|
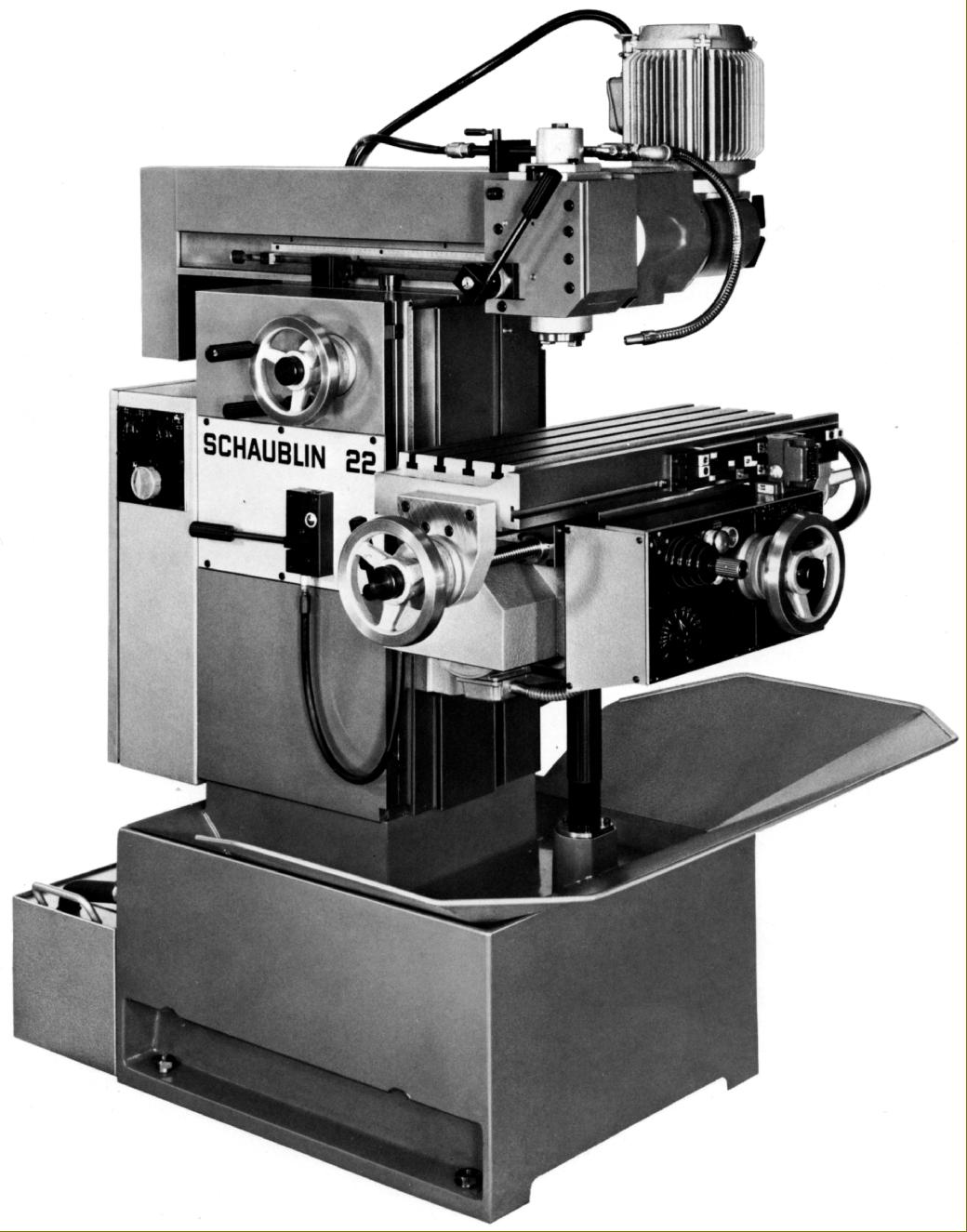
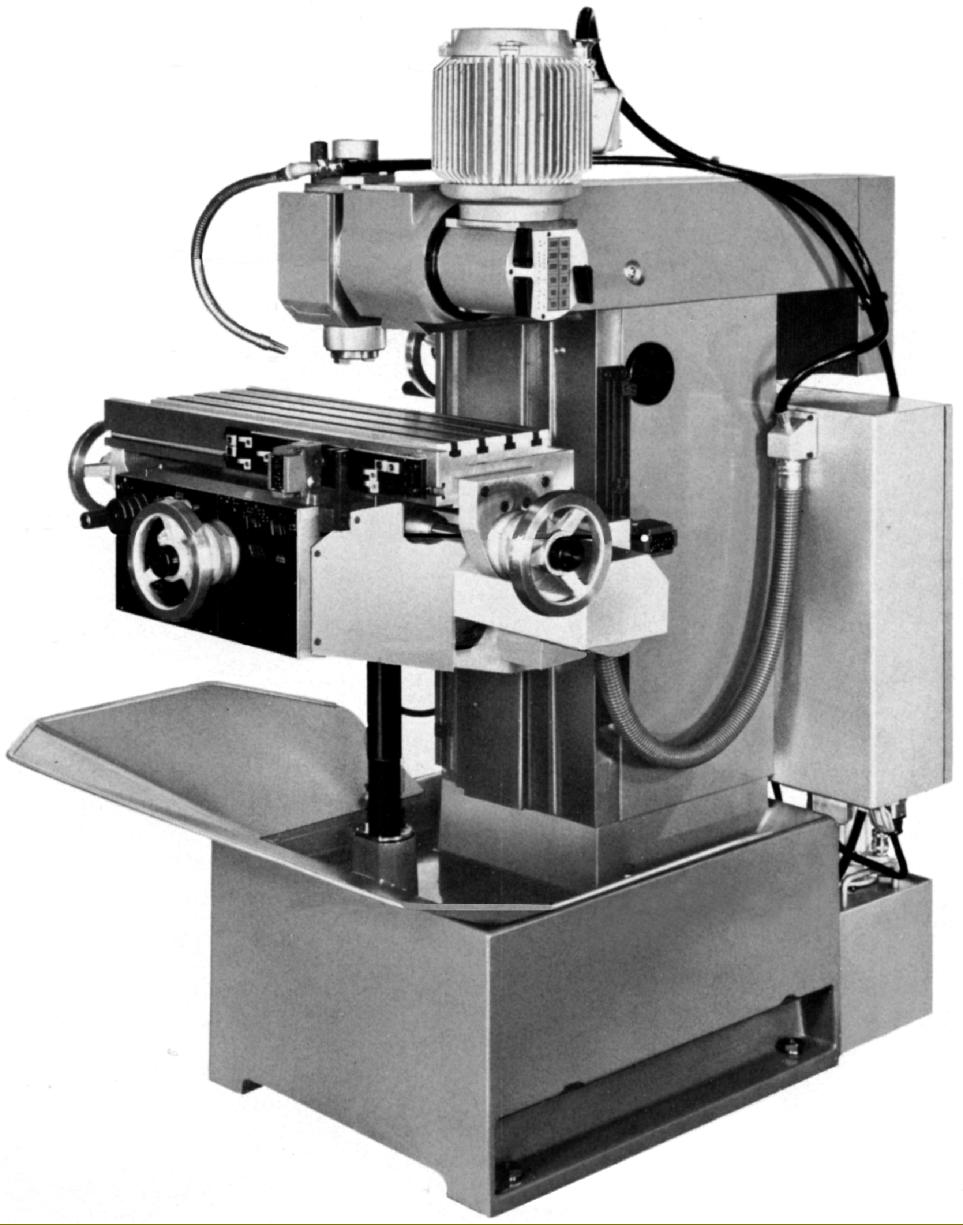
Manufactured during the 1970s, the last conventional Schaublin milling machine offered was the ram-head Type 22. Although it resembled the configuration of the Schaublin 13 (and similar machines from Deckel and Thiel, etc. with their optional swivelling, tilting and inclinable universal tables) the Schaublin 22 more resembled a Bridgeport with a sliding horizontal ram carrying a swivelling head together with a conventional T-slotted table and elevating knee. However, unlike the Bridgeport whose table had both longitudinal and traverse movements in the horizontal plane, the Schaublin had just the longitudinal, the traverse being obtained by moving the head in and out
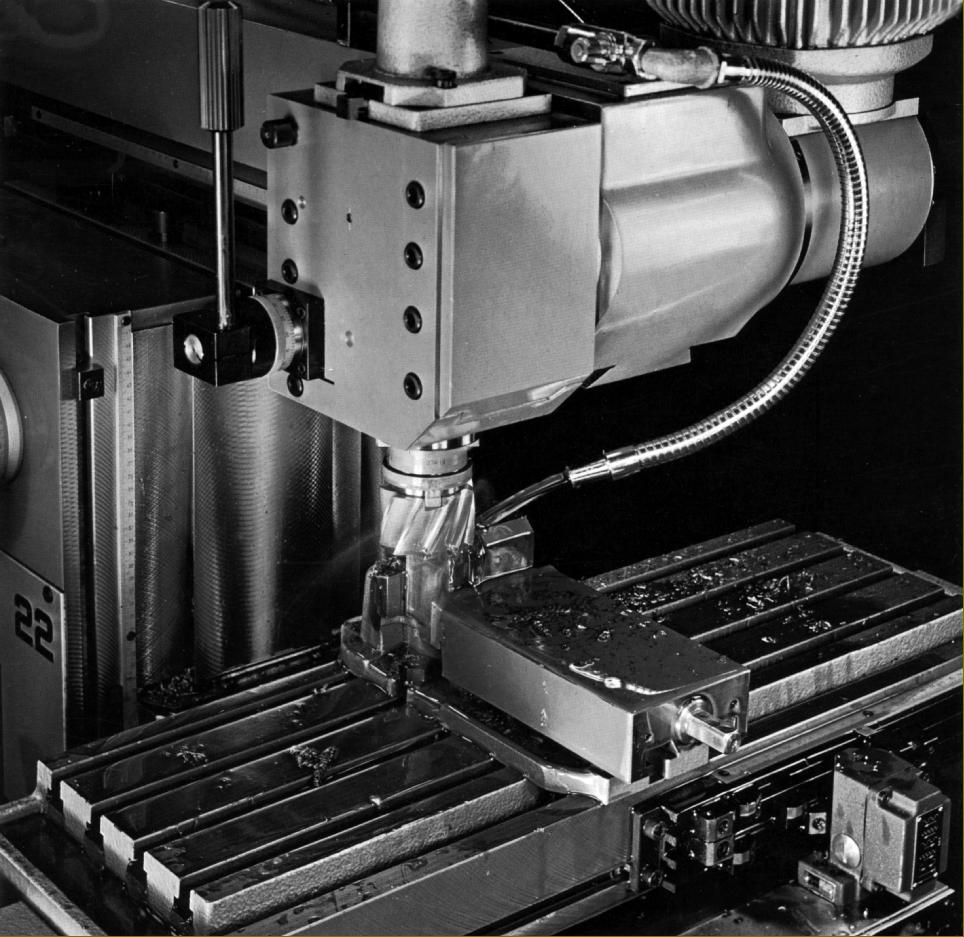
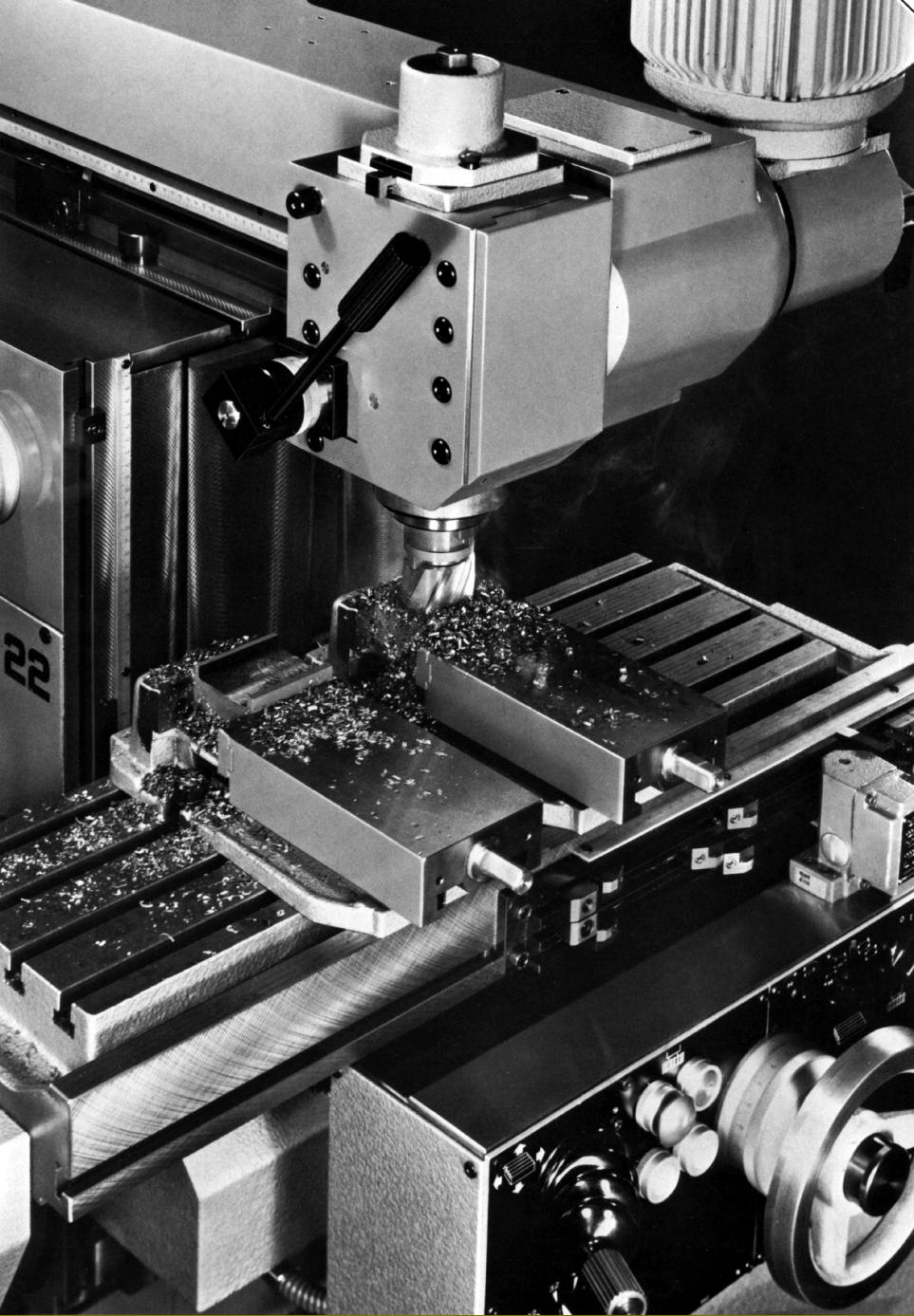
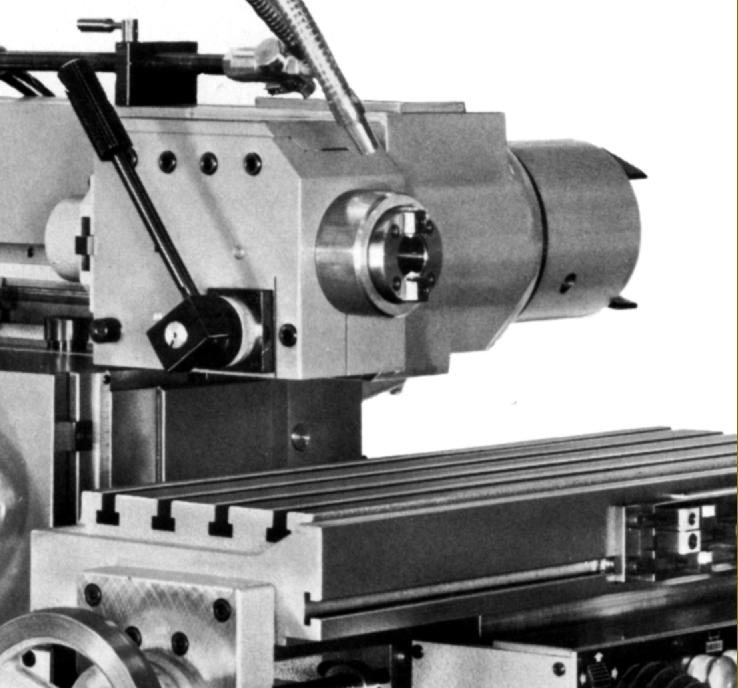
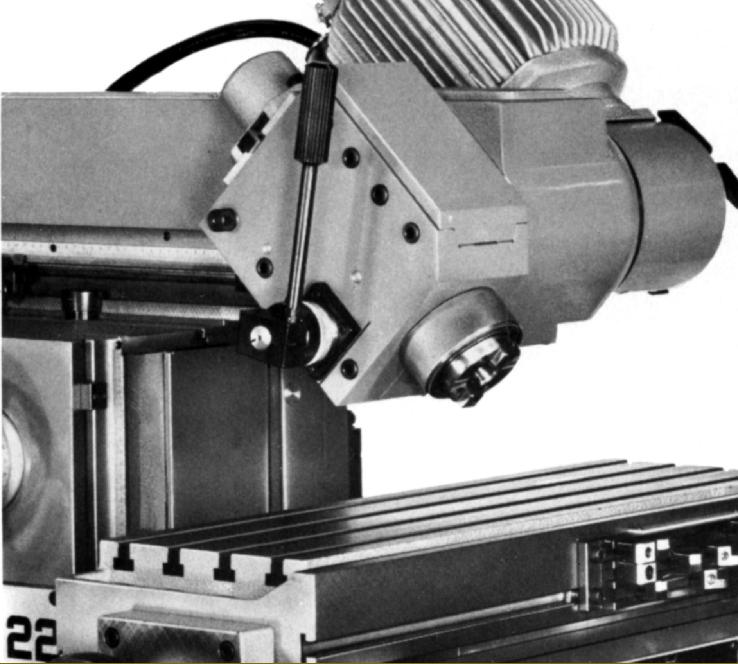
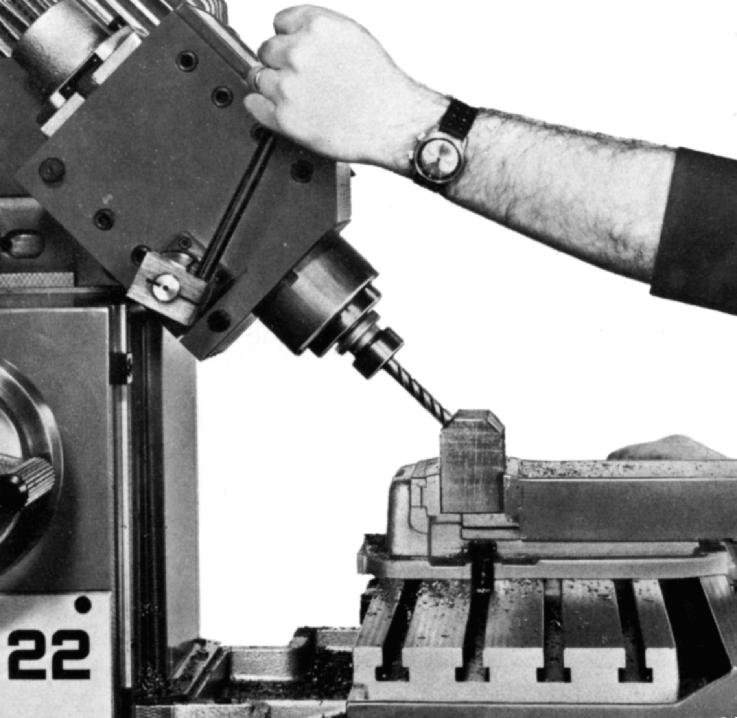
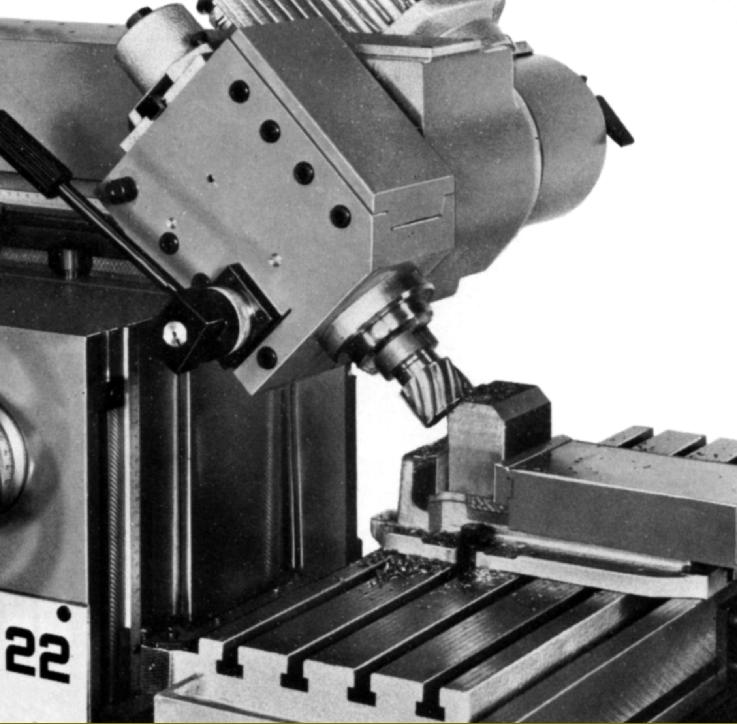
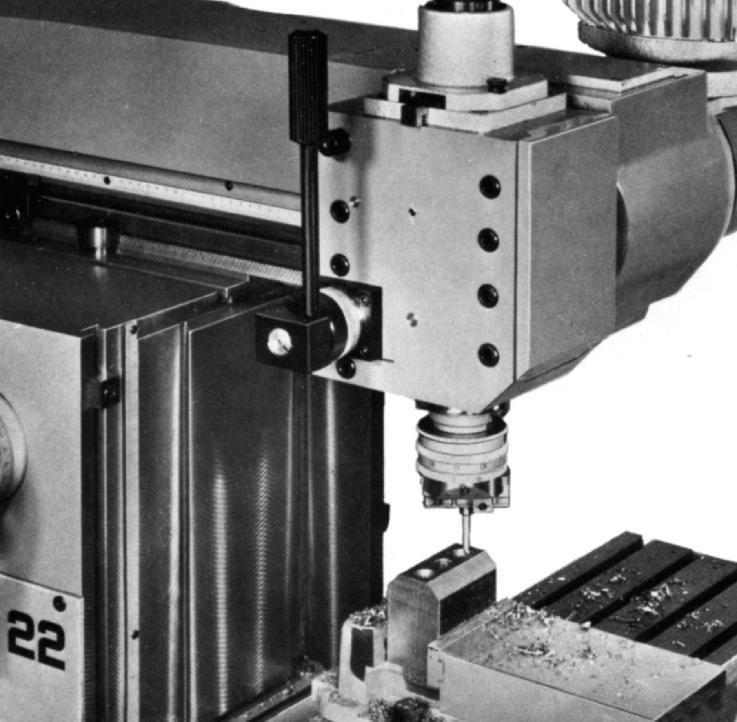
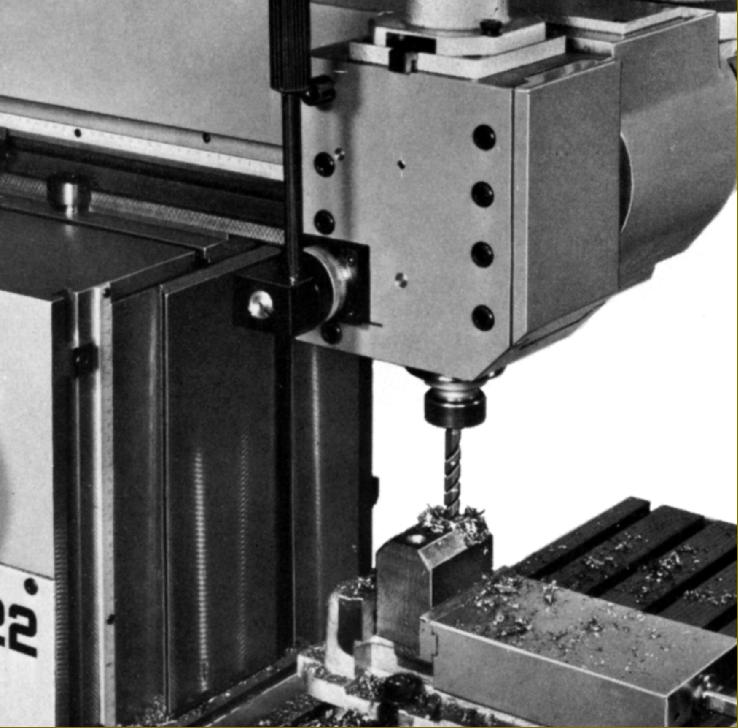
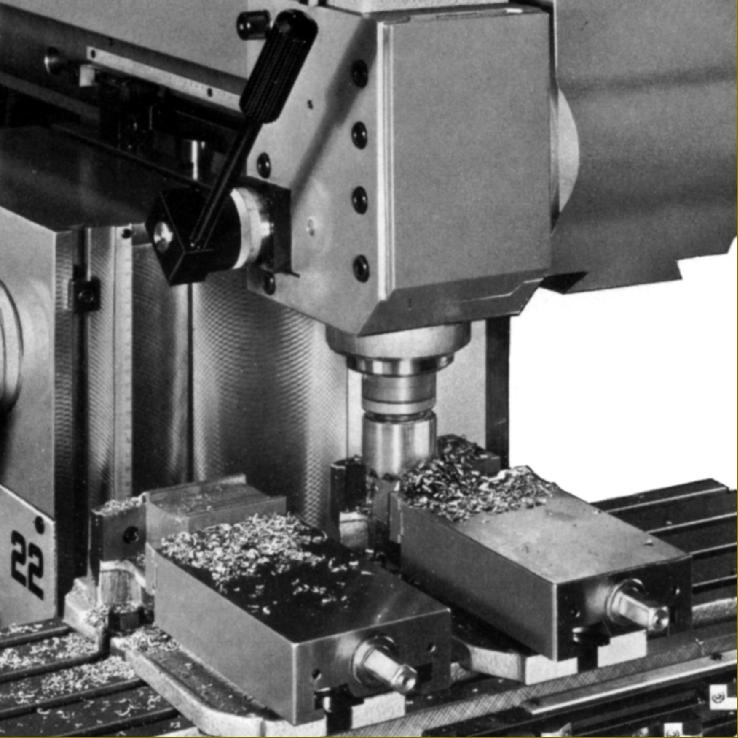
Rectangular in section, the sliding ram was bored through horizontally at its front end to carry a vertical head assembly with, on the right-hand side the motor and gearbox unit and, on the left, the head itself. The entire unit - motor and head - could be swivelled through more than 90° each side of vertical - though with removable index pins provided to set precise vertical and horizontal positions. Segment-shaped sections of cast iron, located inside the casting, locked the head's swivel setting - the design ensuring that, no matter how heavy the cut, the same degree of rigidity was maintained at any angle.
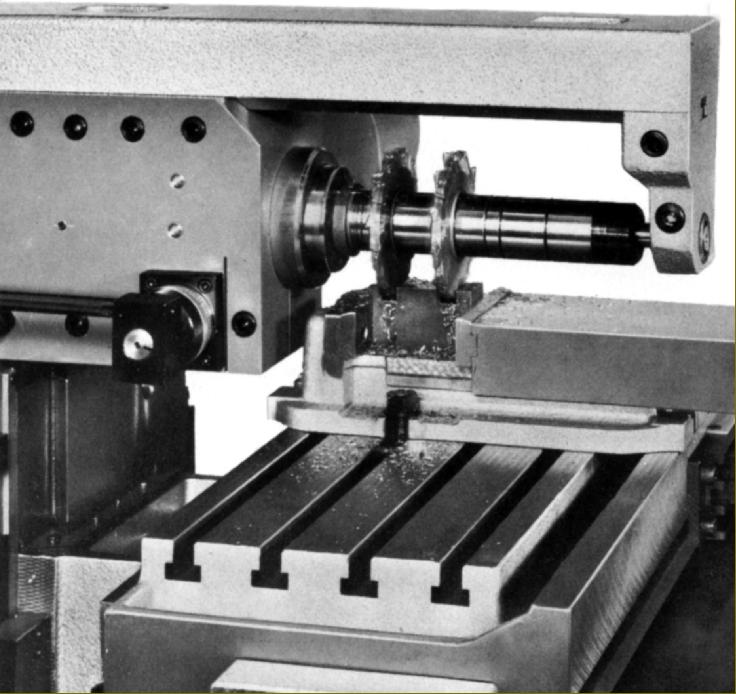
Running in high-precision, greased-for-life taper-roller bearings the spindle carried (to a customer's preference) either a 30 or 40 INT nose. Control of the 60 mm travel quill was by a lever - there being, rather unusually on a machine of this class, no fine-feed handwheel. To equip the machine for proper horizontal milling the makers provided, as part of the standard equipment, an overarm and drop bracket to support a full-length, cutter-holding arbor. The overarm was arranged to dovetail into what was normally the head's front face, though when turned through 90° this became, of course, the uppermost horizontal surface.
To one side of the head was a 6-speed gearbox - driven by a 2-speed, 1.1/1.5 kW, 1500/3000 r.p.m. motor flange mounted at right-angles to the shaft axis. With control by the juxtaposition of three levers on back face of the box the arrangement gave a total of 12 speeds: 63, 90, 125, 180, 250, 355, 500, 710, 1000, 2000 and 2800 r.p.m.
Just one table was available: 650 mm long and 250 mm wide it had four 12-H7 T-slots on 50 mm spacing. Longitudinal travel was 330 mm and in traverse (on the head slide) 400 mm; in both cases one turn of the handwheel gave an advance of 5 mm with the micrometer dials marked at intervals of 0.2 mm. Vertical travel was 475 mm with a finer-pitch feed screw that gave a movement of just 2 mm per revolution of its handwheel. All feeds were equipped with power and rapids, with the horizontal and vertical able to be combined in a 2-axis programmed system with many different combinations of both simple and complex sequences possible - the former consisting of, for example, a push-button start, a rapid approach, change to machining rate and then a quick return to the start position. A more complex system was the "pendulum" arrangement where the start point was central to the job with a quick approach, a switch to working speed followed by a rapid return to central, the sequence then being repeated in the opposite direction. Partly mechanical and partly electrical, the control system relied upon dogs placed in slots mounted parallel to the movement acting upon a group of microswitches - these controlling the approach and working feeds to the left or right, up and down, reversal of the direction of travel and a included stop command (the start of the cycle was initiated by a push button). A rotary selector provided a means of choosing the programme parameters: entirely manual or automatic with or without stoppage at each dog (this arrangement facilitating the setting up a job). In order to help gauge the power working rates a potentiometer was fitted that acted upon a power-feed regulator. As a useful further refinement both the speed of the milling spindle and the running of the coolant pump could be incorporated in a programmed sequence - the whole arrangement lending itself to use by unskilled labour. One drawback of the system (when compared to full CNC control) was its relative slowness, the minimum cycle time being 15 seconds and thus a limit of 4 repeats per minute.
Heavily built for such a compact machine the Schaublin weighted just short of one metric tonne; it stood 2000 mm high, required a space 2000 mm wide to accommodate the full extent of the table's travel and was 1250 mm deep front to back..
|
|