|
Rumag Series 0
Types RF-1 and RE-1
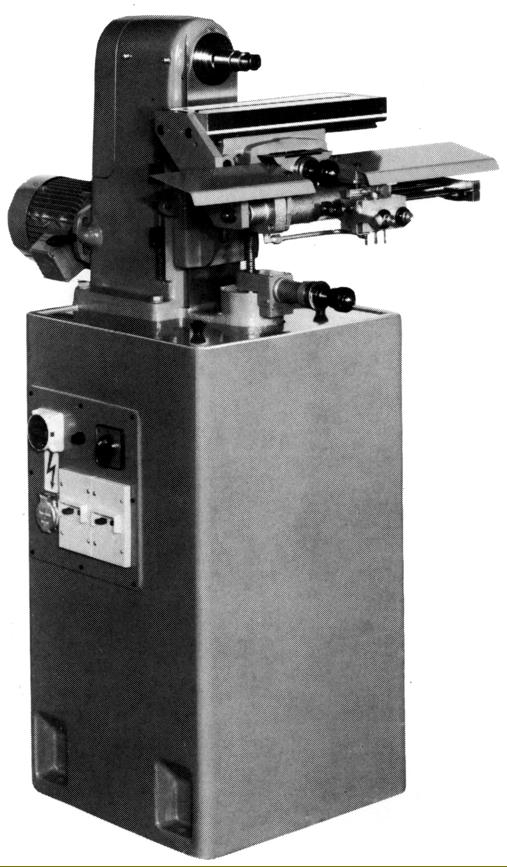
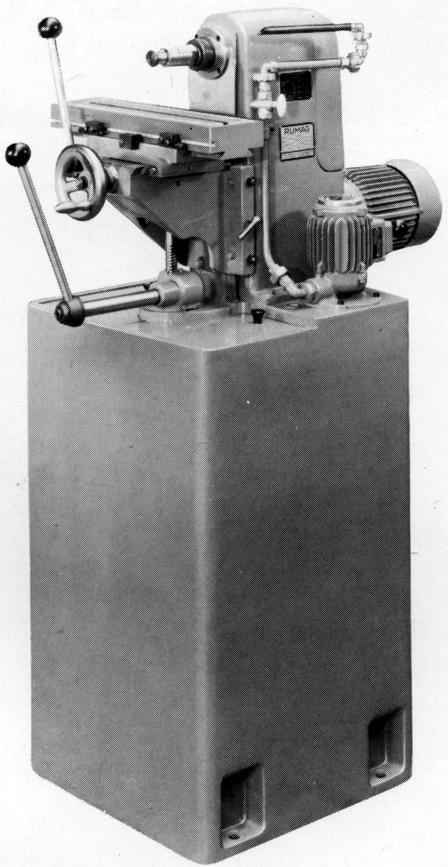
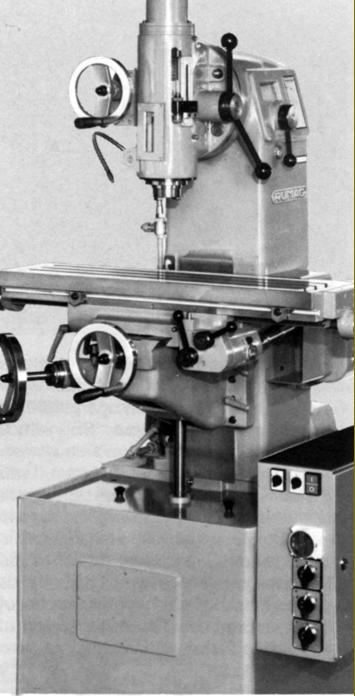
Rather larger and of more general use were the next models in the range, the Types RF-1 and RE-1 - both identical, save for the table fitted, that on the RF being 450 x 150 mm and on the RE 650 x 180 mm. Popular machines (by the mid 1970s over 6000 had been sold) they were intended for general machine-shop and production work and also proved highly suitable for installation in technical training institutes. Drive came from a motor held within the stand via an intermediate countershaft supported in an eccentric housing that allowed an easy slackening of the V-belt's tension when a speed change was required. Again, as with most Rumag models, a number of different drive options were offered, from a simple 6-speed type to an 18-speed version with a 3-speed motor.
Table feed on ordinary models was by hand only, with 170 mm of travel longitudinally when fitted with the 450 mm table and 320 mm with the 650 mm version. Cross travel on the RF was120 mm, but, due to the table's increased width, reduced to 90 mm on the RE (the knee casting remaining unchanged). Vertical travel was the same for both models at 170 mm. As with the RF-0 types an endless number of combinations of lever, screw or combined lever and screw could be fitted to the three axes, so allowing the utmost flexibility in setting a machine up for a particular task. Also available was the option of an auto-cycle mechanism using a pneumatic-hydraulic drive, these versions being listed as the Models RF-1-PH and RF-1-RE and able to perform a rapid approach, a feed cut and then a rapid return.
Configuration and designation of table feeds on all Series 0 Models were listed as follows:
A= lever horizontal feed
B= screw horizontal feed
C= screw and lever horizontal feed
D = screw cross feed
E= lever cross feed
F= screw and lever cross feed
G= lever vertical feed
H= screw vertical feed
I = screw and lever vertical feed
Rumag Series 0: Models RF-415 and RFV-415
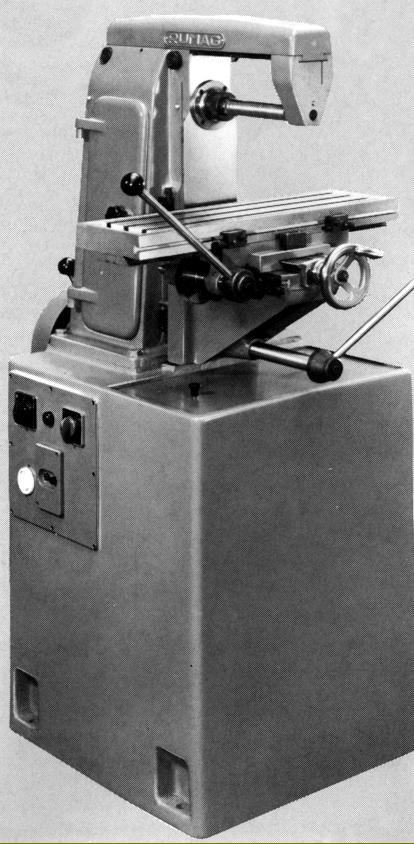
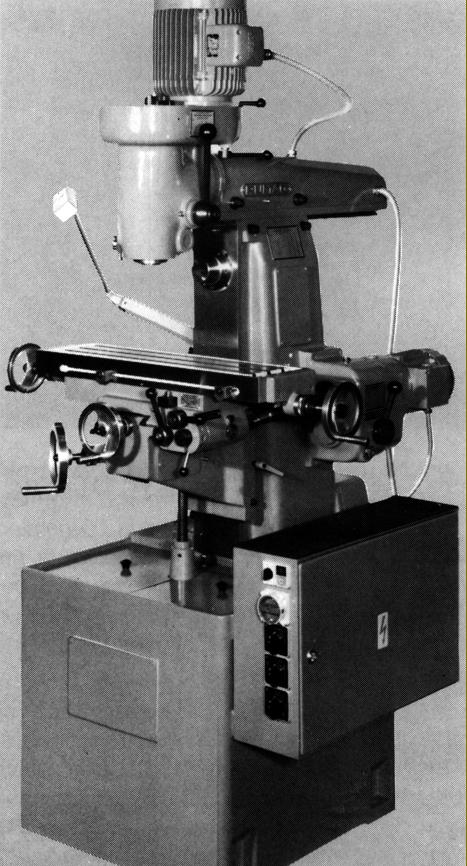
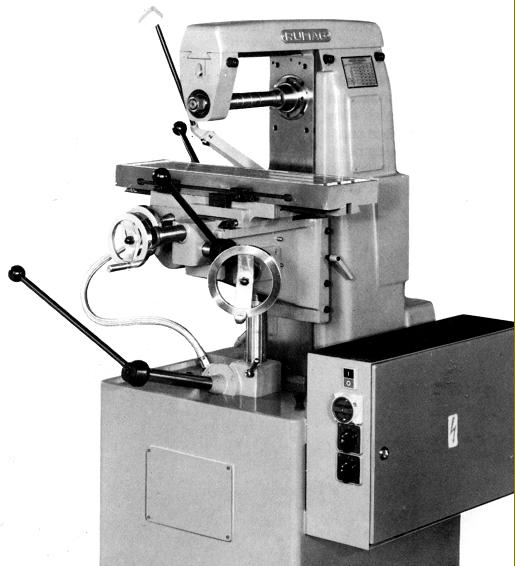
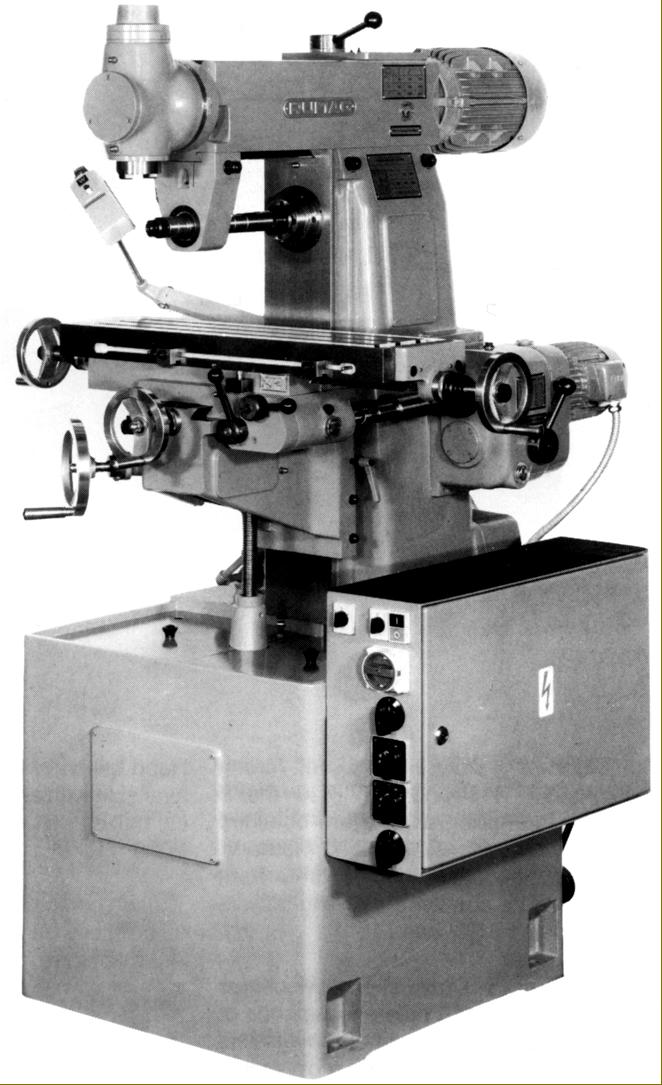
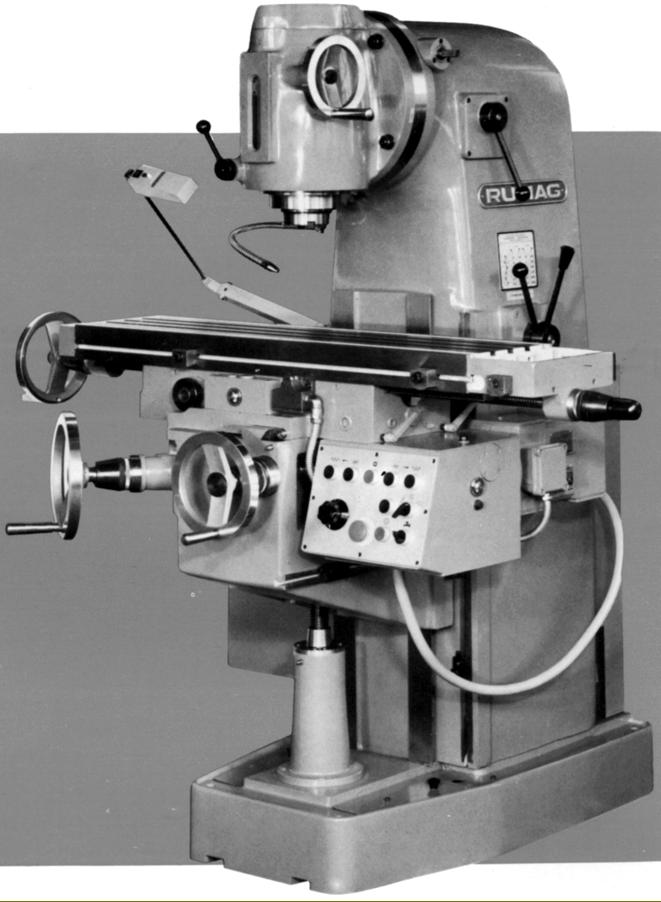
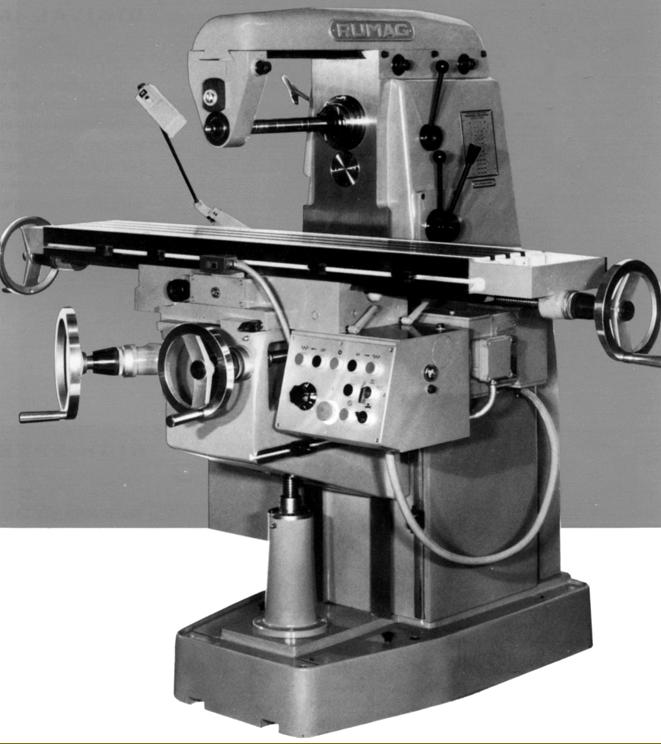
Altogether heavier and more massively constructed, the RF-415 (horizontal) and RFV-415 (vertical) Series of Rumag millers could be configured in a number of interesting ways. However, a basic machine underpinned them all, with the main motor held within the cabinet stand driving to an intermediate countershaft by three V-belts - with a single final belt to the spindle running over a 4-step V-pulley. Electrical switchgear was contained within a cabinet booted to the machine's right-hand side, a thoughtful touch being to cover the top with a sheet of ribbed rubber matting to allows tools and cutters, etc., to be placed out of harm's way.
Hardened and ground, the spindle ran in specially selected, high-accuracy double-row roller bearings of the NN type, the assembly being adjustable to remove play. With a 2-speed motor the eight spindle speeds ran from 71 r.p.m. through 140, 200, 280, 400, 560, 800, 1120 to 2240 r.p.m. With a 3-speed motor some 24 speeds were available that spanned a very useful 100 to 4500 r.p.m. - though, as the drive was direct on all speeds and not though any form of reduction gearing to help eliminate belt slip (as on many Tom Senior machines for example), the torque available at low speeds must have been insufficient to make any real use of wide slab cutters.
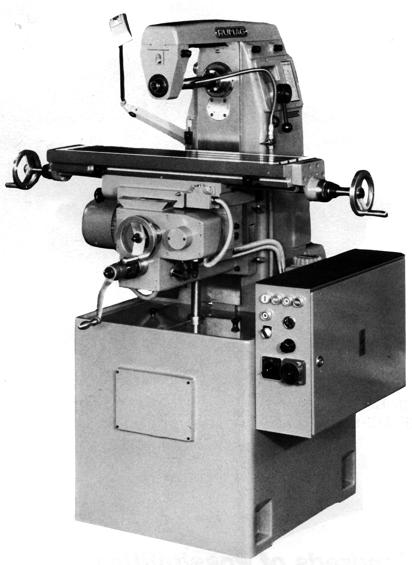
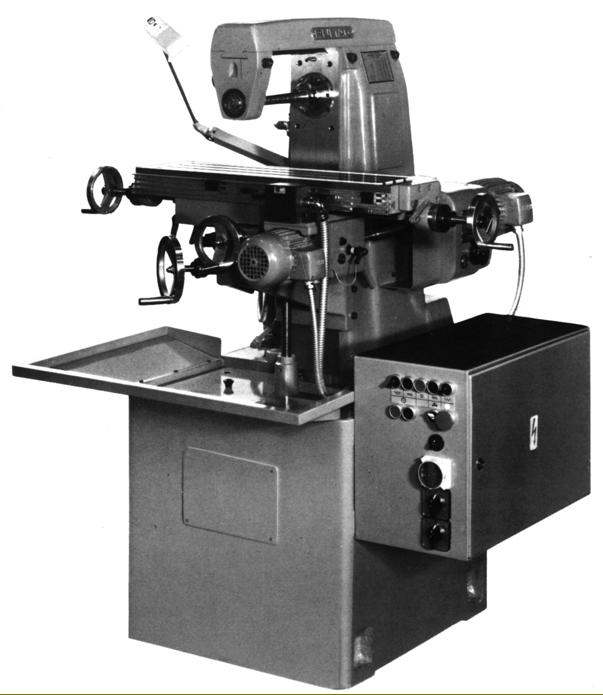
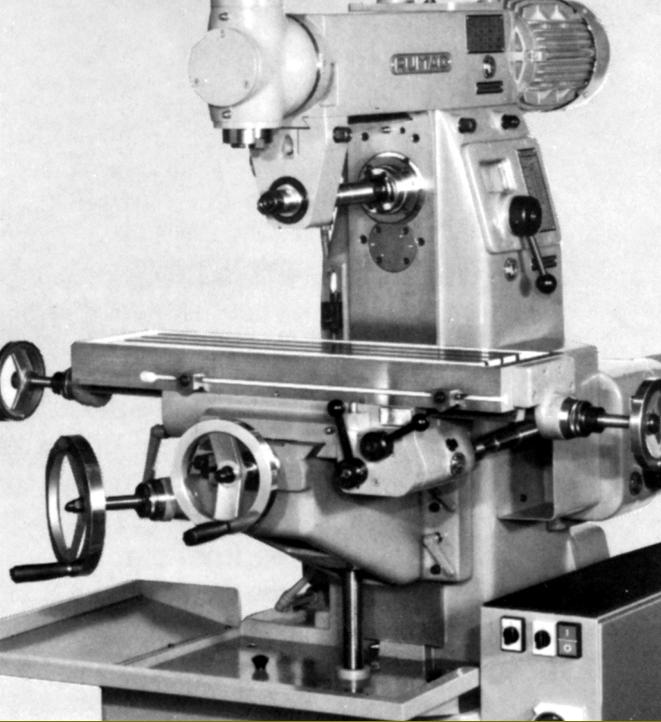
Three tables were available: 450 x 150 mm with just a single, central T slots and travels of 250 mm longitudinally, 140 mm across and 350 mm vertically, Next was a 650 x 180 mm with three T-slots on 50 mm spacing and travels of 320 mm longitudinally, 110 mm across and 350 mm vertically. Largest of all was a 700 x 200 mm unit, again with three T slots (but this time on 45 mm spacing) and with travels of 400, 110 and 325 mm for longitudinal, across and vertical respectively. As on the Company's smaller machines each table-feed axis could be driven by a handwheel, a quick-action lever or even, at extra cost, fitted with both systems. Although the two smaller tables were limited to feed by hand only, the largest could be fitted with power feed, with four different types of operation: "S", "SE", "SKE" and "SEP". On the "S" the drive came from a 3-speed (700, 950 and 1400 r.p.m.) motor flange mounted against the rear of a gearbox itself fastened to the right-hand face of the miller's main column. Connection from gearbox to knee was by the usual type of universally jointed and splined shaft, the system producing (on all versions) nine feed rates of 16, 22, 32, 63, 90, 125, 250, 350 and 500 mm per minute. On the basic system (as used on the "S"), disengagement was by mechanical trip stops, the "SE" adding a high-speed return function with control by electrical push buttons. Intended for simple, repetitive production work, the "SKE" had a lever-operated table quick-return, with an automatic re-engagement of the feed when the lever activated a trip cam at the end of its travel. Similar in function to the "SE", the "SEP" was equipped with program control of the table's movement - though this was of the very simple kind that gave a rapid approach followed by a slow feed for the cut and a return at high speed.
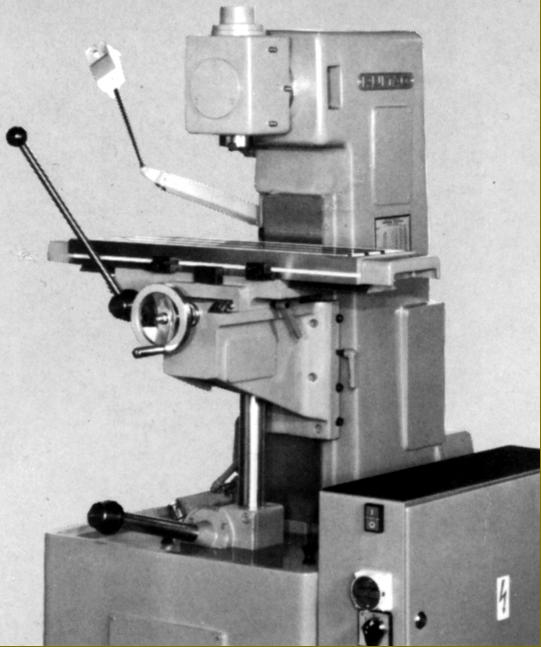
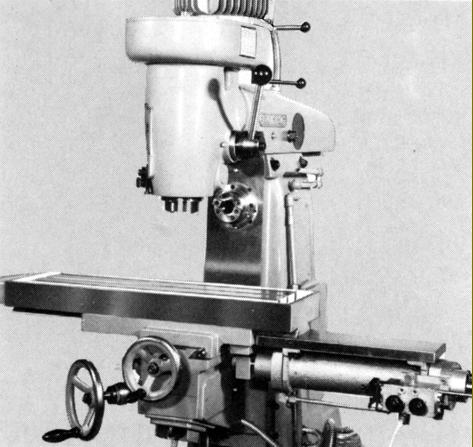
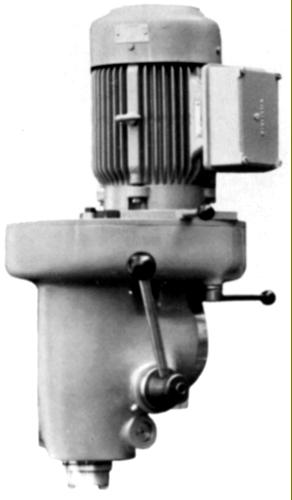
Limited in its usefulness by the absence of a quill feed on the head, the standard vertical miller was given the model designation RFV-415 (though as an alternative the customer could choose instead the horizontal model and specify the fitting of a Type VK self-motorised, high-speed vertical head. This had a lever-action, 75 mm travel quill and 6 speeds of 1000, 1600, 2000, 2500, 3150 and 5000 r.p.m. - or optionally, 125, 250, 500, 1000, 2000 and 4000 r.p.m. - and was thus able to tackle a wide range of jobs from fly-cutting to the use of small milling cutters and co-ordinate drilling. Another option was the VG-O self-contained ram head, a unit introduced in the mid 1970s, that had a motor flange mounted against its rear face connected to an enclosed, oil-bath gearbox - the whole unit also serving as a replacement overarm for horizontal work. Unfortunately, although the head could be swivelled through 90° each side of vertical, and had nine speeds of 80, 160, 250, 320, 500, 700, 1000, 1400 and 2800 r.p.m., the quill on this, the smallest version of the VK type, was fixed..
|
|