|
Of unusual configuration and design for a watch lathe, the origins of the little 2-inch centre height Pennant lathe are, at present, unknown. However, all examples so far discovered have been in the United States, though one has been found badged C. Stiefelmayer Esslingen a/N--so a possibility exists that the Pennant might be of German manufacture.
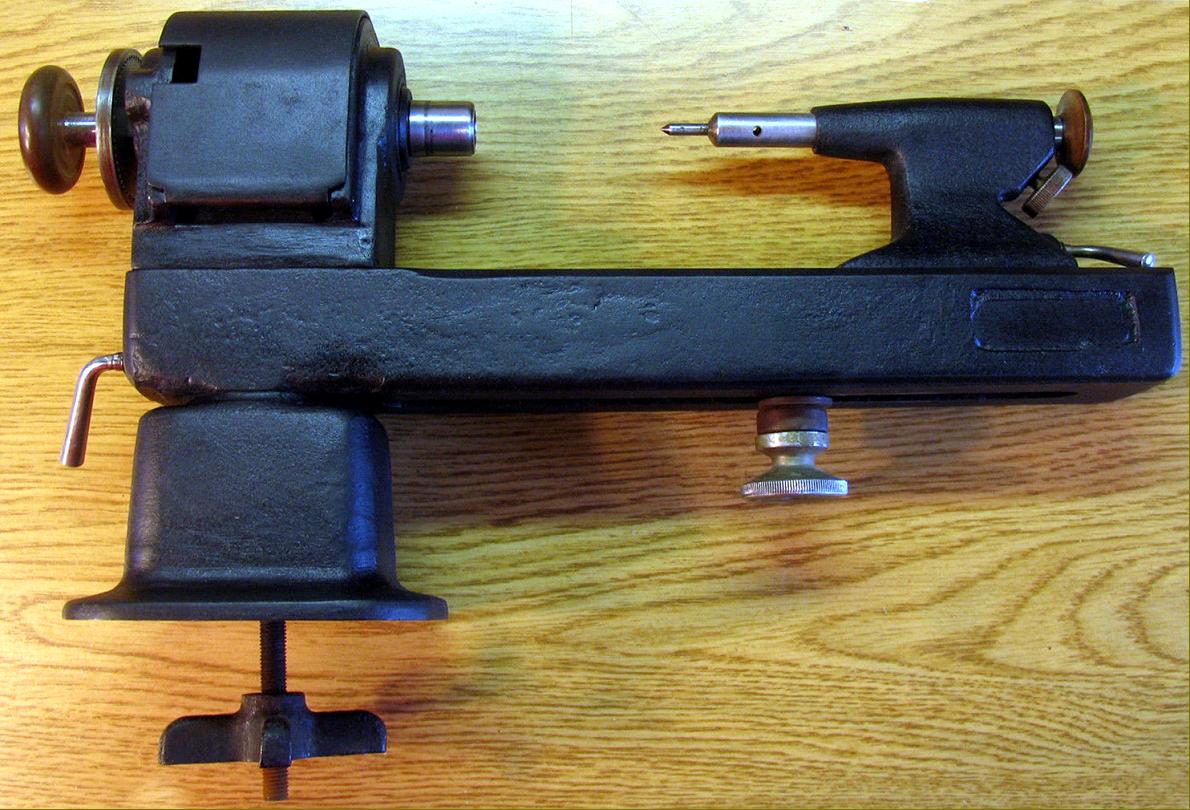
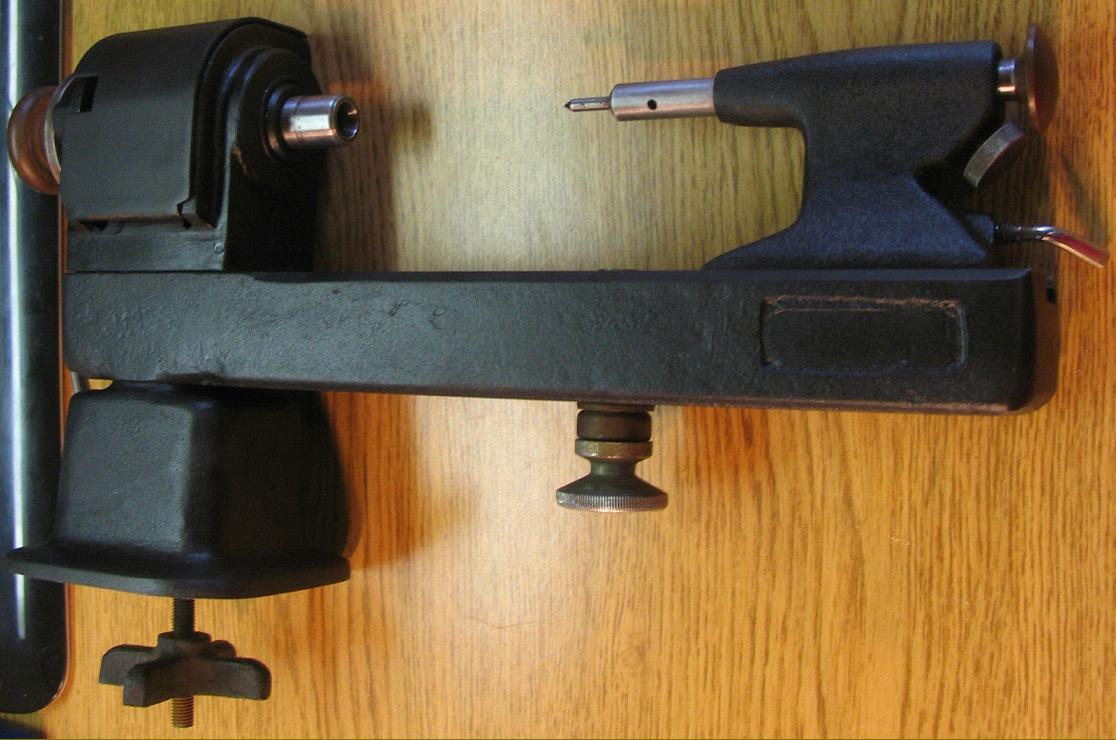
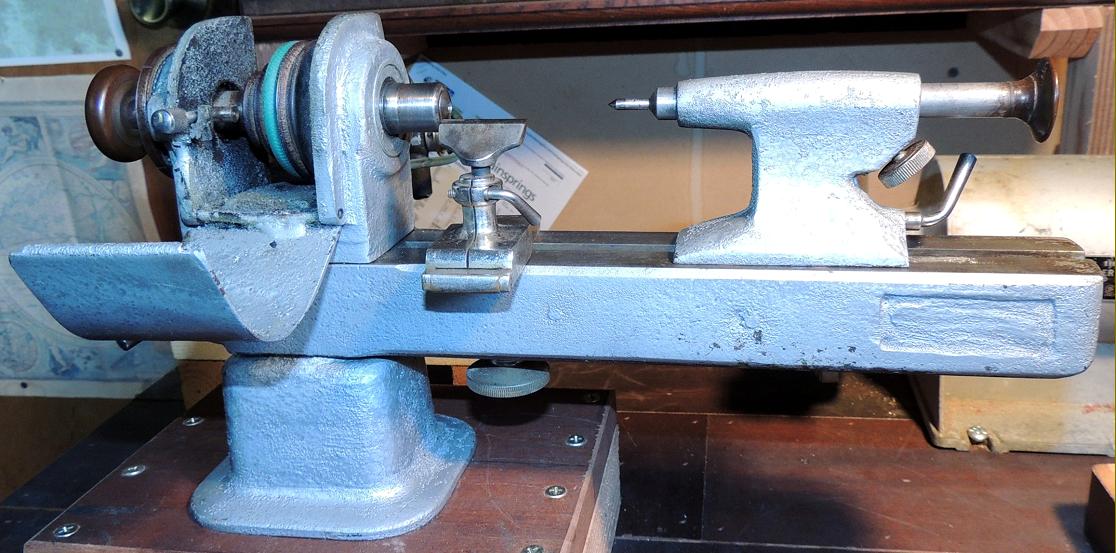
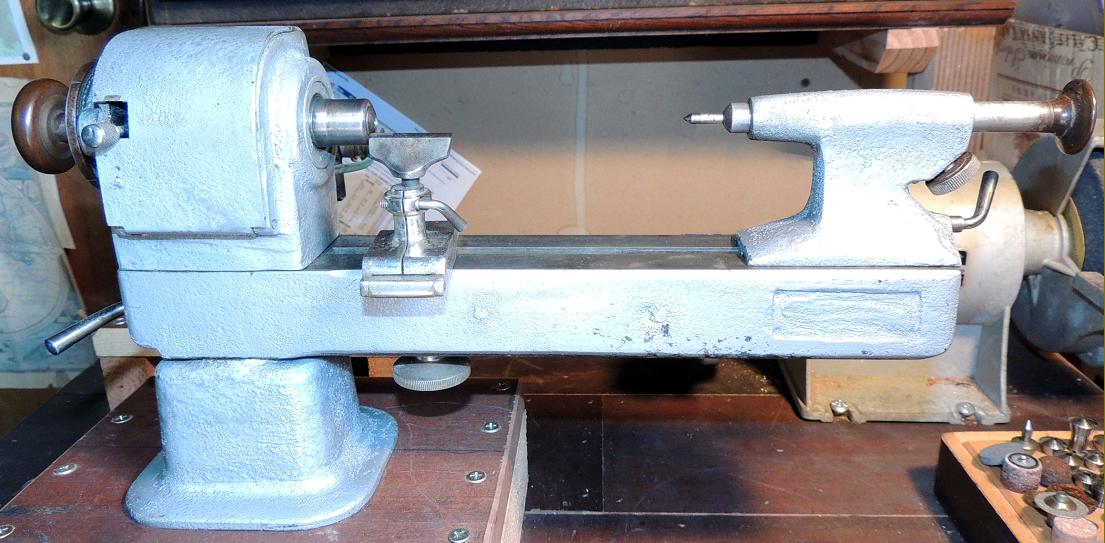
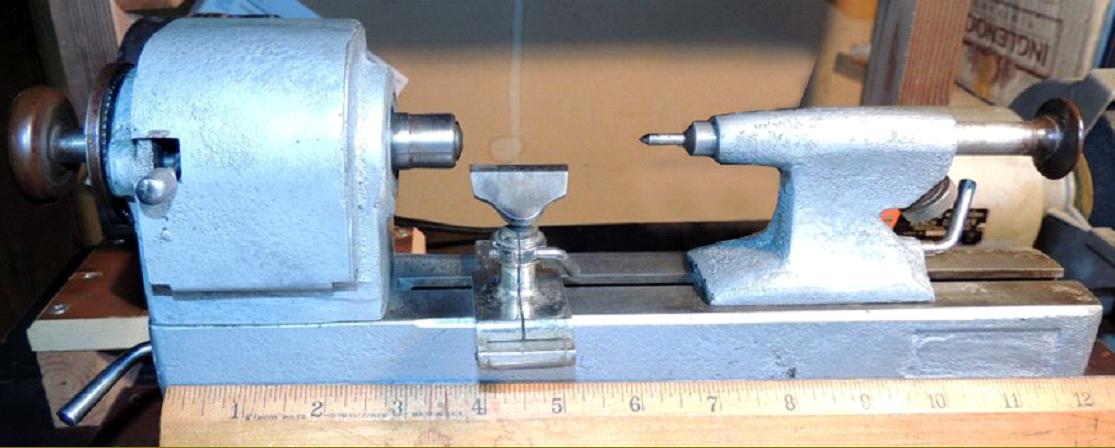
Obviously designed with clock and instrument-making duties in mind, the lathe was 12 inches long, stood 7 inches high and admitted around 6 inches between centres. It was constructed in cast iron, the finish of which, for a small precision machine, might be considered as leaving something to be desired - as did the overall appearance about which one owner wrote, accurately, as being ugly. However, the maker's paint finish, a lovely "crackle black" was, until the late 1950s, considered almost de rigueur for high-quality industrial items and perhaps, to modern eyes, that is the problem. Although condemning its cosmetic appearance, in use our owner found it commendably accurate and, being equipped with a range of collets and other accessories, says the he managed to achieve some excellent results. Flat-topped, with a central slot to locate the tailstock and other fittings, the bed was cantilevered from a single foot beneath the headstock - on which both it, and the headstock, could be independently swivelled.
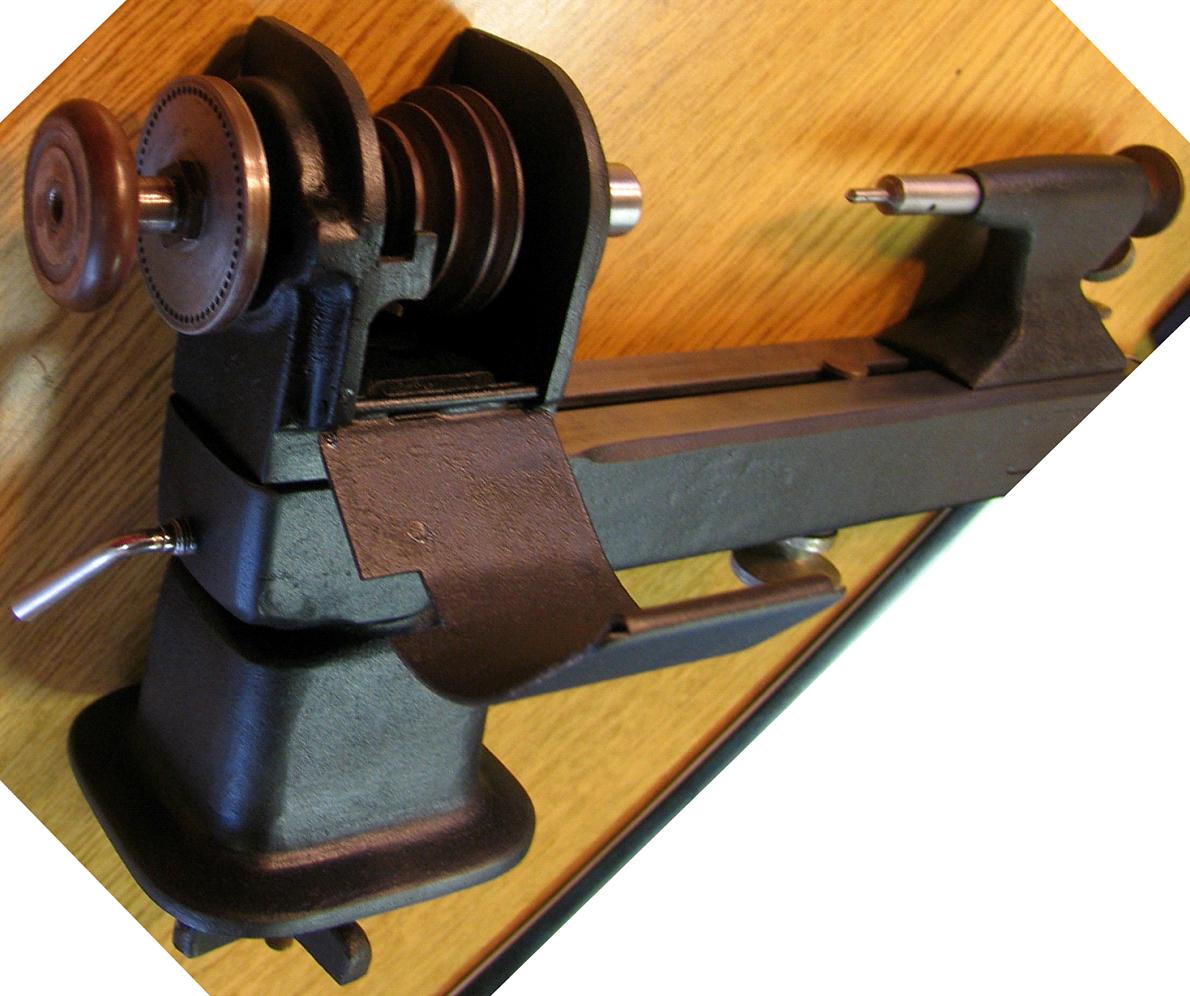
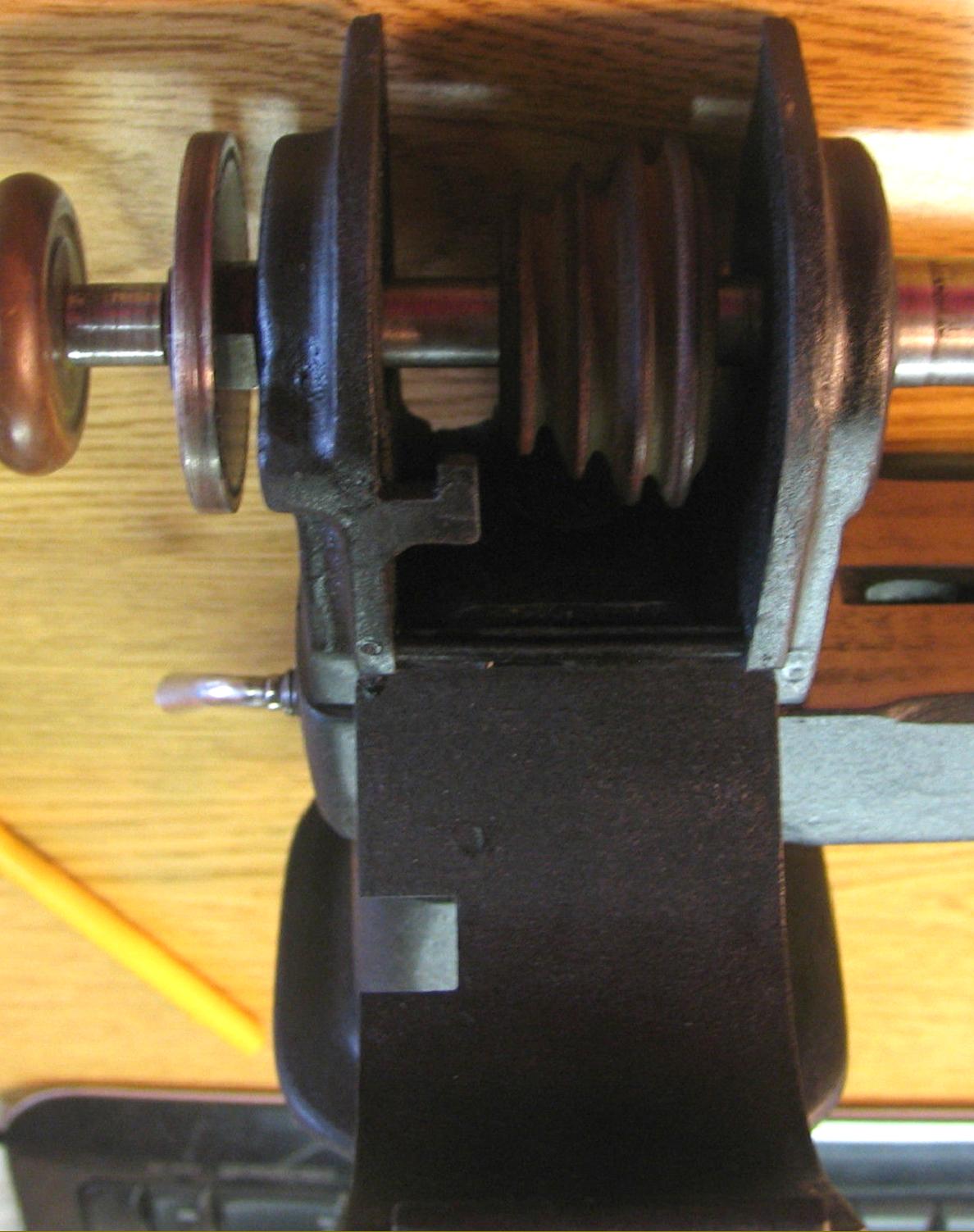
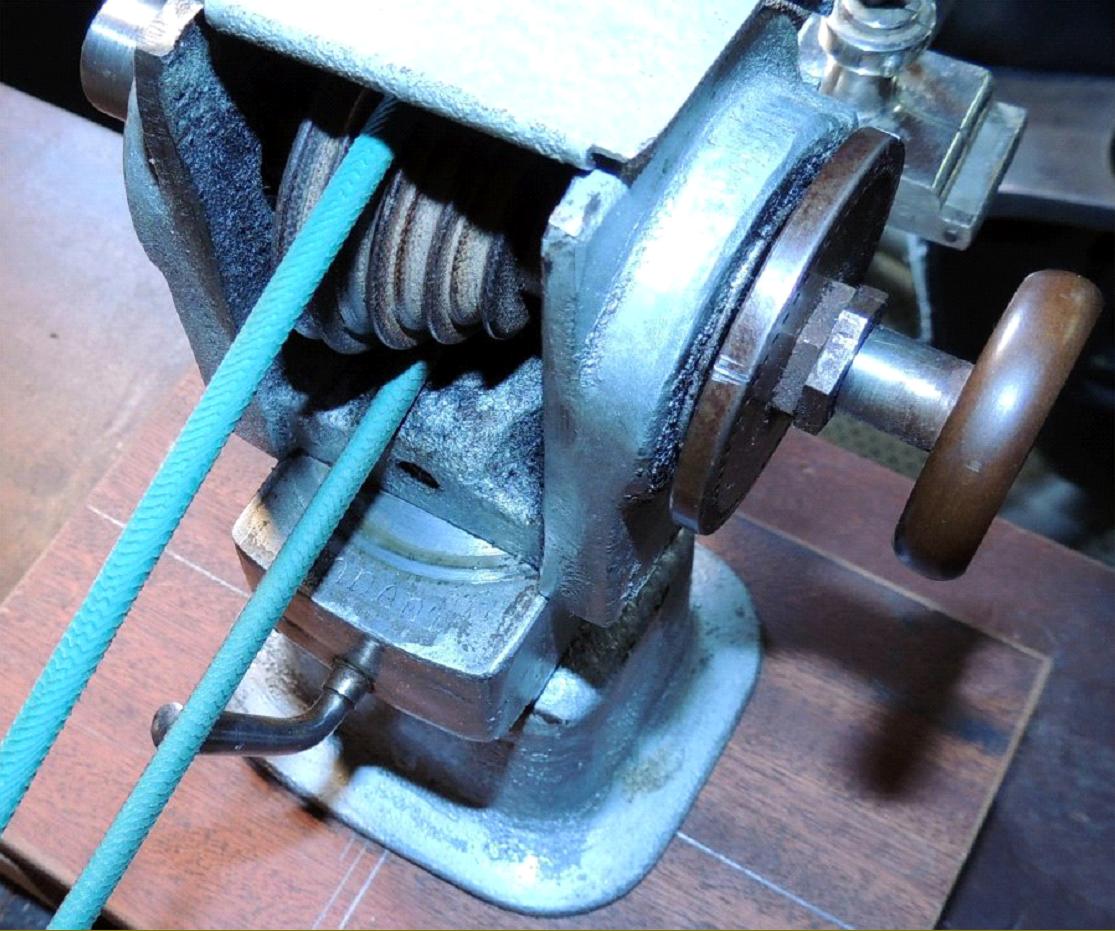
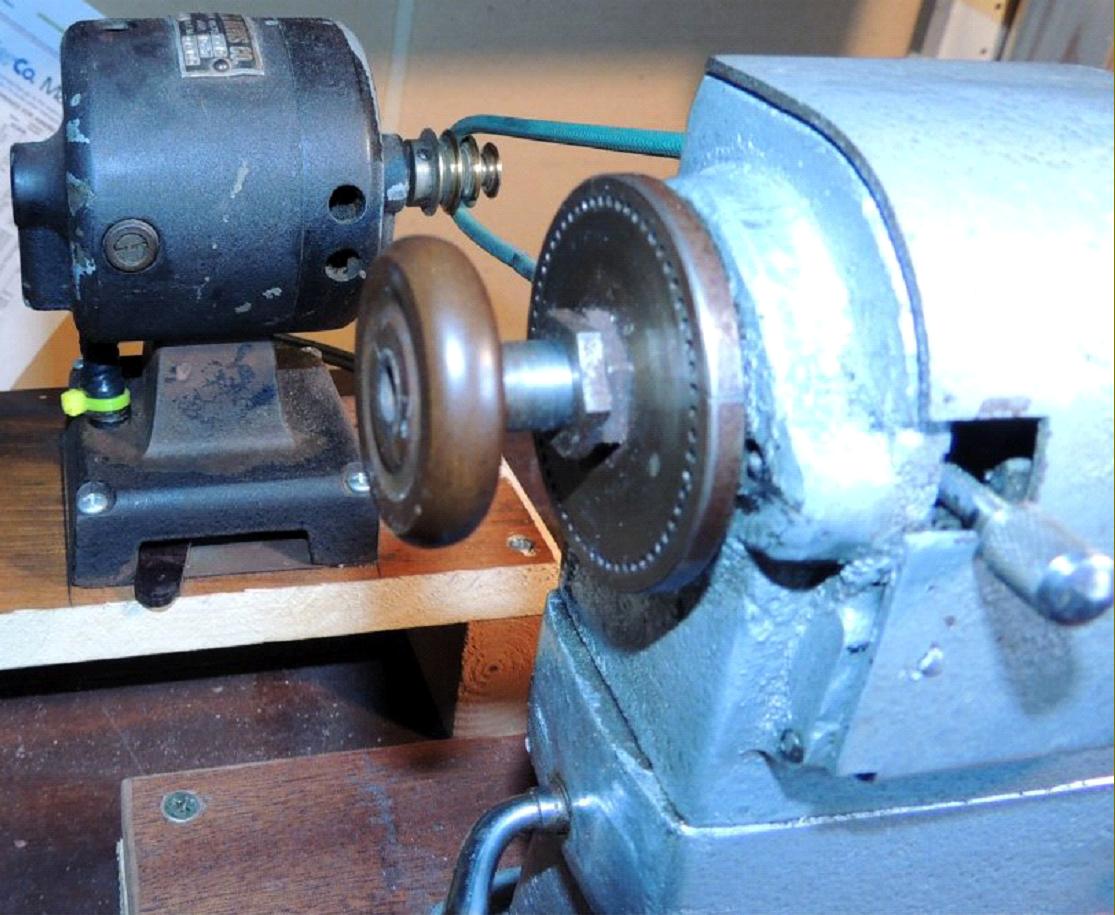
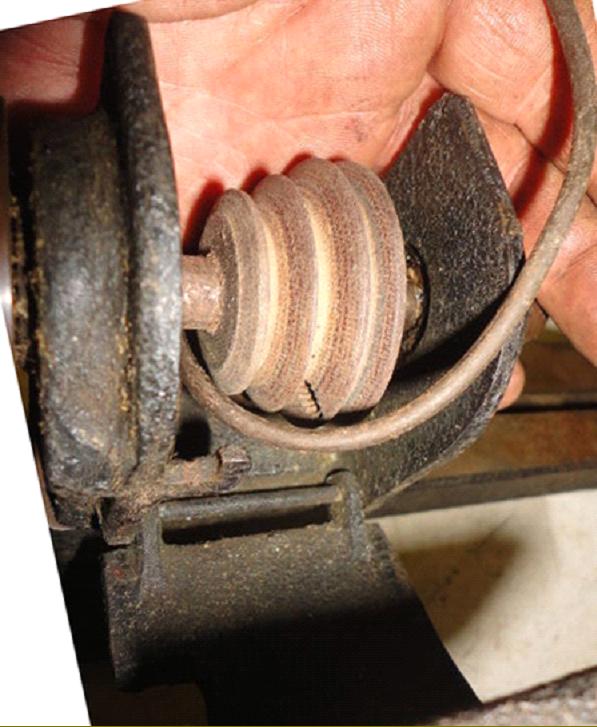
Able to accept only 8 mm collets and collet-mounted fittings (the nose not being threaded), the spindle carried a 3-step pulley in a hard fibre material that appears to be similar to Garolite-C. Phenolic resin and cotton - which, I understand, pulleys used on boats are still made from. The drive would originally have been either round leather or the very much more efficient Polycord type - that can be ordered here in any length required and in a number of material diameters.
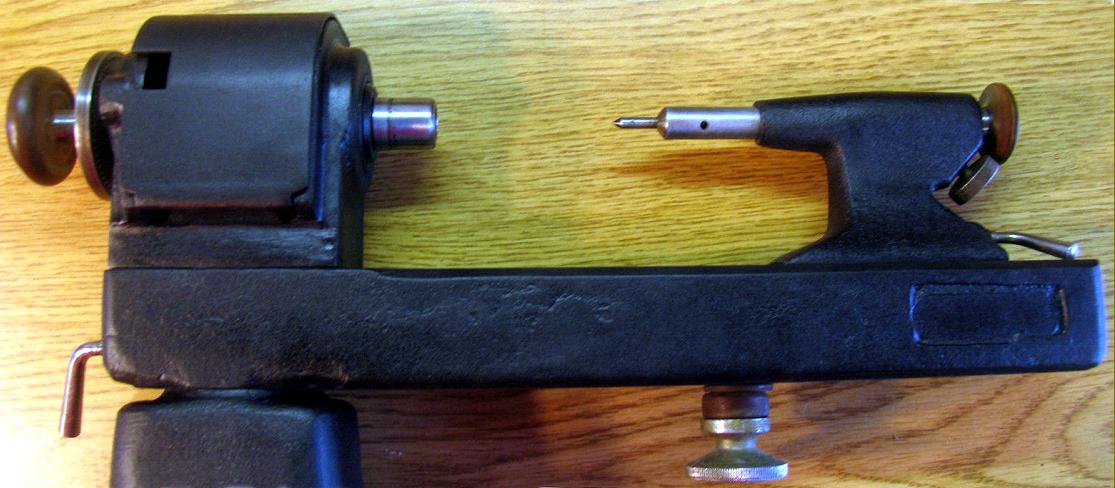
The belt drive was guarded at the front by a simple, front-hinged cover that simply swung up and hooked over the top of the headstock. For indexing work, instead of the usual method of drilling a ring of holes in the face of the largest headstock pulley, on the Pennant a separate 60-hole metal plate was fitted to the outside of the spindle and retained by a nut - this method allowing alternatives to be fitted with relative ease. The head of the indexing pin passed through the headstock casting from the inside, the pin being supported by a small lug on the inside of the casting and protruding through the headstock's front cover.
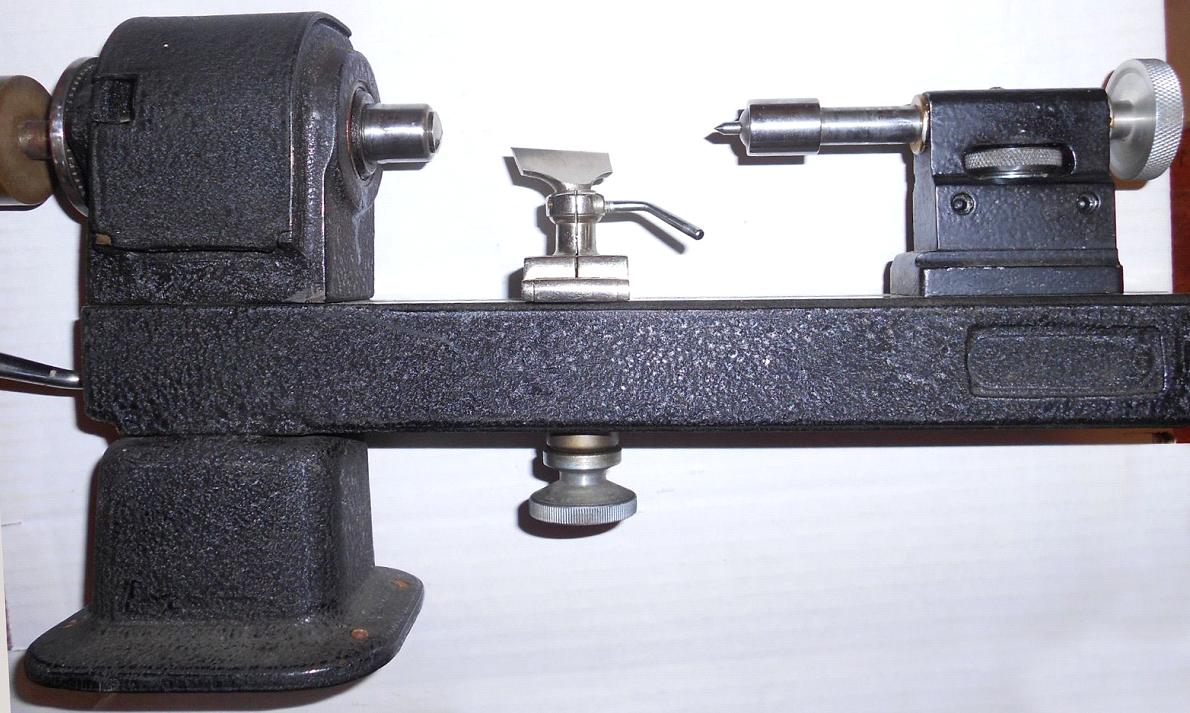
The spindle bearings were just a commercial grade of ball race, a cartridge bearing of the type 201KLD (that's 12 x 32 x 12.75mm) being found in one example and still available. Unfortunately, no surviving examples so far discovered have been complete with the maker's countershaft but, if one was supplied, it would in all likelihood have been a simple affair lacking any form of quick adjustment for belt tension. Also missing are details of a compound slide-rest assembly; again, if one was offered is uncertain - but a flip-up T-rest was part of the standard equipment and a range of draw-tube retailed collets and other spindle fittings were available.
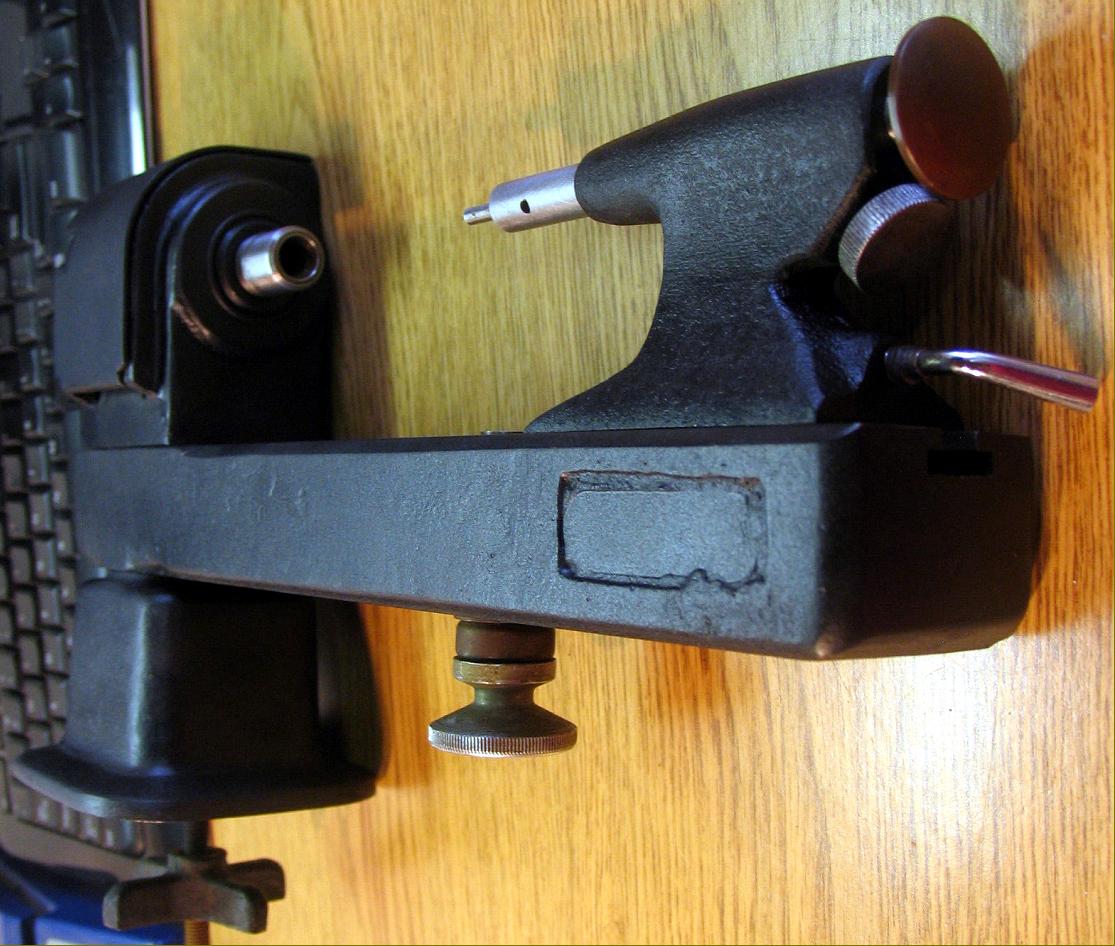
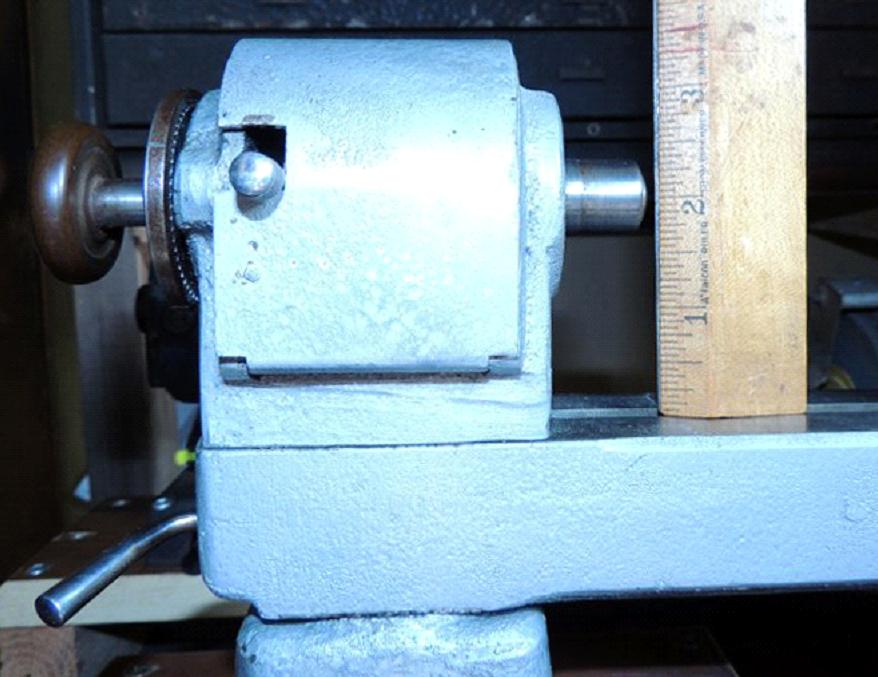
Two quite different versions of the tailstock have been found: one with rounded styling locked to the bed by an eccentric T-bolt controlled by a lever protruding from the end face of the casting and fitted with a simple "push" spindle; the other tailstock, with very rectangular lines, was held to the bed by a direct-acting, screw-operated knurled nut nestling in a cut-out beneath the screw-driven spindle. The "push-type" spindle with its fixed centre (shown in the picture immediately below), was locked by a direct-acting screw with a large, knurled-head that impinged on it at an angle from beneath the casting at its right-hand end.
Should any reader have a Pennant lathe - and in particular any literature about them - the writer would be very interested to hear from you. Pictures continued on page 2
|
|