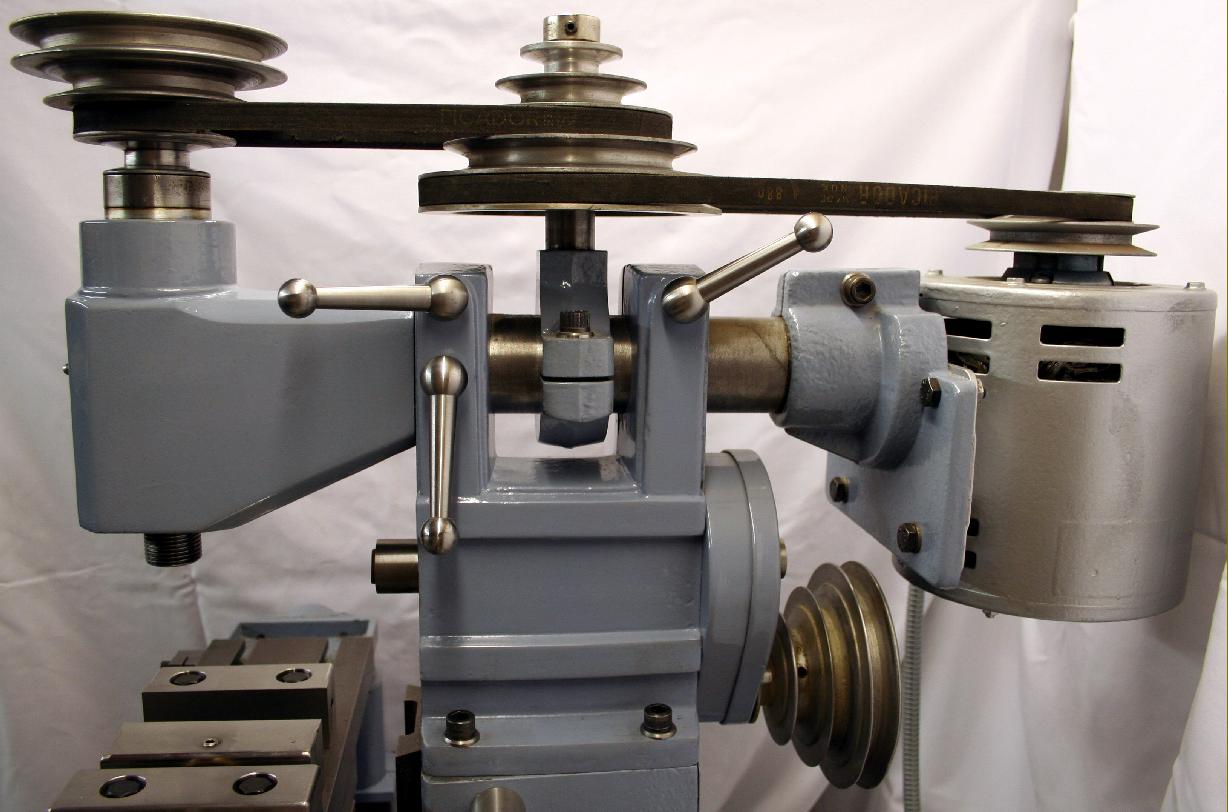
In three parts, the cast-iron body of the miller consisted of a rectangular foot, the main column and a bolt-on top section with two uprights that clamped the 2-inch diameter solid-steel overarm in place. The overarm did duty in both horizontal and vertical modes supporting the cutter-arbor drop bracket in the former - and the vertical head, motor and intermediate multi-step pulley in the latter. Socketed onto a boss carried on the end of a (rather clumsy) bracket bolted across the back of the foot casting, the same motor also powered the miller in its horizontal mode.
Fitted with the recommended 0.33 hp 1-phase 1425 rpm motor and a 2-inch pulley, spindle speeds for the vertical head were: 180, 350, 620 and 1200 rpm while with a 3-inch pulley (the largest recommended) these rose to a more useful: 270, 475, 930 and 1800 rpm. For horizontal work the drive was arranged to pass through an exposed, lathe-like backgear system that both multiplied the torque and reduced the speeds to ones more suited to horizontal milling - these being: 60, 120, 300 and 600 rpm with the 2-inch pulley and 90, 180, 300 and 600 rpm with the 3-inch.
With its vertical head fitted the Sharp miller stood 33 inches high, was around 24 inches wide, 35 inches front to back and weighed approximately 320 lbs..
|
|