 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
mail: tony@lathes.co.uk
Home Machine Tool Archive Machine-tools Sale & Wanted
Machine Tool Manuals Catalogues Belts Books Accessories
Patrick Lathes
Patrick "Wonder", "Standard", Popular & Special Lathes
A One-family-from-new Patrick
Manufactured at Penraevon Place and then in Swinnow Lane, Bramley, Leeds, production of Patrick lathes was concentrated between the First and Second World Wars. A wide range of both very simple plain-turning models - the "Wonder" - and more ambitious screwcutting models, such as the "Popular" and 41/2" x 16" gap-bed "Standard" and "Special" were produced, the firm claiming that over 40 different styles of our 41/2" lathe are made to suit every requirement. Happily, numbers of these lathes have survived, many in original condition and some with just one-family ownership from new.
A particularly ambitious model was 26.5-inches between centres "Special", a lathe equipped with power sliding and surfacing feeds, reduction gearing in the apron for hand traverse, backgear, screwcutting and an Acme-form leadscrew with clasp nut engagement - a specification that would have made it a genuinely useful in any repair workshop. However, competition in this sector was fierce and few appear to have been sold with, in recent years, only one survivor being found. At the lower end of the market, with numerous advertisements taken in the model-engineering press during the 1920s (they began appearing soon after the end of WW1 in 1918), the company appeared to enjoy greater success and their lesser models are relatively common.
Steadily evolved to become stronger and more capable (resulting in a confusion of design features and models), all Patrick lathes were designed to suit the pocket of the (relatively) impecunious amateur and were of conventional specification and ordinary quality. However, in comparison with their competitors, for example Portass in Sheffield, Patrick did attempt to offer a slightly better specification than was usual in the class with, for example, the frequent use of split nuts to grasp the leadscrew instead of the more usual - and much cheaper - dog-clutch. Another feature employed on many screwcutting Patrick lathes was a second small swing bracket on the changewheel drive to allow the insertion of an extra gear to generate left-hand pitches. Another advantage of owning a Patrick was the range of accessories: while other makers of small lathes offered the usual fixed and travelling steadies few bothered to list, like Patrick, a robust swivelling milling slide, toolpost grinder, draw-in collets for the spindle, a capstan unit for production work, headstock-mounted collets and (almost unbelievably) a gear-cutting (wheel-cutting in clockmaker's parlance) attachment.
With its typically English-style, flat top and square edges the bed might have meant easy production and subsequent regrinds but the narrow, wingless saddle (only as wide as the cross slide) had a minimum bearing area against the rear shear and would have been both less stable under heavy cuts and likely to have promoted quicker wear than one designed along traditional lines. Also typical of English practice, the T-slotted cross slide was designed to allow the easy mounting of a milling slide or other accessories - a great advantage in a machine that would have been pressed into use for a wide variety of tasks. However, when using a vertical milling slide as much cross-slide travel as possible is required - yet the Patrick always had its cross-feed screw thrust plate flush with the end of the casting instead of being 'spaced out' - thus severely restricting travel. Both top and cross slide lacked any form of micrometer dial, making life even harder for the inexperienced operator. Interestingly, because the lathe had a rather generous centre height for its overall dimensions, the makers had to indulge in some creative engineering to get the cutting tool up to centre height. Their interesting solution, instead of using just a thicker cross slide castings, was to mount the top slide on a (square-based) raiser block fitted with a circular T-slot that allowed rotation through 360 degrees.
Screwcutting versions could be supplied with or without a backgear, the remarkably large 3/4"-bore headstock spindle running in simple, spilt plain bearings of which several have been discovered with white-metal (babbit) rather than bronze liners.
With a barrel-feed arrangement identical to that used on a Myford ML7, the No. 1 Morse tailstock, could be set over for taper turning - but the with barrel clamped by the crude method of a screw bearing directly against it.
Some high-resolution pictures - may be slow to open
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
1921 and Patrick announce their basic "Popular" and "Special" models. The "Special" was a top-of-the-range offering with an unusually heavy stand, a proper geared apron (providing power sliding and surfacing) and an especially long bed. Note the robust swivelling milling slide and toolpost grinder.
More than one version of the Popular was manufactured, some having a detachable headstock others with bed and headstock cast as-one.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
A rare survivor--a Patrick "Special" in original, unmodified condition
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
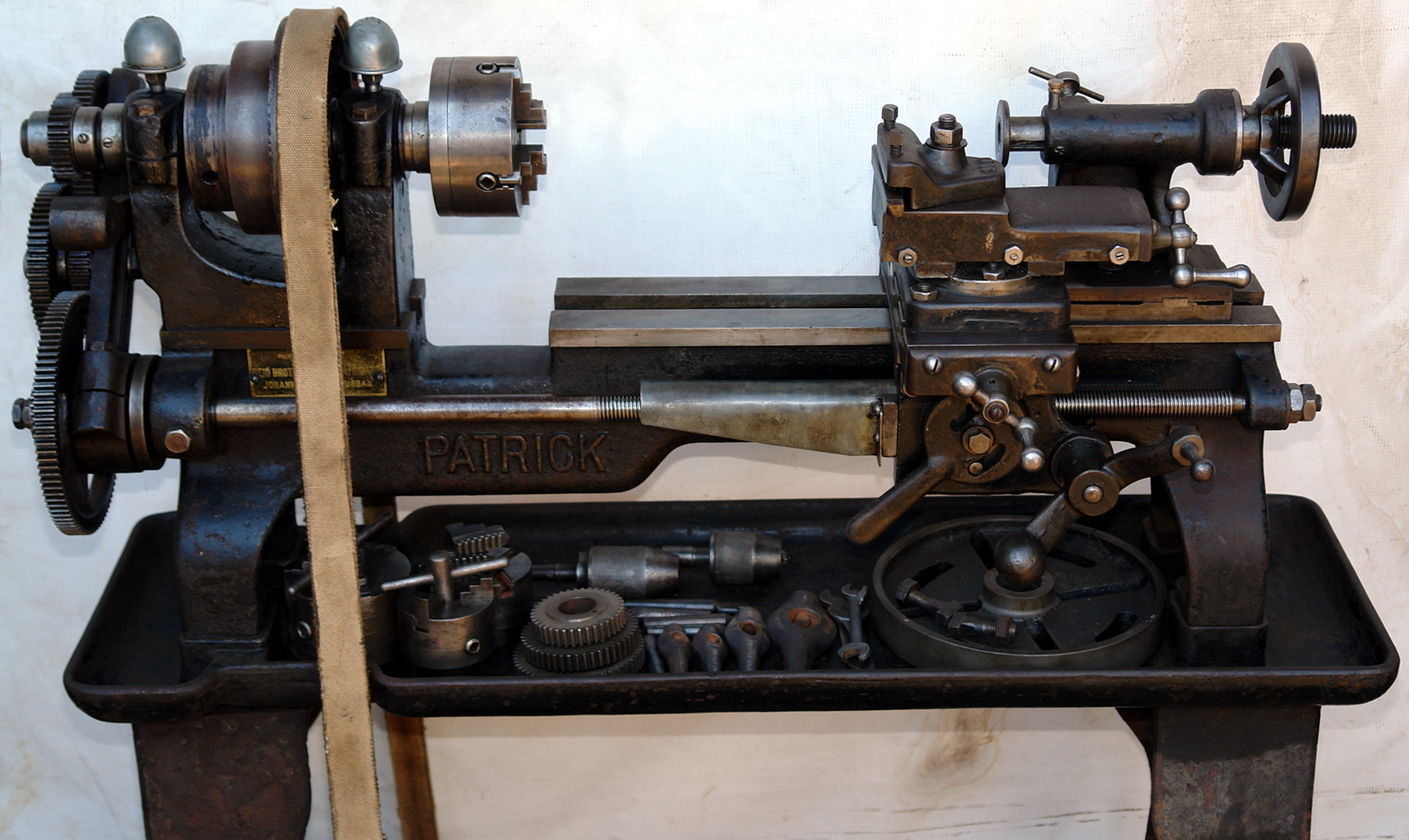
Extremely rare in this condition, a beautifuly original and unrestored 4 1/2" x 16" gap-bed screwcutting Patrick from the 1920s. This model is without backgear, an omission that, whilst it saved the original owner money, resulted in a compromised lathe that lacked versatility.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Treadle stand. Although small electric motors were widely available pre-WW2 they were expensive, often adding 25 to 40% to the cost of a new machine. One slightly cheaper option - and essential where there was no electricity supply - was the ubiquitous treadle drive.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Although of sound construction - and heavy build - the lathe was still built with an eye to economical production and penny-saving: no micrometer dials on the feed screws, only three gib strip adjustment screws
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
In many respects the Patrick resembled the equally utilitarian lathes manufactured by the Relm Machine Company
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
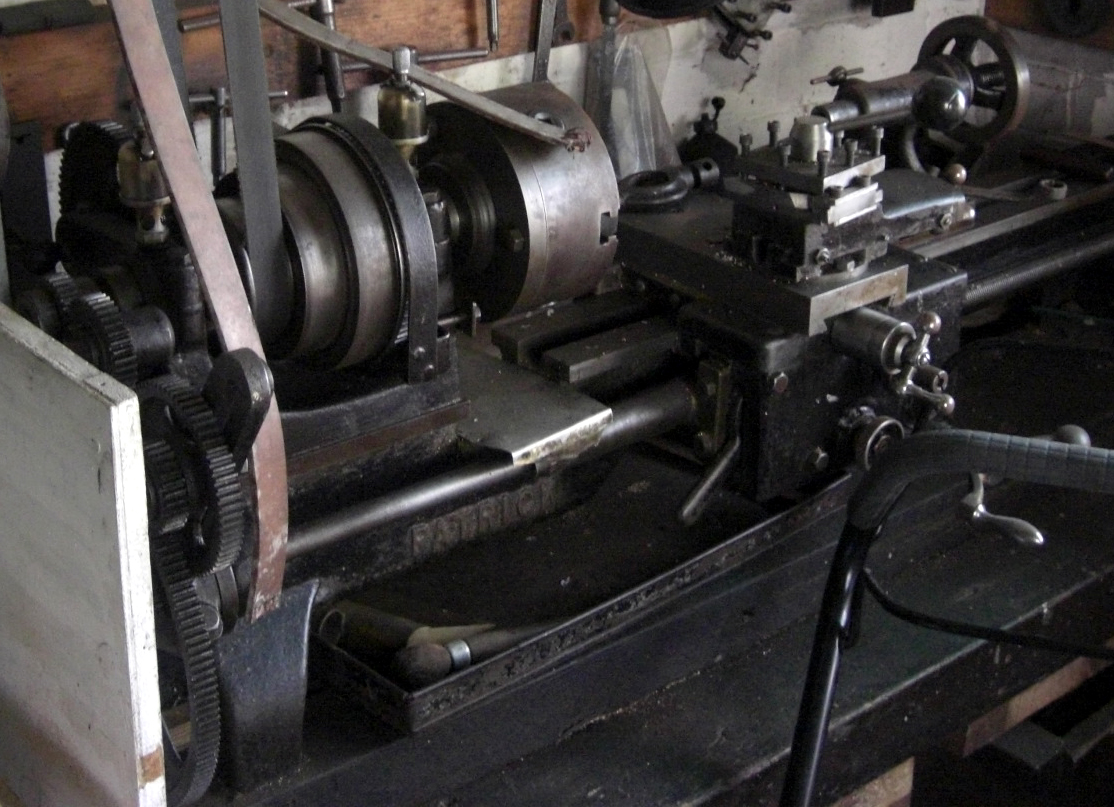
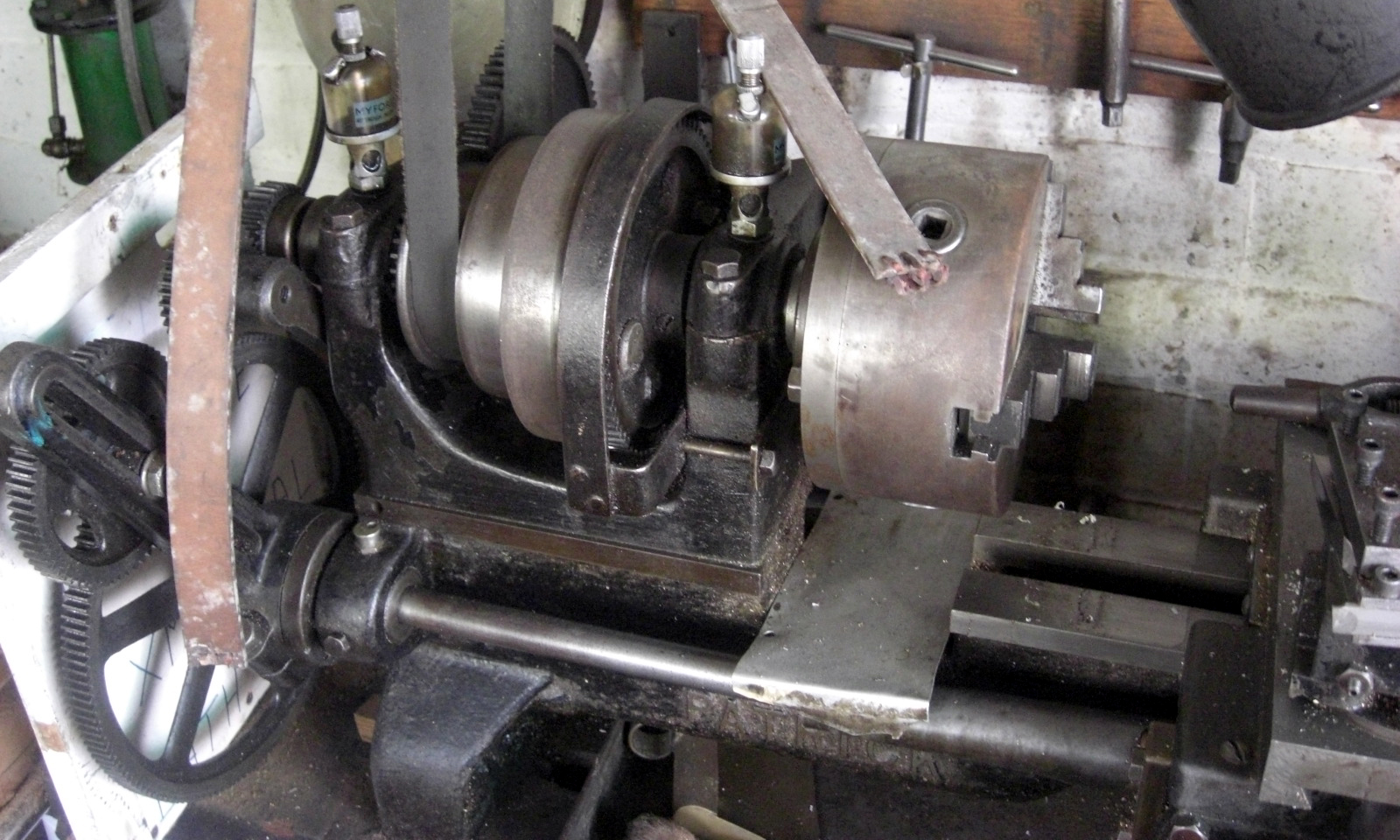
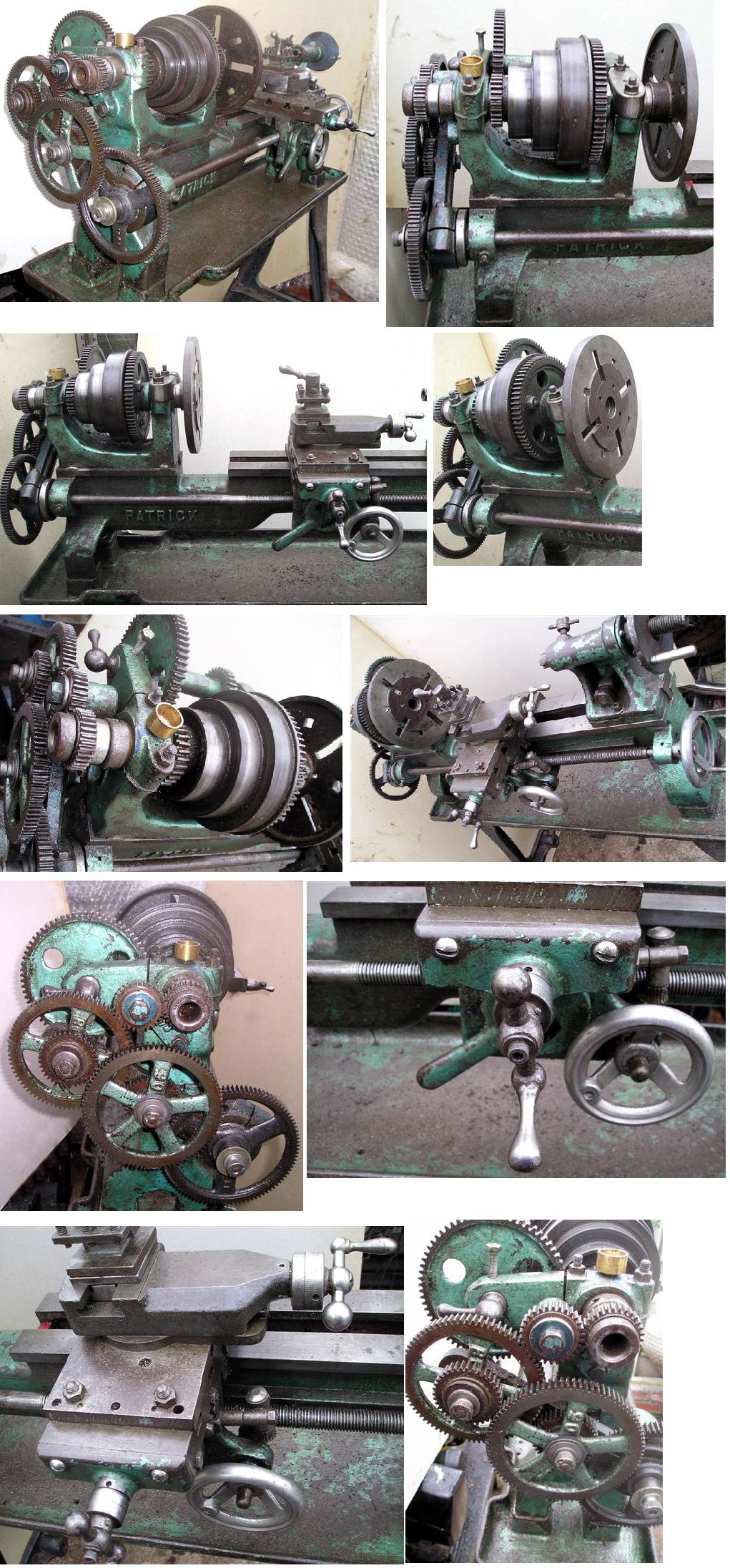
Almost certainly built in the late 1920s or early 1930s, and showing some improvements over the earlier model, this 4" x 16" gap-bed, backgeared Patrick has a headstock pulley to take inch-wide flat belt in place of a round-rope "gut drive", a more robust, rectangular-form apron with a geared drive direct onto the leadscrew and a heavier changewheel bracket. It has also been neatly adapted to carry a Boxford top slide--the carriage and leadscrew handwheels are also not original. Note the swing bracket on the changewheel drive to allow the insertion of an extra changewheel to generate left-hand threads.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
The top slide is from a Boxford
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The Patrick illustrated above and below is not completely original, nor complete: the headstock pulley has been changed from one using three narrow Vees (to take a round-rope leather "gut drive) to a standard aluminium V-type to take a Z-section belt - though later Patrick lathes did use cast-iron flat and V-belt pulleys. The carriage handwheel may not be the maker's - and the screwcutting changewheels are not in place.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
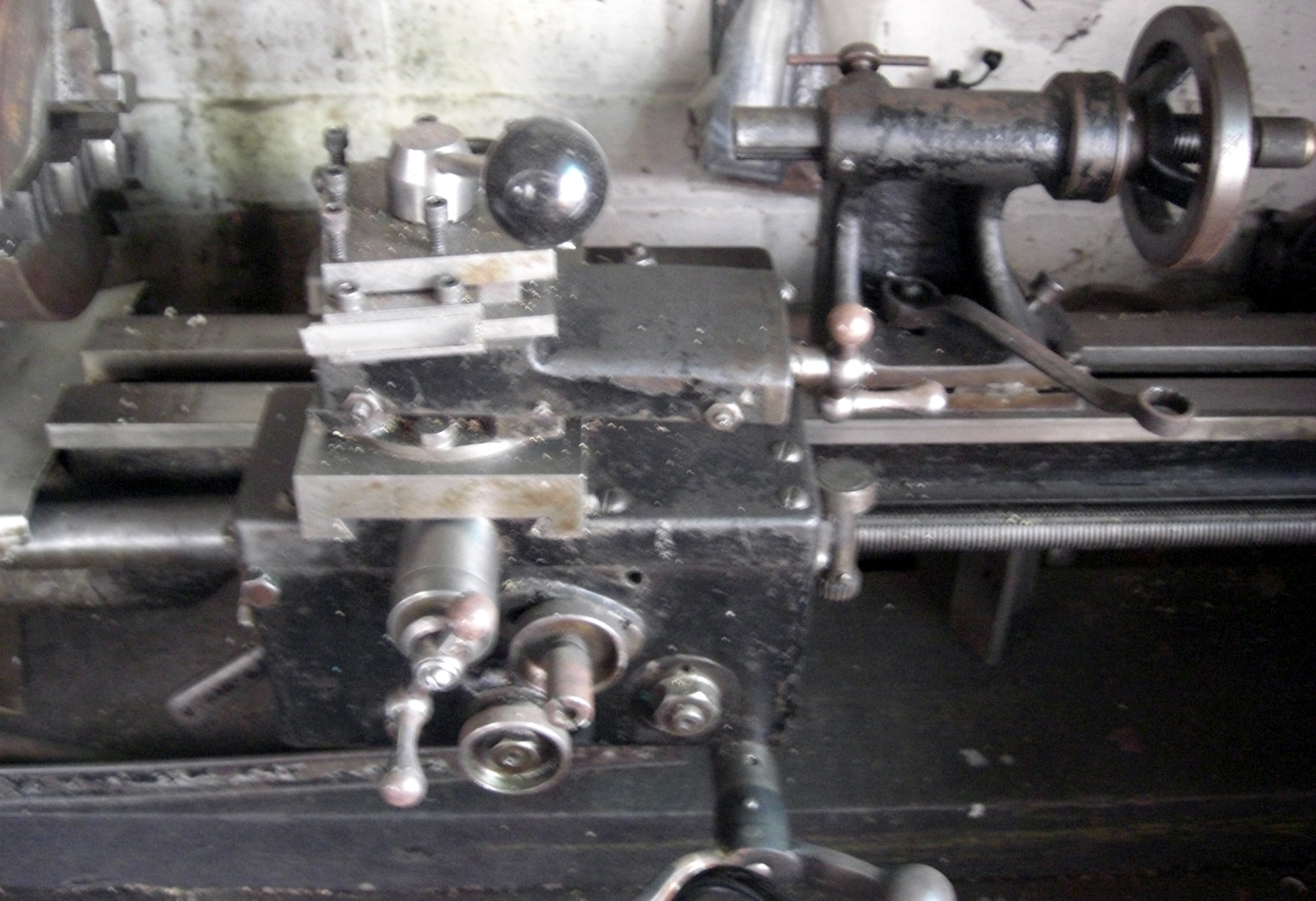
Because the lathe had a rather generous centre height for its overall dimensions, the makers had to indulge in some creative engineering to get the cutting tool up to centre height. Their interesting solution, instead of using just a thicker cross slide casting, was to mount the top slide on a (square-based) raiser block fitted with a circular T slot that allowed rotation through 360 degree.
Note that the block under top slide is bolted down across one diagonal only.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The tailstock barrel was threaded on its outer surface and passed through a threaded handwheel. The handwheel was retained by a two-part circular thrust washer located in a grove machined in the surface of its forward boss; an almost identical arrangement was employed for many years on the very popular Myford ML7
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Rear view of the tailstock showing the circular, two-part barrel retaining washer and the simple - and horrible - screw-in barrel clamp.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
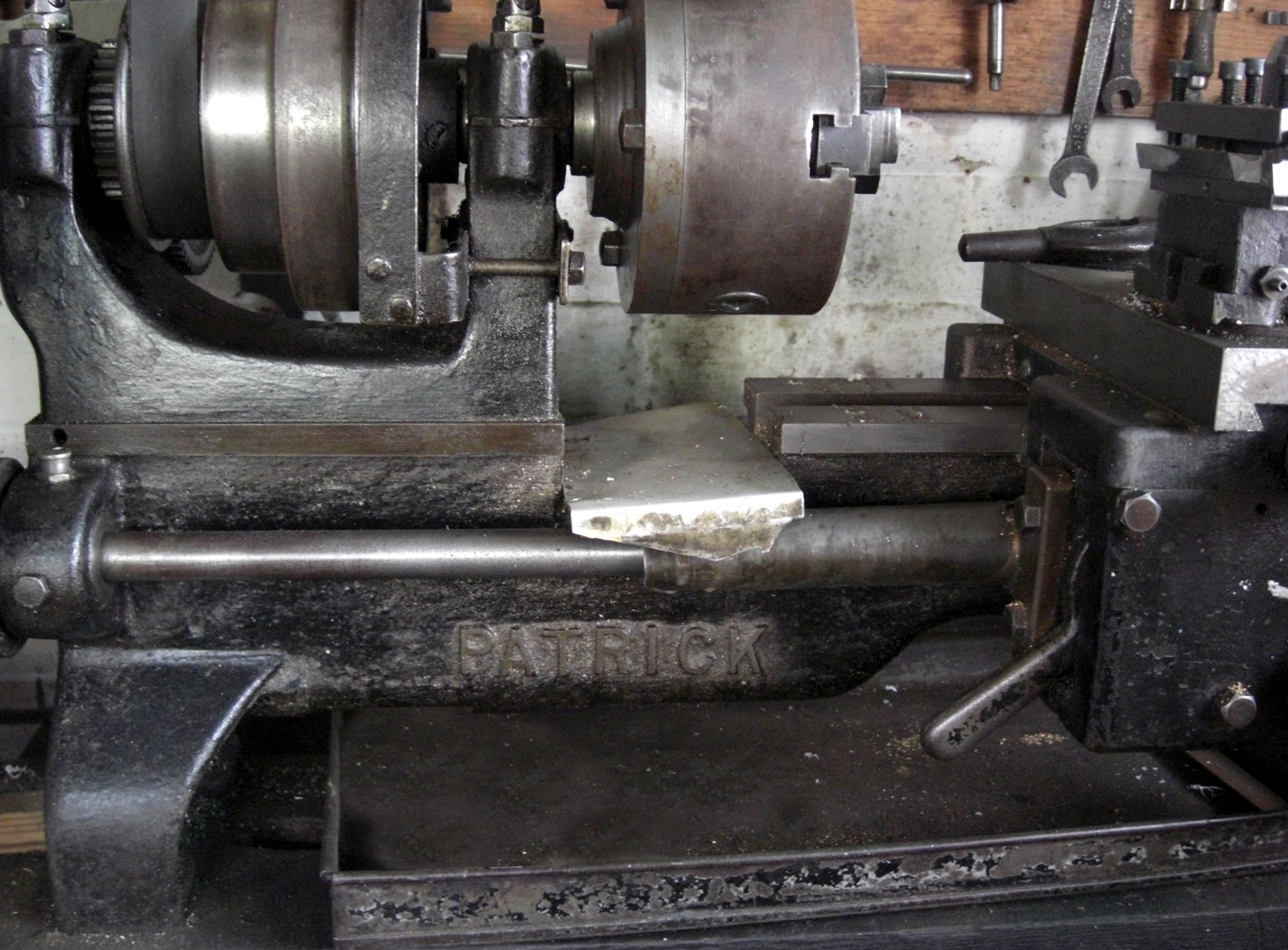
The square edge to the bed might mean easy production and a simple regrind - but the narrow, wingless saddle (only as wide as the cross slide) had a minimum bearing area against the rear shear and would have been both less stable under heavy cuts and likely to have promoted quicker wear than one designed along traditional lines.
|
|
|
|
|
|
|
|
|
|
|
|