|
Currently owned by Mike Fairfield in Kelowna, BC, Canada, this early Storebro Bruk lathe was, according to the seller, brought over from Sweden by the 'original owner', who had found a warehouse full of war-surplus equipment. Having used it in his Canadian-based engine-rebuilding business for around 20 years, he decided to return to Sweden and sold all his equipment to the property owner, who in turn sold the lathe, complete with tooling, to Mike. The conclusion is that the lathe (possibly built during WW2 or in the late 1940s) might well have enjoyed only 25 years of use.
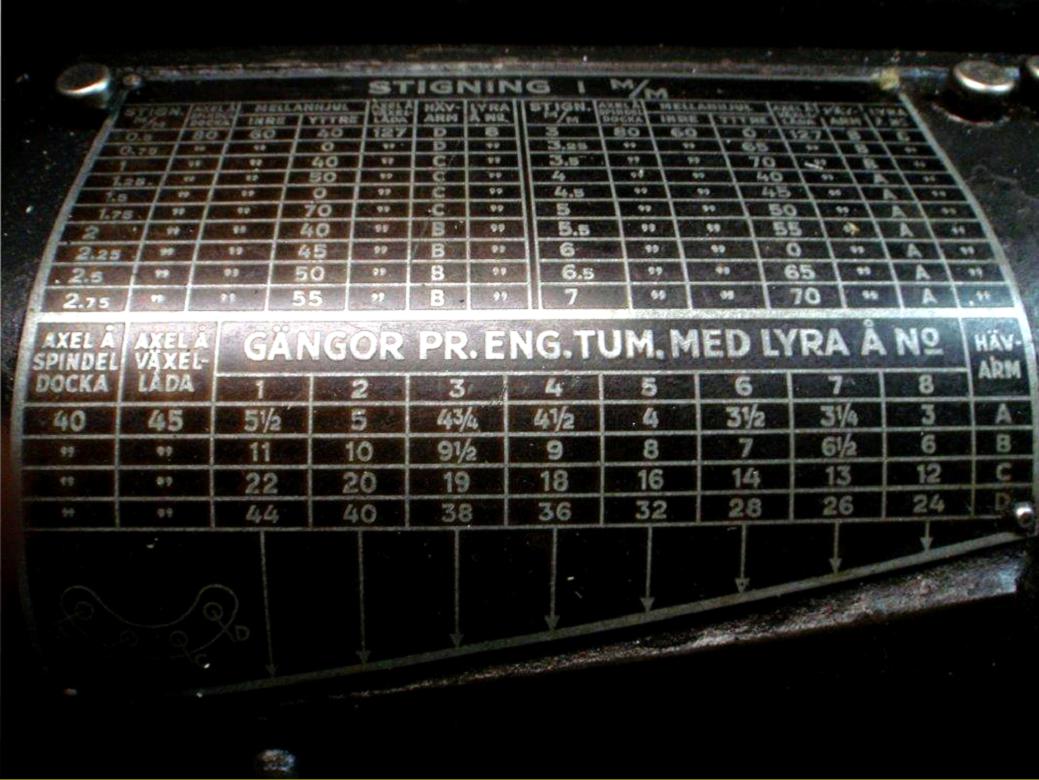
There are no manufacturer's labels on the lathe, nor rivet holes to indicate that such ever existed - though the Swedish Triple Crown symbol is stamped at the right-hand end of the bed, next to the Serial Number 2774. Charts for the quick-change screwcutting and feeds' gearbox are in Swedish, and show that it was set up for metric threading only. A machine of similar layout and some detailing is much more modern Ornmaskiner 185-GK - the bracing of the bed, shape of the tailstock casting and the reverse-pattern layout of the apron being virtually identical.
With overall dimensions of 75" long, 31" wide (including the carriage handles) and 52" high the lathe has a twin V and flat-way bed that extends some 56" from the front face the headstock. With a generous turning capacity - around 39" between centres and up to 16" in diameter over the bed, 14" over the carriage wings and 11" over the top of the carriage, there is also a removable bed-gap section nearly 10" long that allowing work up to around 22" in diameter to be twined on a faceplate - though the section appears to have never been removed. As the top slide is carried on a tall post (cast as-one with the cross slide) there is some evidence that this particular example has a centre height increased over standard - it being common practice in the past to offer a range of lathes from ordinary types, built to work hard within their capacity limits, to ones where, without any increase in the weight of the main castings, the intention was to allow larger diameter work of a lighter nature to be accommodated.
To insulate the headstock spindle from vibrations associated with gear drive, the electric motor and a 3-speed gearbox are remotely mounted inside the base of the machine. Drive from motor to gearbox is by a two-step V-pulley, the arrangement of course doubling the speed range - a locking quadrant on the front face of the cabinet near the floor is used to lift and lower the unit to allow to belt to be moved from pulley to pulley. Final final drive to the No. 4 Morse taper, 1¾" x 6 t.p.i. headstock spindle is by a pair of V-belts with a convntional form of backgear also fitted, though instead of the usual retractable pin to lock the pulley to the bull gear, there is a sliding pin that clamps to the bull gear itself. To engage or disengage the mechanism an 18 mm nut is loosened, the pin slid into the desired position and the nut tightened. The backgear is engaged or disengaged in the usual manner, through a lever on the left-hand side of the headstock. Combining pulley drive, speed-change gearbox and backgear, 12 spindle speeds are provided that range from a low of 57 to a high of 997 r.p.m.
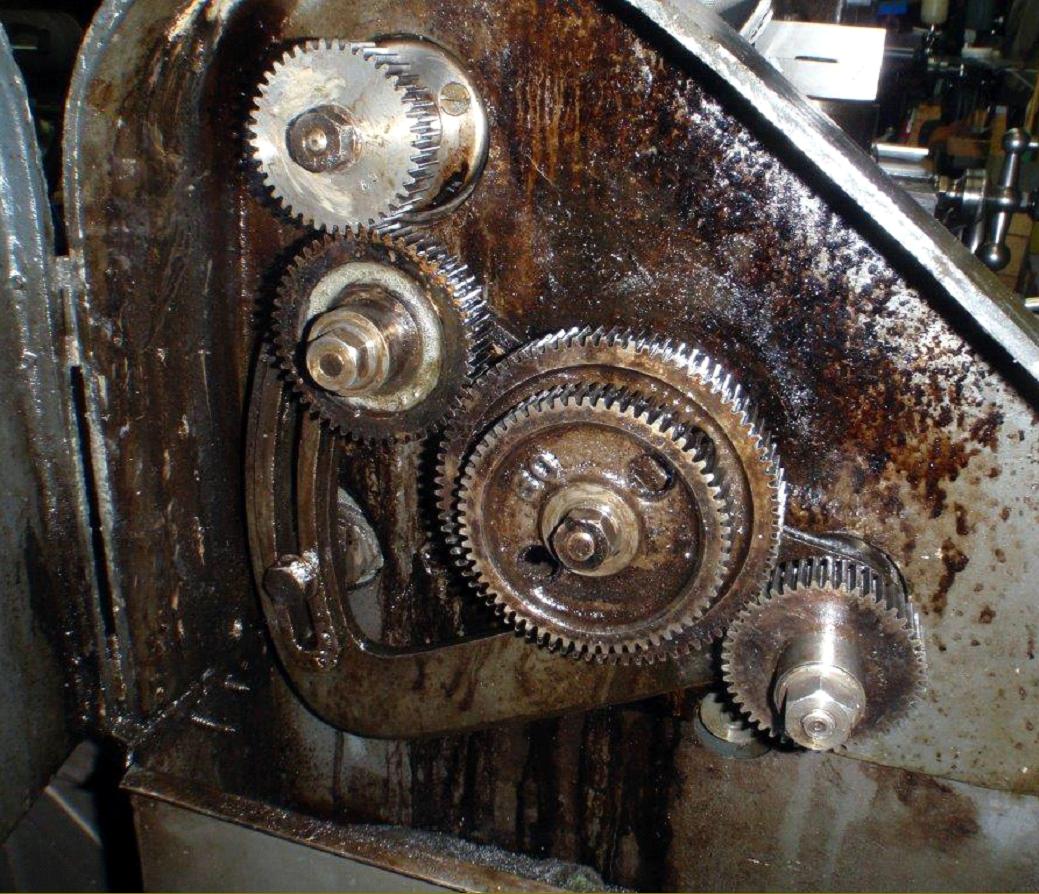
Although the lathe is set up for metric threads, the leadscrew is 4 t.p.i. (a not-uncommon feature of continental European lathes) with a 127t metric transposing gear (to give metric pitches) incorporated in the changewheel drive to the screwcutting and feeds' gearbox. An unusual feature of the screwcutting arrangements is that the upper shift lever is always shown on the thread chart in position 8, with pitches selected by changing the lower, four-position lever and manually replacing the changewheels (these all being packed in their original plastic bags and all but one still sealed). A lower chart on the screwcutting gearbox refers inch pitches with column headings calling for the 40t-and 45t gears having the same wording as the first and last columns in the upper, metric chart. It takes a while to remove the 127 and 80-tooth gears and fit a couple of idler gear between, but every thread tried measures correctly, the range giving 32 inch pitches that cover the most-likely-to-be-used range from 3 to 44 t.p.i.
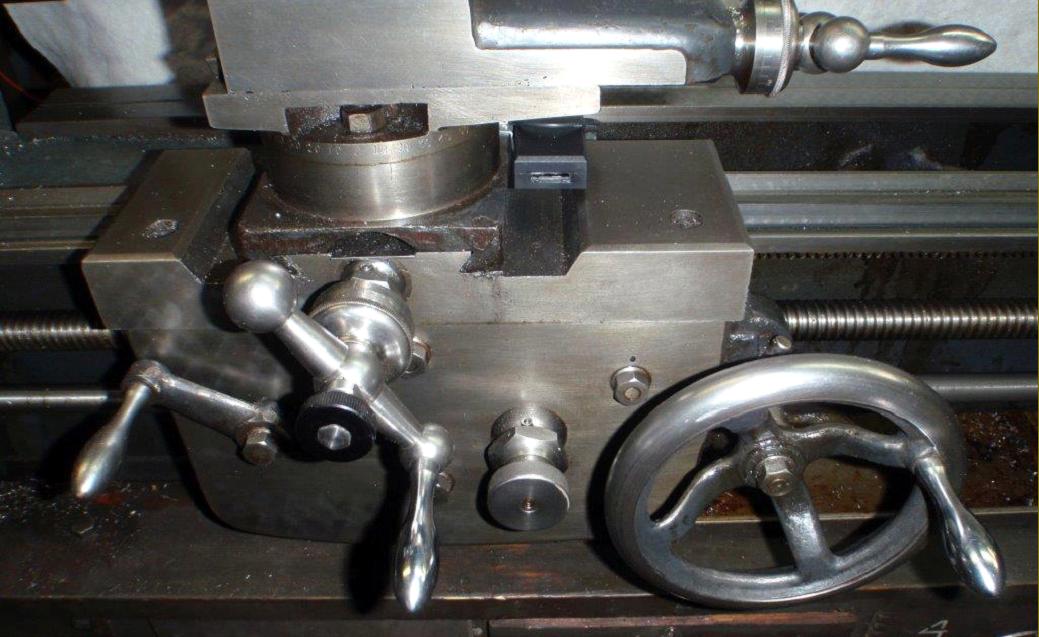
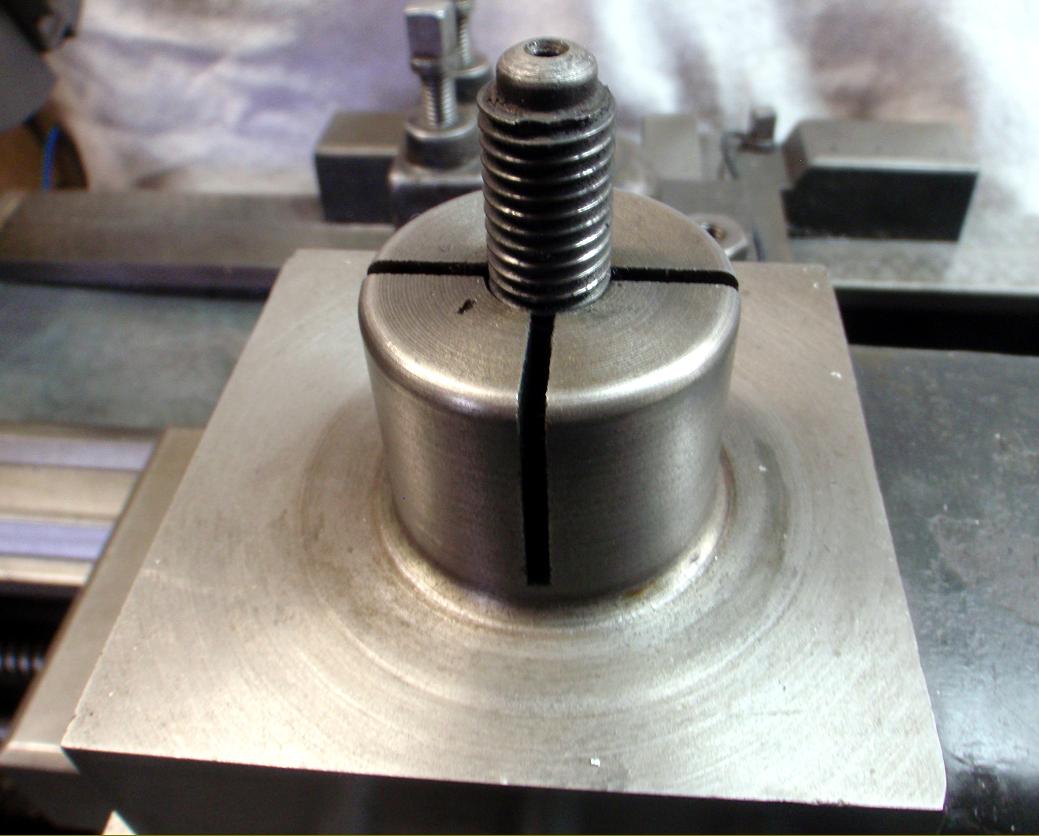
When power feeds are engaged - a separate power shaft being provided to take the drive to the apron - the leadscrew can be disconnected from the gearbox by a sliding gear fitted at the point where it joins the box. The apron is equipped with two separate clutches to engage the power feeds - the sliding motion being engaged by the larger and the surfacing by the smaller. Of conventional arrangement, the compound slide-rest assembly had top and cross slides driven by 3 mm pitch feeds screws turned by traditional "balanced" handles. The whole arrangement not only looks superb but also works well, the neatly engraved zeroing micrometer dials being face locked (and hence their settings undisturbed) by knurled-edge wheels fitted to the end of each screw. The main toolholder is a rocker type with two hold-down bolts (the arrangement being common to other Ornmaskiner lathes) with the upper top-slide casting having a large, integrally-cast post split into four equal sectors with a central, tapered bolt used to spread the sections to grip the inside of the toolpost - rather like the action of an inside collet.
A four-way toolholder is also included, with the same time of fitting to drop over the central, spit boss - both types providing a very rigid installation.
Constructed of flat and angle-iron steel sections bolted together with gaps filled by solid, straight-grained wood, the cabinet may well have been factory-made (and would be in keeping with a tendency to conserve metals during wartime). Nine solidly-made drawers are provided, with some including fitted compartments to retain specific tools and a wooden post to hold the changewheels. A cupboard immediately to the right of that for the motor and gearbox has fittings for the faceplate and 3-jaw chuck.
Able to be set-over on its base for the turning of slight tapers, the tailstock barrel is fitted with a No. 3 Morse taper socket and, though it lacks ruler engravings, is provided with a zeroing micrometer dial on the handwheel. The permanently-fitted bed locking lever protruded from the end face (and worked a cam-action cross shaft) while the spindle lock was of the proper split-barrel type tightened by a suitably long handle.
Included with the lathe is a 7 ½" three-jaw chuck, a 105/8" four-jaw, a 10 5/8" faceplate, catchplate, fixed steady, travelling steady and a set of wrenches - all are marked or seem to be of Swedish manufacture and appear to be original equipment.
Having used the lathe for only a couple of weeks, the new owner considers it to be very solid machine that shows little signs of wear and, with the screwcutting sorted out, reckons that it should give many years of trouble-free service..
|
|