|
Scrivener, originally known as Arthur Scrivener, were a Birmingham-based company who specialised in grinding machines. By 1961 some 200 people were employed making a range of high-quality machines including centreless, surface, duplex-face, duplex-peripheral and a number of special types built to order including one to grind the surface of rockers used in the valve gear of internal combustion engines. In 1964 Scrivener were taken over by A.C.Wickman of Coventry, who, owning the nearby Taylor and Challen works, moved the latter's declining production of presses to the Scrivener factory.
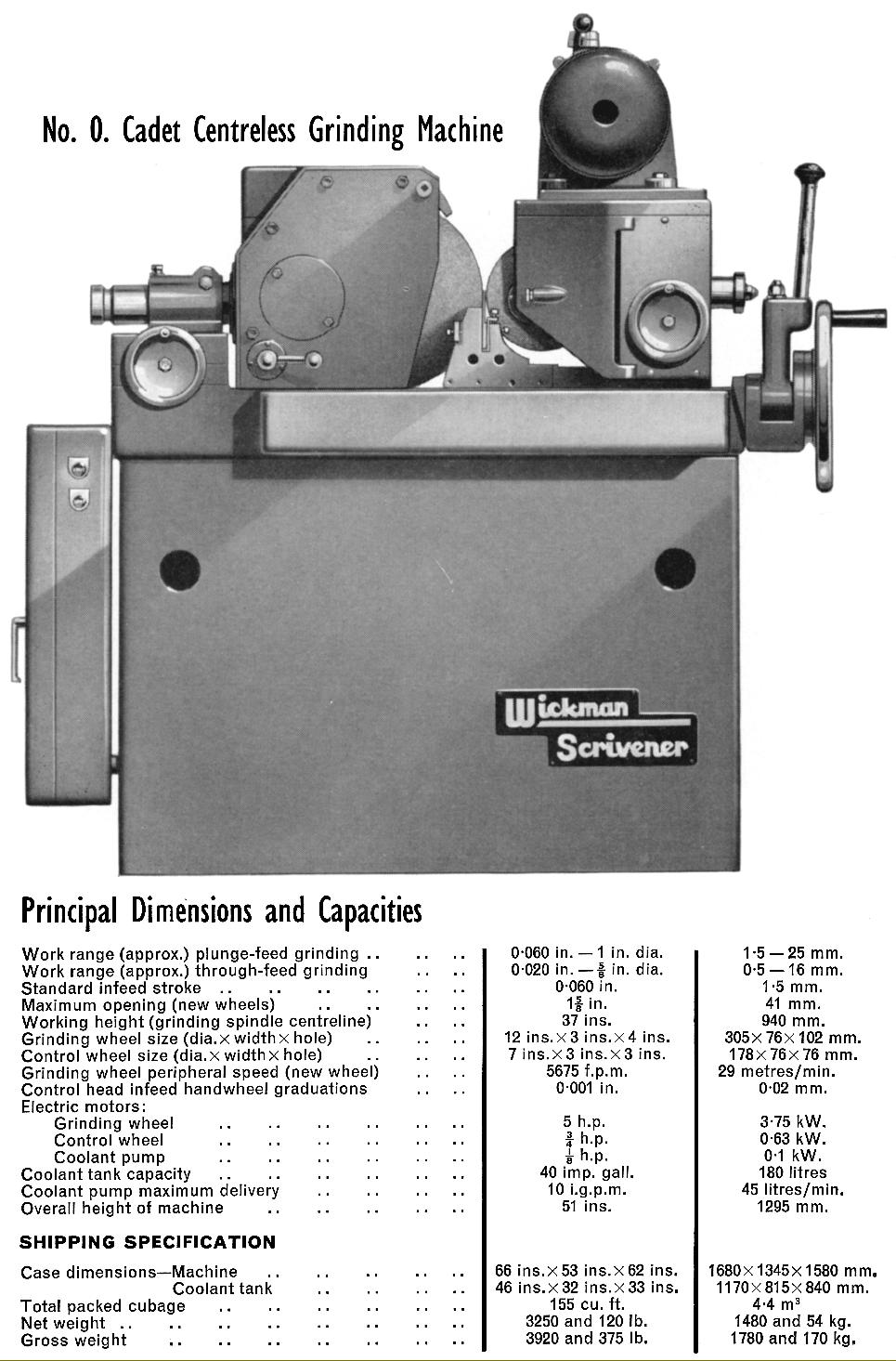
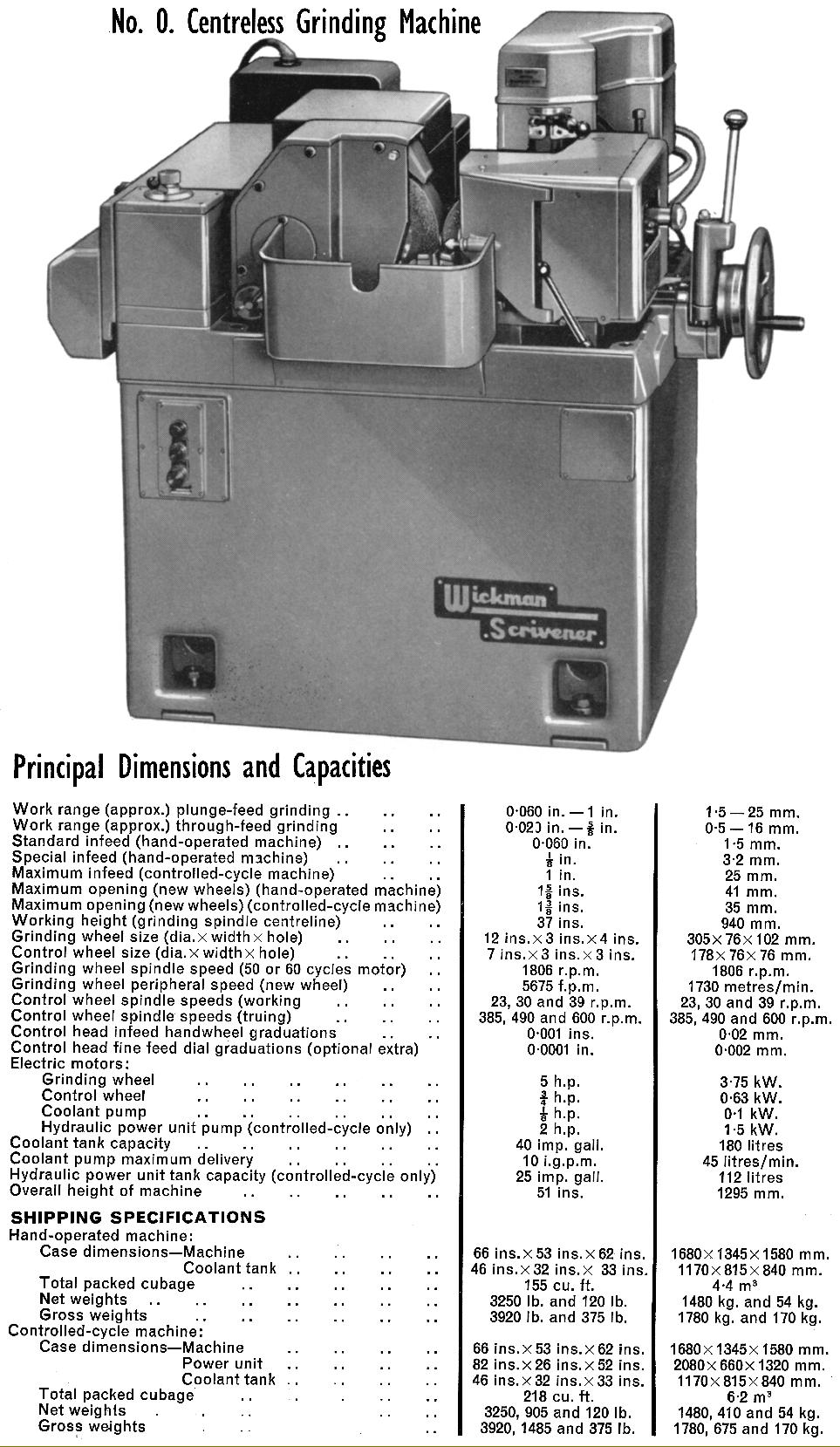
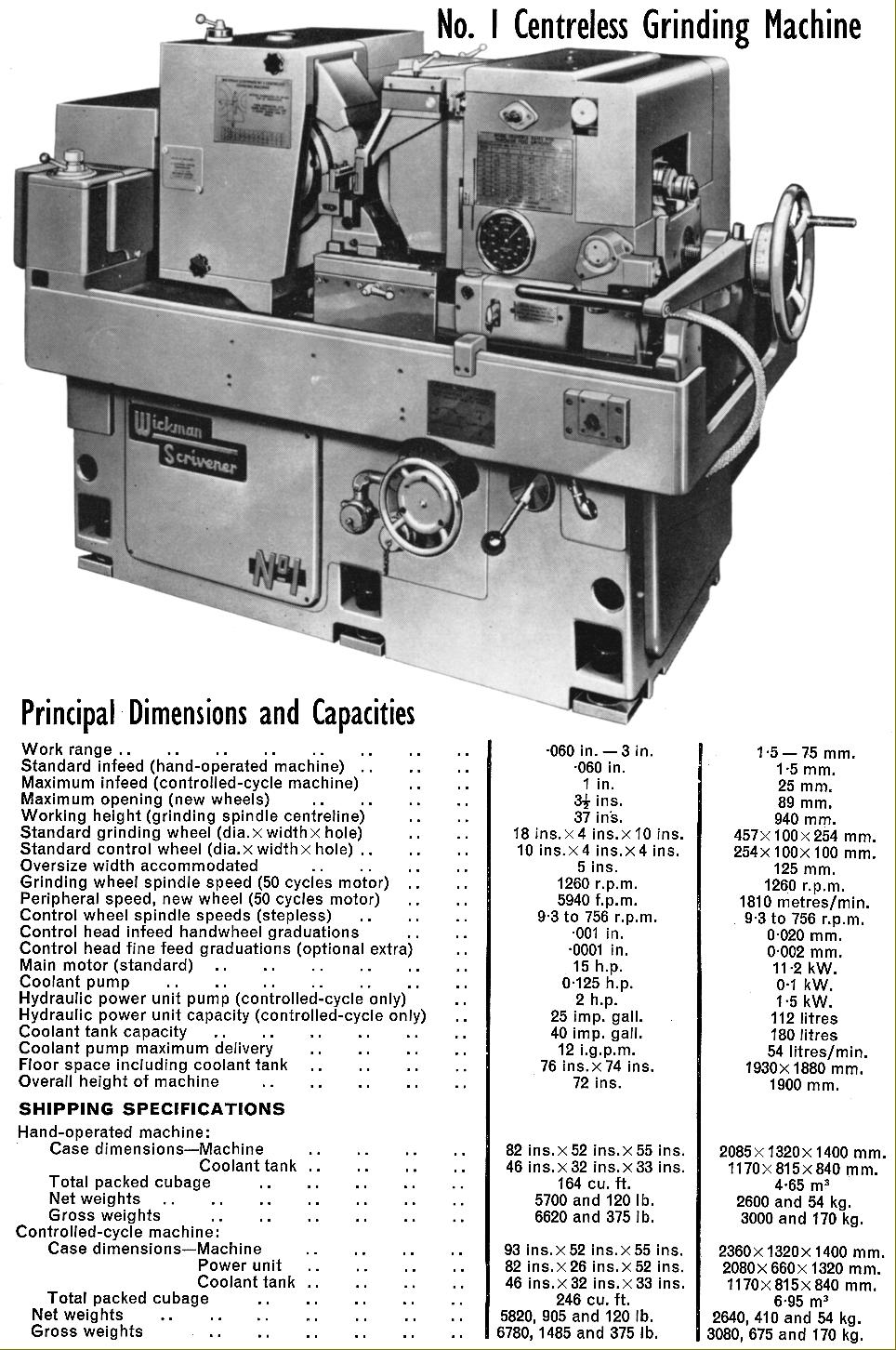
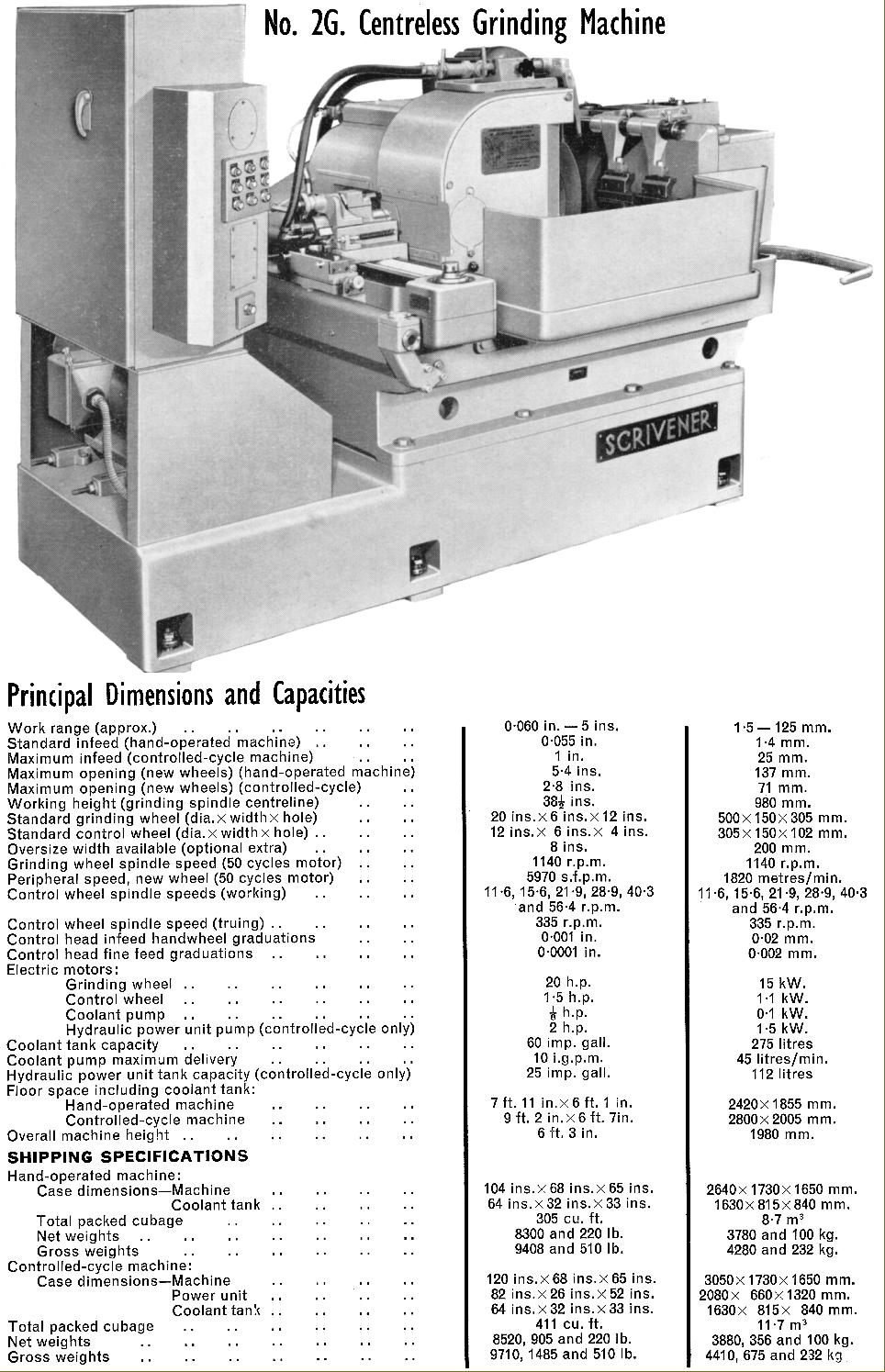
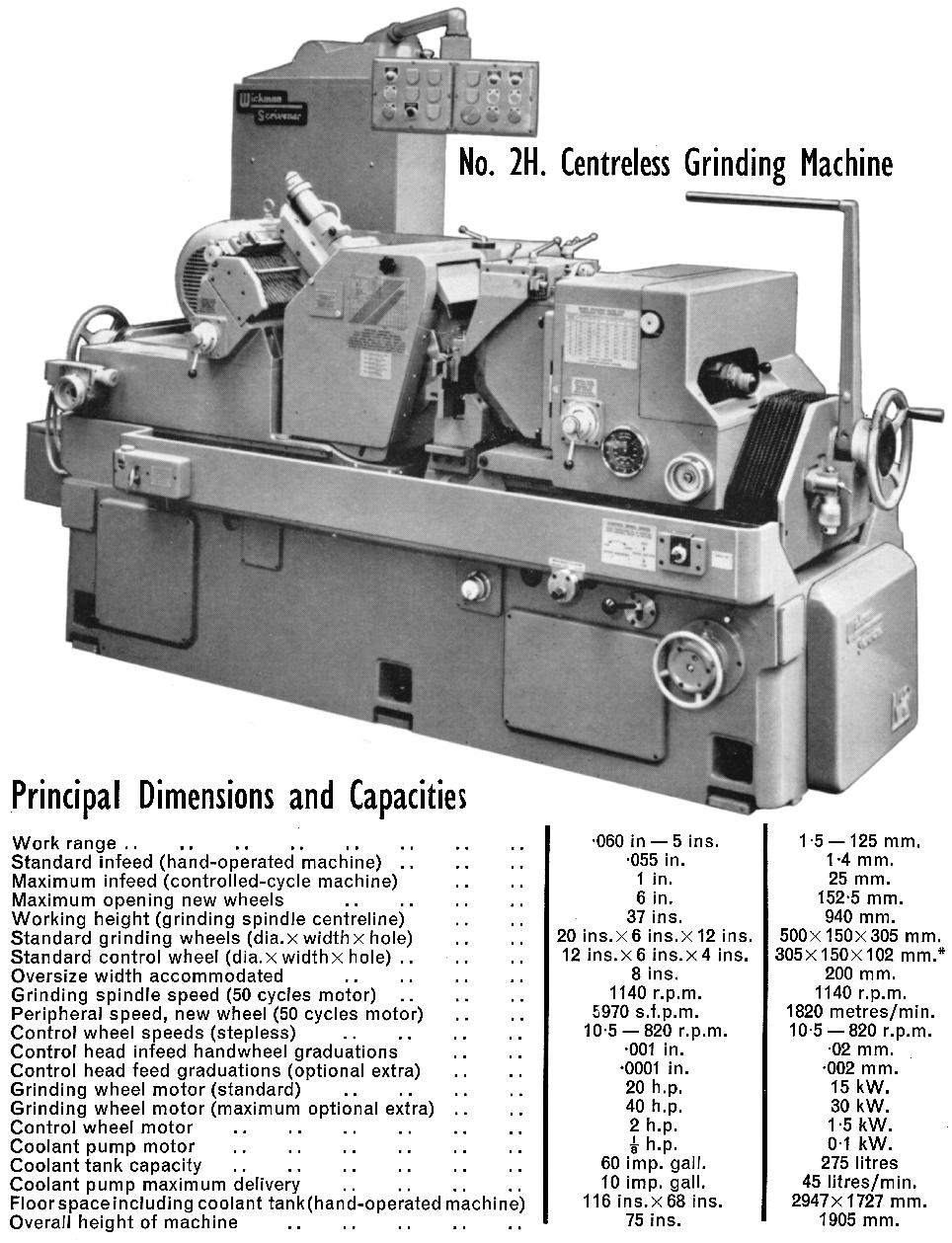
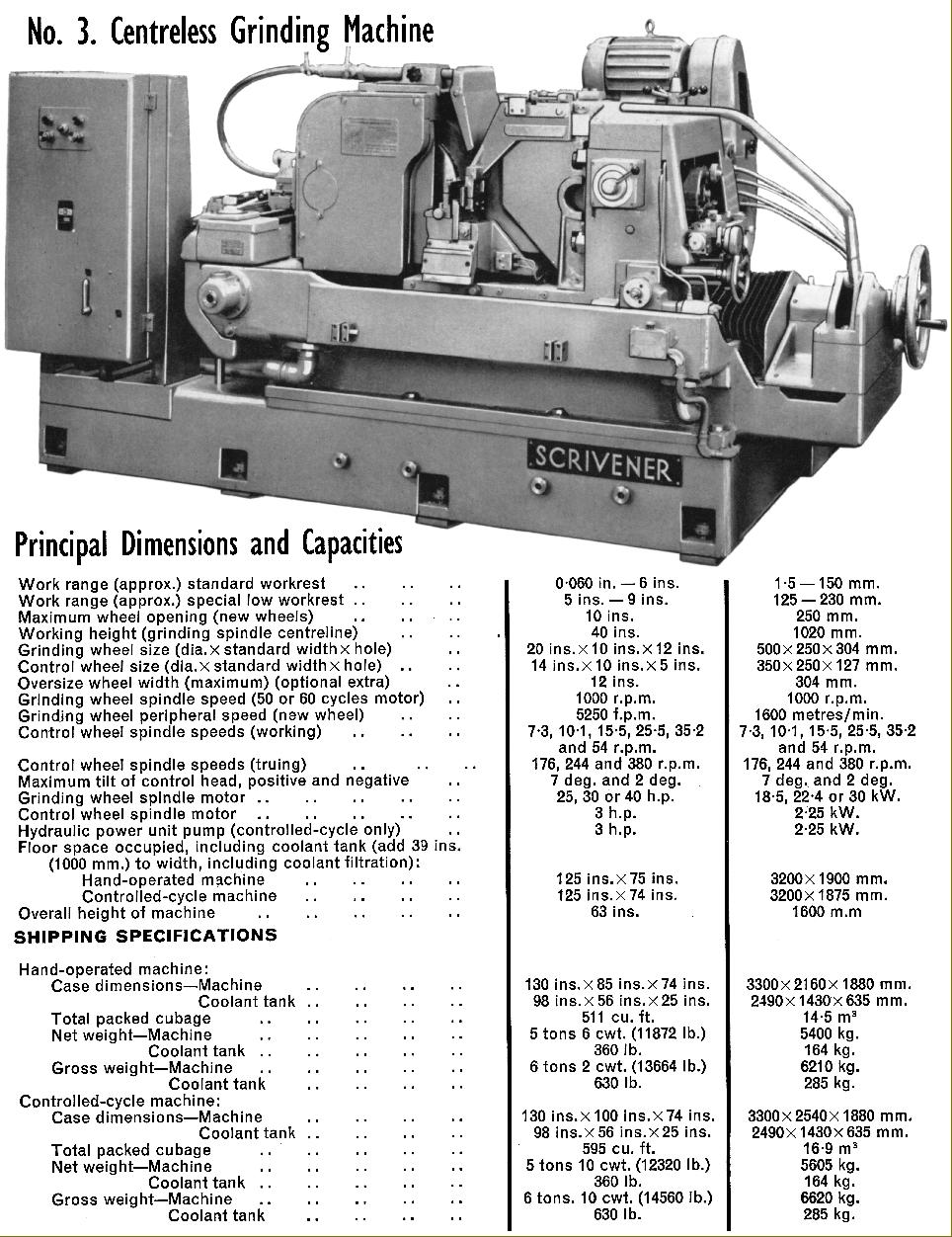
Scrivener centreless grinding machines were offered in a range of sizes to accommodate work up to 9 inches in diameter and in forms for hand, semi-automatic or, more usually, fully automatic operation. The latter machines, intended of course for production plants, used a patented Wickman-Scrivener automatically controlled cycle-plunge grinding system that gave, according to the Company, an unusually high rate of output and economy. The mechanism consisted of a hydraulically operated, reciprocating cam-plate of a suitable profile that was arranged to traverse past the control head slide - thus imparting to one of the two facing grinding wheels an automatic opening and closing movement. The cam-plate embodied profiles to give a rapid approach, a stock-removing controlled in-feed, a dwell during "rounding-up" of the work as the size was reached and, on an accelerated reversal, a rapid opening of the wheel to complete the cycle. To provide control over the total cycle time, a flow-control valve was provided while, to allow the final dwell period to be set independently of the other elements in the cycle, a "process timer" could also be incorporated. A claimed advantage of the system was that the grinding cycle was carried out with the stock removal rate and dwell period pre-determined with the idle motions - such as initial wheel closure and wheel opening - being suitably accelerated. However, caution was required for it was not possible for an inexperienced operator to vary the cycle settings.
For the economical mass production of small parts, the grinders could be equipped with feeding arrangement designed to suit each particular component - with the operation of feeding, grinding and ejecting then able be made fully automatic. Scrivener offered a number of standard feeding systems - these capable of being modified if required - including what were listed as "push feed", "swing-over", "overhead" and "transport rollers" types. With a hand-controlled cycle the operator merely had to load the component and operate a lever to commence each cycle.
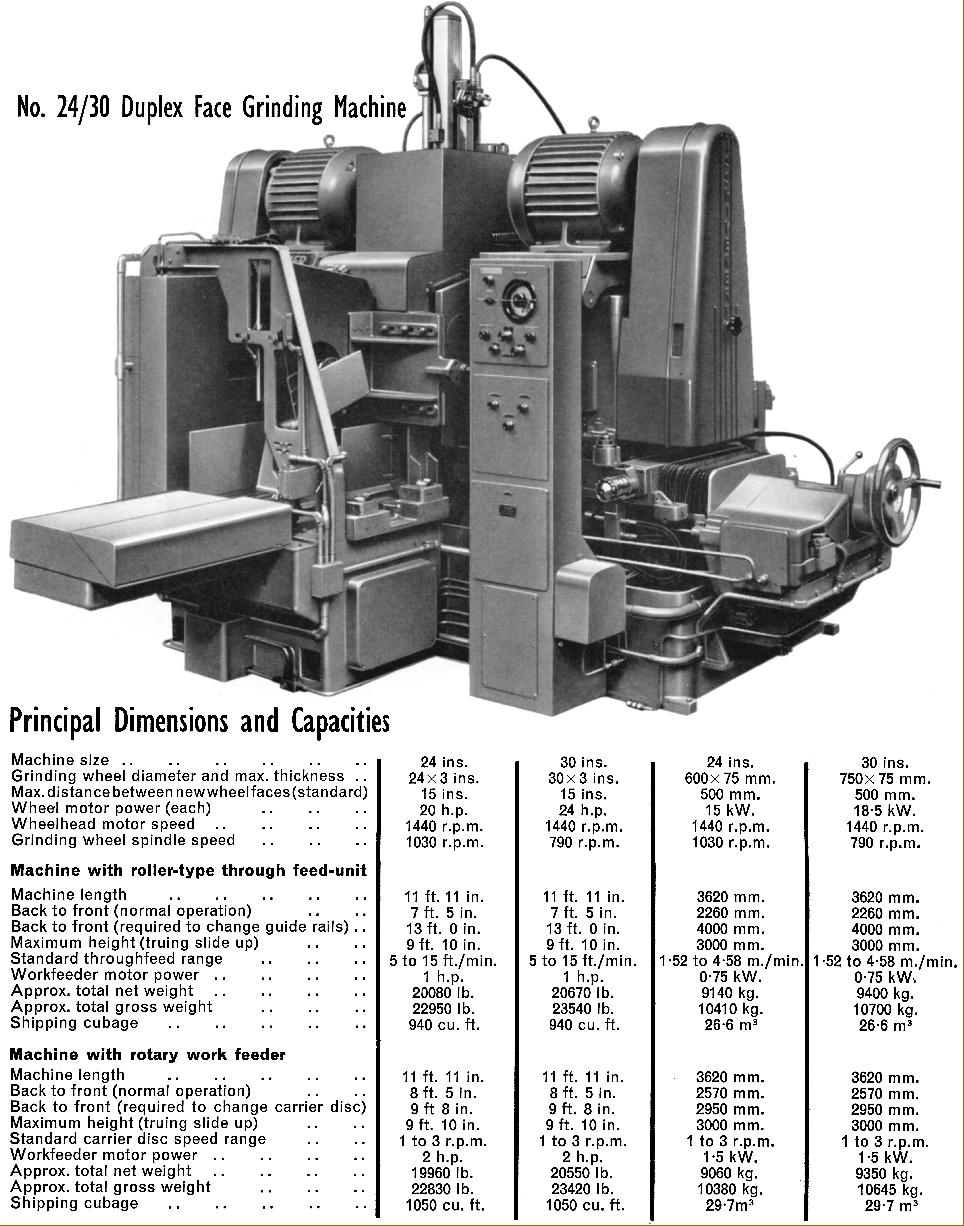
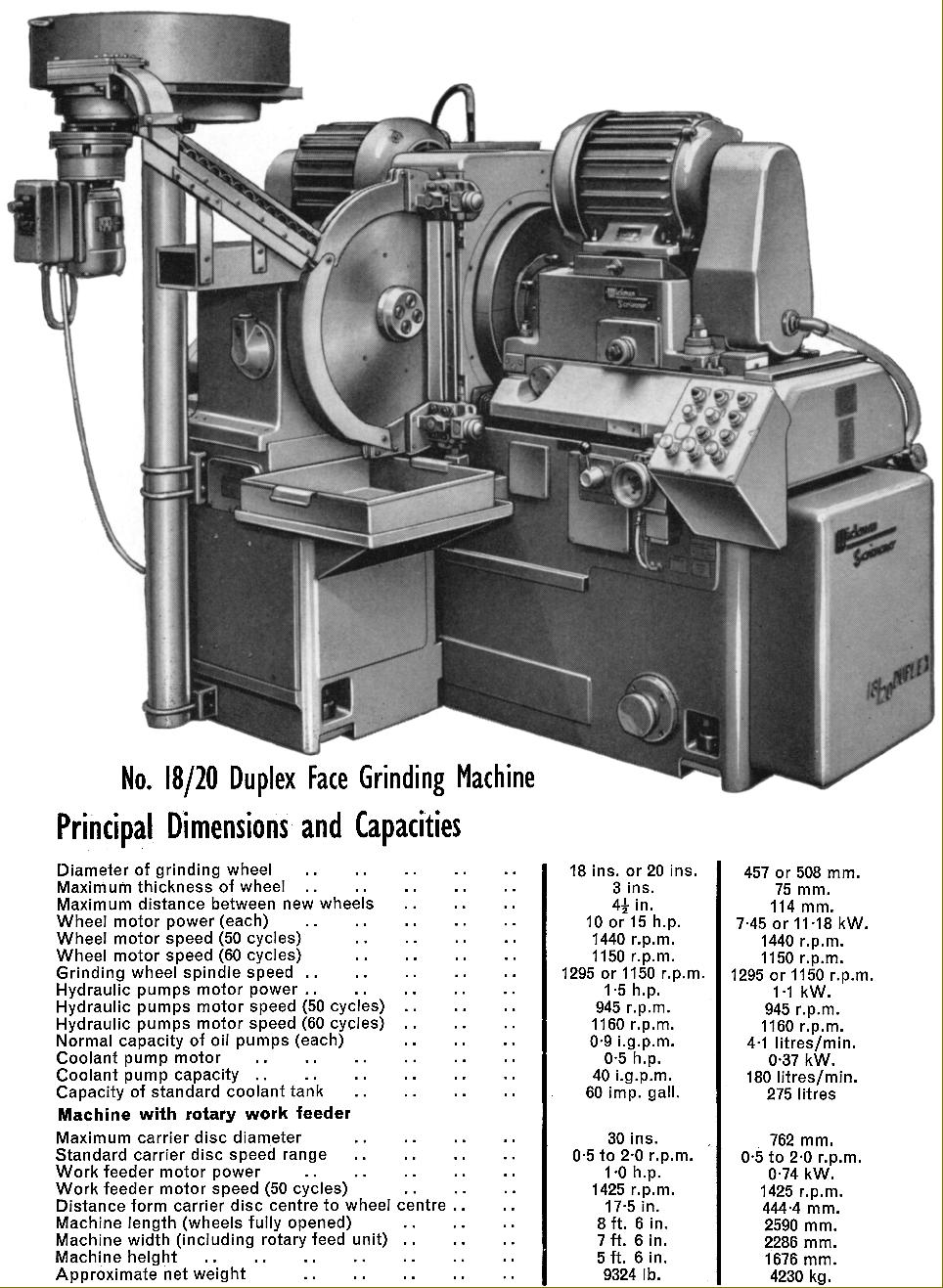
Duplex Face Grinding Machines
These machines were intended to cope with a wide range of duplex grinding applications (on a manufacturing, not toolroom scale), where components required finishing on two flat, opposing surfaces to close limits of accuracy. Example of parts to be ground in this was included many from the automobile industry such as pins and rings, brake discs, crosses for universal joints, connecting rods and caps, cylinder blocks and cylinder heads. In addition a wide range of ordinary items could be handled including spacing washers, ball and roller bearing rings, bearing rollers, clutch plates, sleeves and gears. It was also discovered that components from the ceramics, electrical and plastics industries could be ground, these including insulators, spacers, tubular posts, condenser parts, carbon blocks, ebonite meter discs and pump discs, etc.
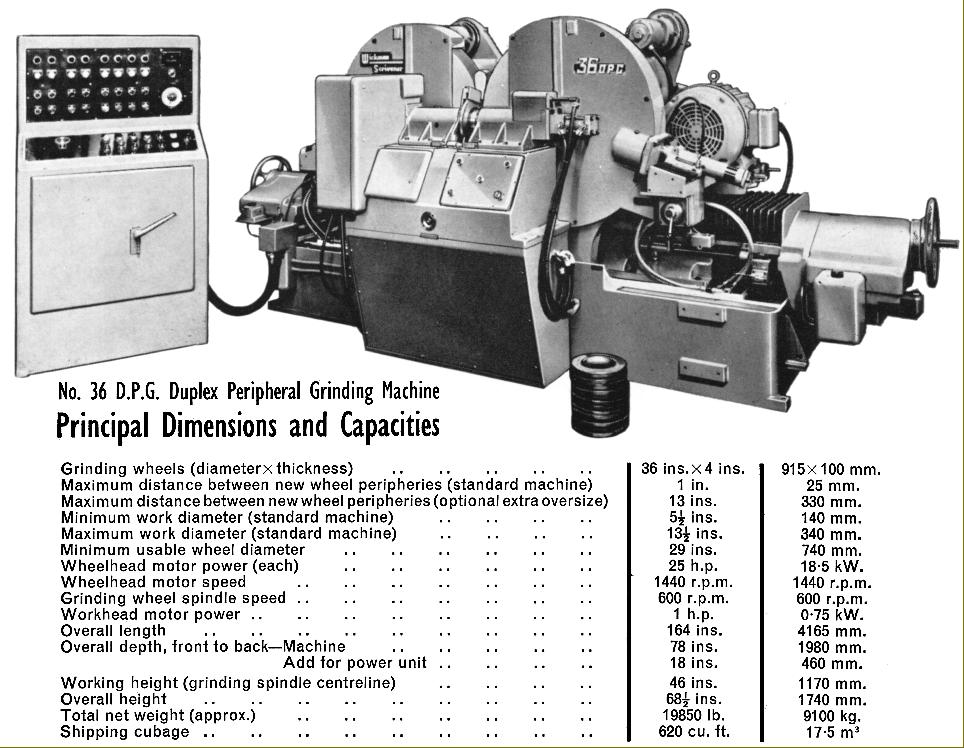
Duplex Peripheral Grinding Machines (Types D.P.G.)
The Wickman-Scrivener 36 DPG was a Duplex Peripheral Grinding Machine developed particularly for finishing disc brakes and similar items. While in this field the speed and accuracy of the duplex-face process was required (for grinding in a single operation two opposing flat faces), the alternative facility of grinding with wheel peripheries instead of faces was provided, this giving the characteristic "peripheral grinding finish"
This new machine was based on an established design, the Scrivener 34/30 Duplex, but with two 36-inch diameter peripheral wheels, these having their spindles arranged at right angles to the direction of wheelhead in-feed. In-feed motion was imparted automatically to the two wheelheads, these being mounted on anti-friction needle-roller slides for sensitivity of control - the latter by a Wickman-Scrivener patented "controlled-cycle" unit that was arranged to operate in sequence with the rotational movement of the workhead. Controlled-cycle auto-in-feed equipment provided a rapid approach to the work, a stock-removing in-feed motion followed by a final dwell and rapid wheel opening.
If automatic workpiece gauging during the timer-controlled final dwell was required this could also be provided at extra cost - and arranged either to merely indicate the worksize reached or to compensate automatically for wheel wear by what was termed "feedback micro-sizing"..
|
|