|
Oldak and Apex were brand names used by Engineering Products Ltd., a Company who occupied various address in the Merton Abbey district of London including Windsor Avenue, Littlers Close and Melton Road. The Company was to be eventually purchased by Headland Gauge and relocated to Tredegar in South Wales
Makers of precision measuring equipment, the Company also used the trademark "SPOT-ON", this being applied to some (but not all) of their dial and test indicators; magnetic, crankshaft, cylinder, small-bore and thickness gauges; magnetic bases; comparator stands; centre finders, grinding gauges, sine bars, V-blocks, 123-blocks and a range of hydraulically-damped, continuous-grinding gauges. In addition they also manufactured knurls and several models of hydraulic and pneumatic foot-pedal controlled presses.
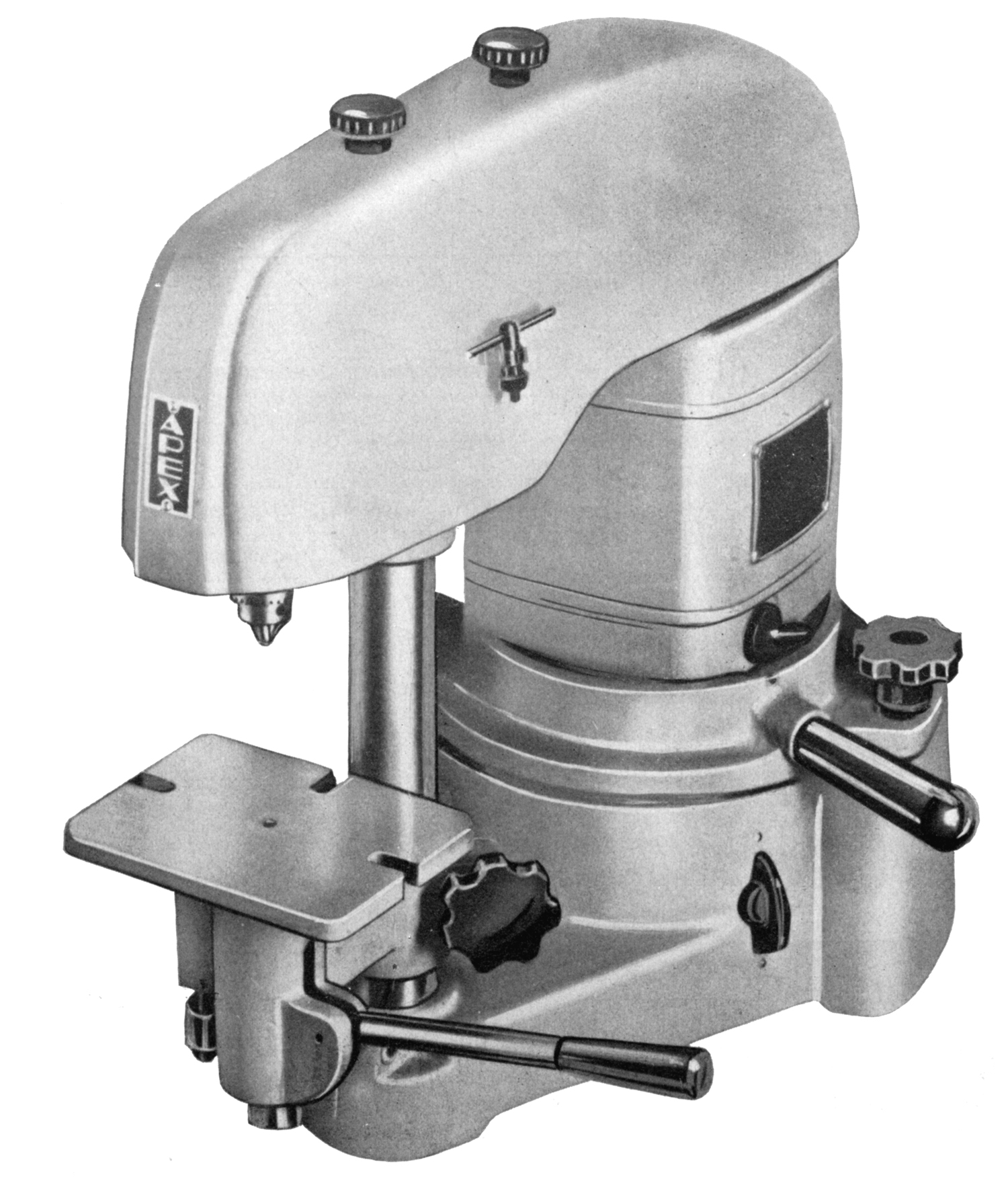
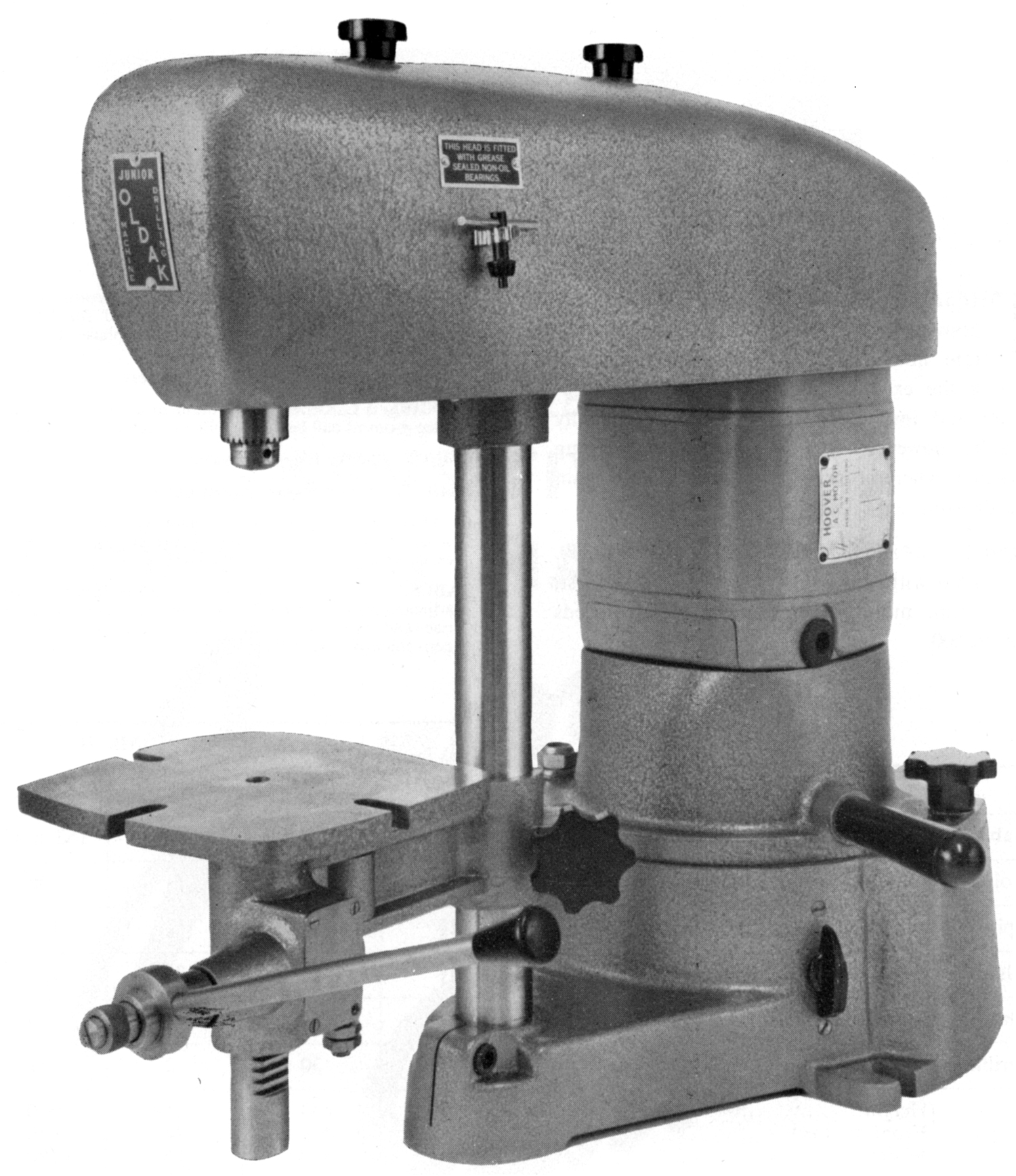
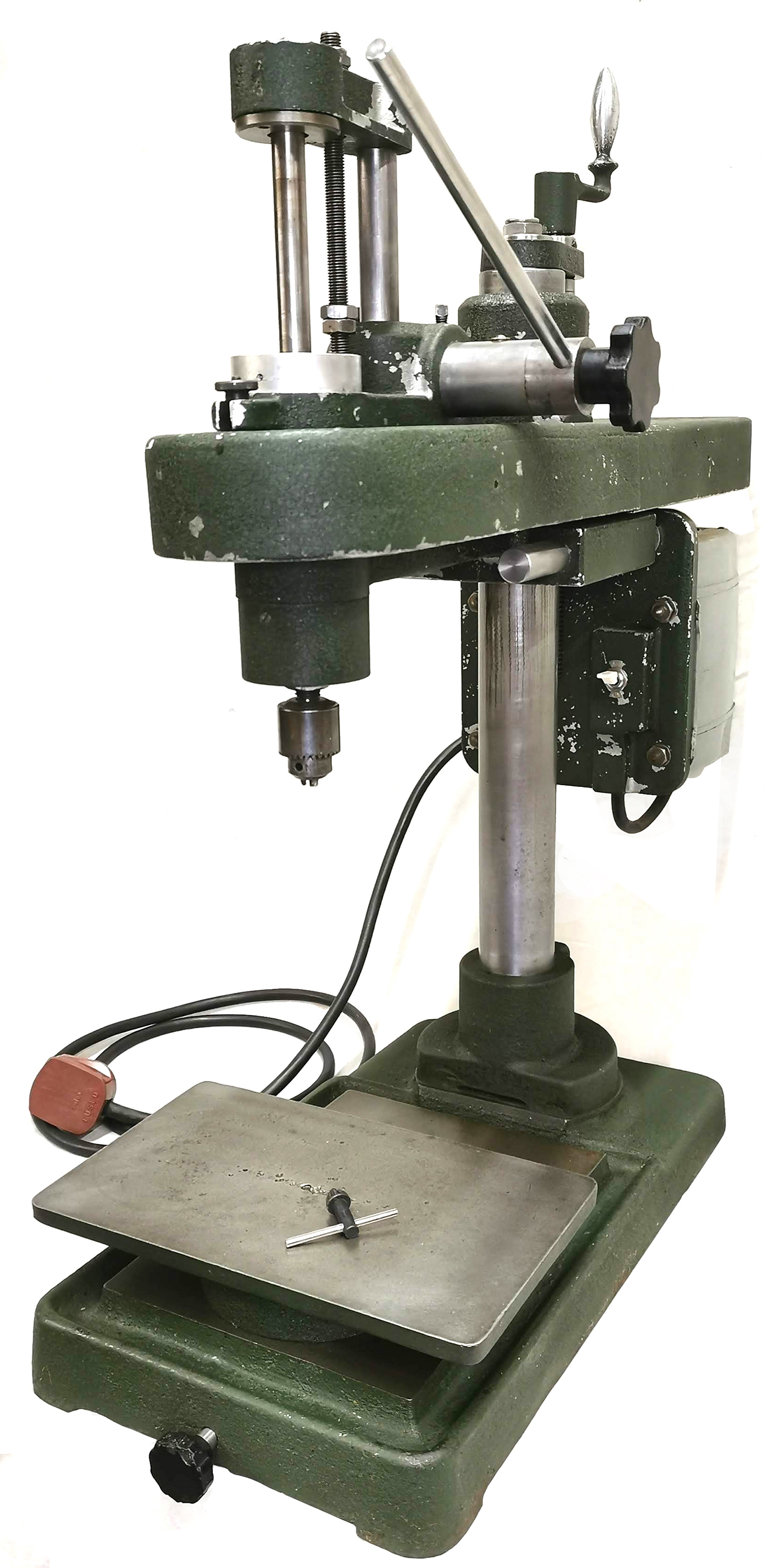
So far as is known, the Apex name was used on just one miniature tapper - the Model S - and two high-speed precision drilling machines, the Junior and one not discovered until 2022 whose model designation is unknown but shown at the bottom of the page. At some point, probably during the late 1950s, the Company began using the name Oldak, a branding also attached to their precision measuring equipment, and the range expanded to become the: Junior Mk. 1 and Junior Mk. 2 drills and the Model S and Model ED tappers.
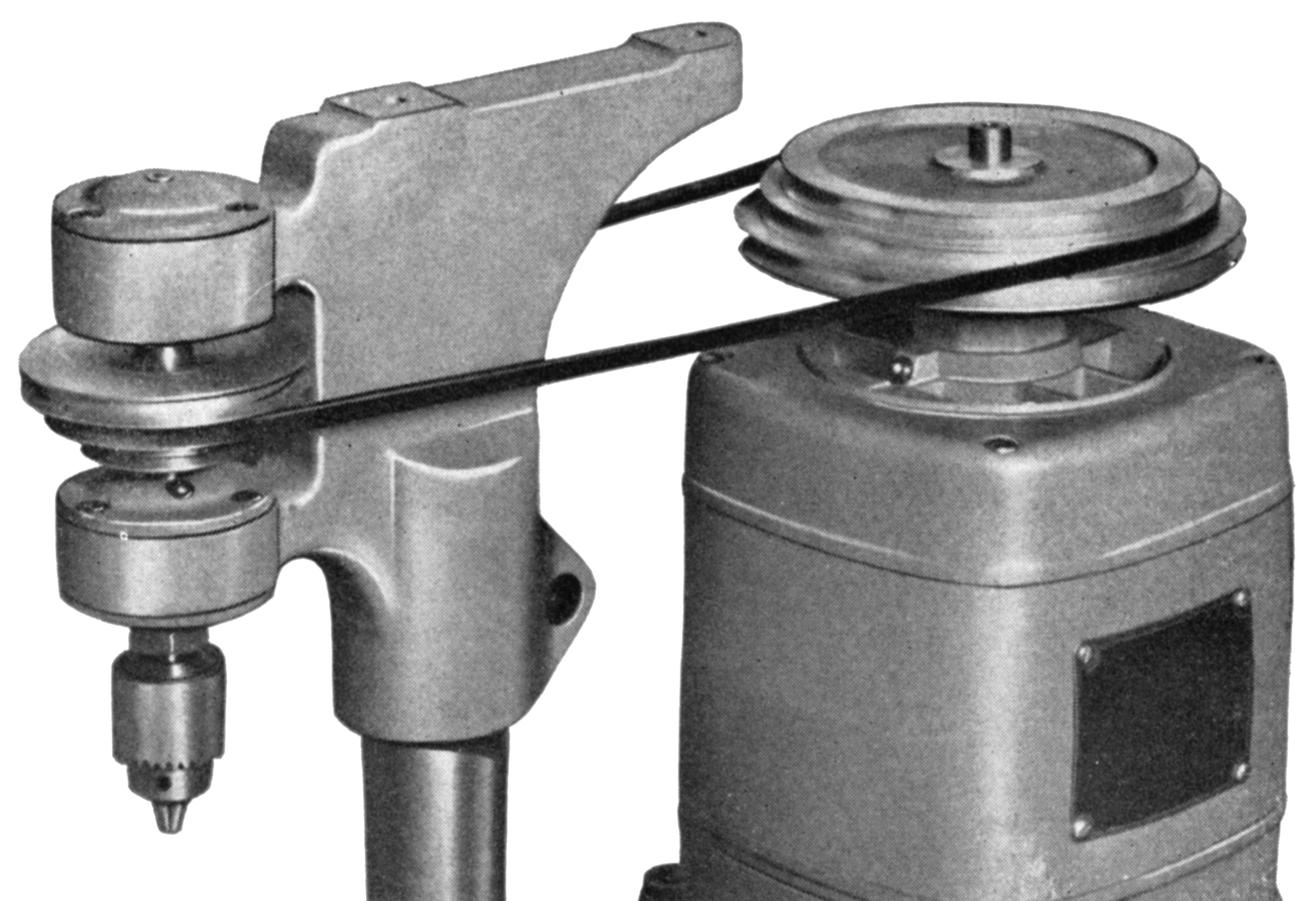
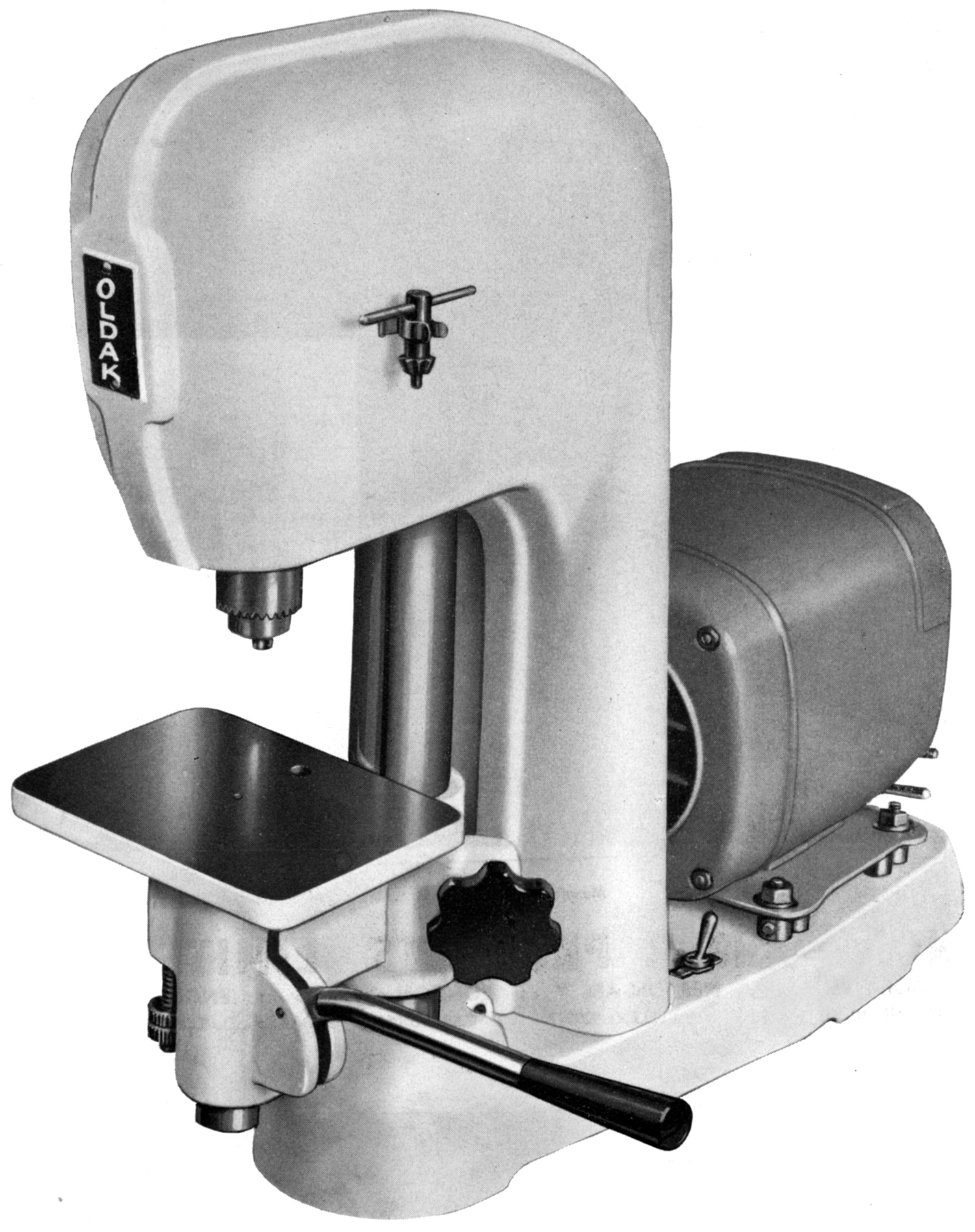
With a drilling capacity in all material listed as being from 0.010" to 0.250", the Apex and Junior Mk. 1 weighed 60 lbs (27.2 kg) and had, as standard, a 1/4 h.p. 2800 r.p.m. motor (often a Hoover of either 1 or 3-phase) and six spindle speeds of 1200, 2300, 3850, 4600, 6600 and 10,000 r.p.m. However, as an option, a 1425 r.p.m. motor could be fitted that gave a range from 600 to 5000 r.p.m. Although catalogue illustrations show a motor pulley that could only produce higher speeds than the motor itself, it appears certain that a number of different pulley options must have been available to get the lower speeds. Neatly integrated into the rear of the drill's base, the motor was mounted vertically in a rotating housing with tension and relaxation of the round drive belt being achieved by rotating the whole assembly using a short, plastic-covered lever.
Running in two large, deep-grooved ball races, the spindle was hardened and ground, fitted by the makers with a Jacobs 1A 1/4" capacity chuck and with a throat clearance of 2.625" from its centre line.
Made from high-quality cast iron, the 5.5" x 4" (140 x 100 mm) table had a ground top surface and was lifted and lowered through a travel of 0.1875" by a fulcrum lever, the mechanism being fitted with an adjustable screw stop. As well as the short drilling travel, the table was adjustable for coarse settings up and down a 1.5-inch (38 mm) ground column that allowed a maximum clearance between chuck and table of 4.75" (120 mm).
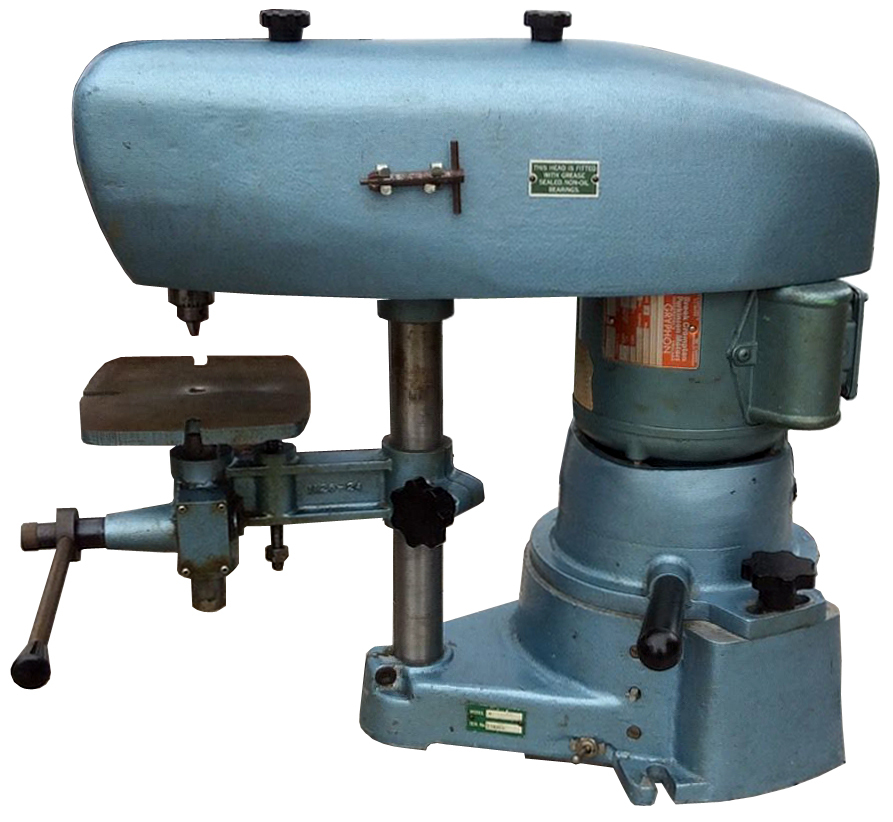
Sold alongside the Mk. 1, and not replacing it, the 71 lb ((32.5 kg) Junior Mk. 2 was a more expensive option that incorporated several improvements and refinements including a larger 6" x 6.75" (152 x 170 mm) table that was lifted and lowered by a sensitive rack-and-pinion mechanism, the position of the operating handle being adjustable into any one of sixteen positions through 360º. As well as the chuck-to-table clearance being enlarged to a much more useful 7.5", both the throat clearance and drilling depth were also increased, the former to 5.25 (123 mm) inches and the latter to 2 inches (51 mm). While a chuck guard had only been fitted on late versions of the Mk. 1, on the Mk. 2 both it and an inbuilt light unit were included as part of the standard specification.
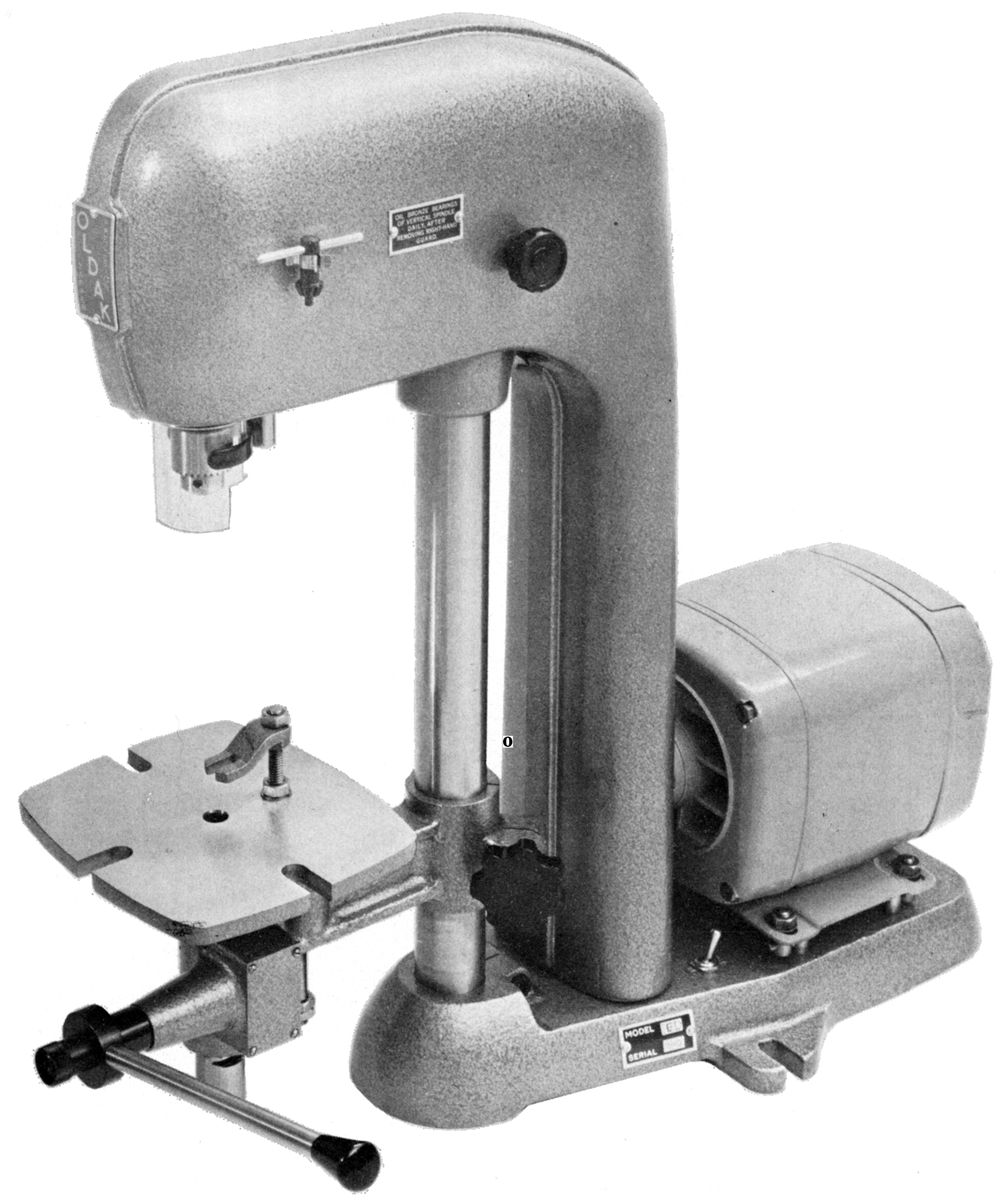
Like their miniature drills, Oldak offered their tappers in simple and more sophisticated forms - the original Model S, branded both Apex and Oldak, weighing 40 lbs (18 kg) and being the basic machine - while the 60 lb (28 kg) Model ED was the more fully specified and expensive. With elevation by a fulcrum lever, the "S" had a ground-finished 5.5" x 4" (140 x 102 mm) table with vertical travel of 0.1875" (30 mm), an adjustable, screwed stop being provided for set-up purposes. As well as the short drilling travel, the table was adjustable for coarse settings up and down a 1.5-inch (38 mm) ground column that allowed a maximum clearance between chuck and table of 4.25" (108 mm).
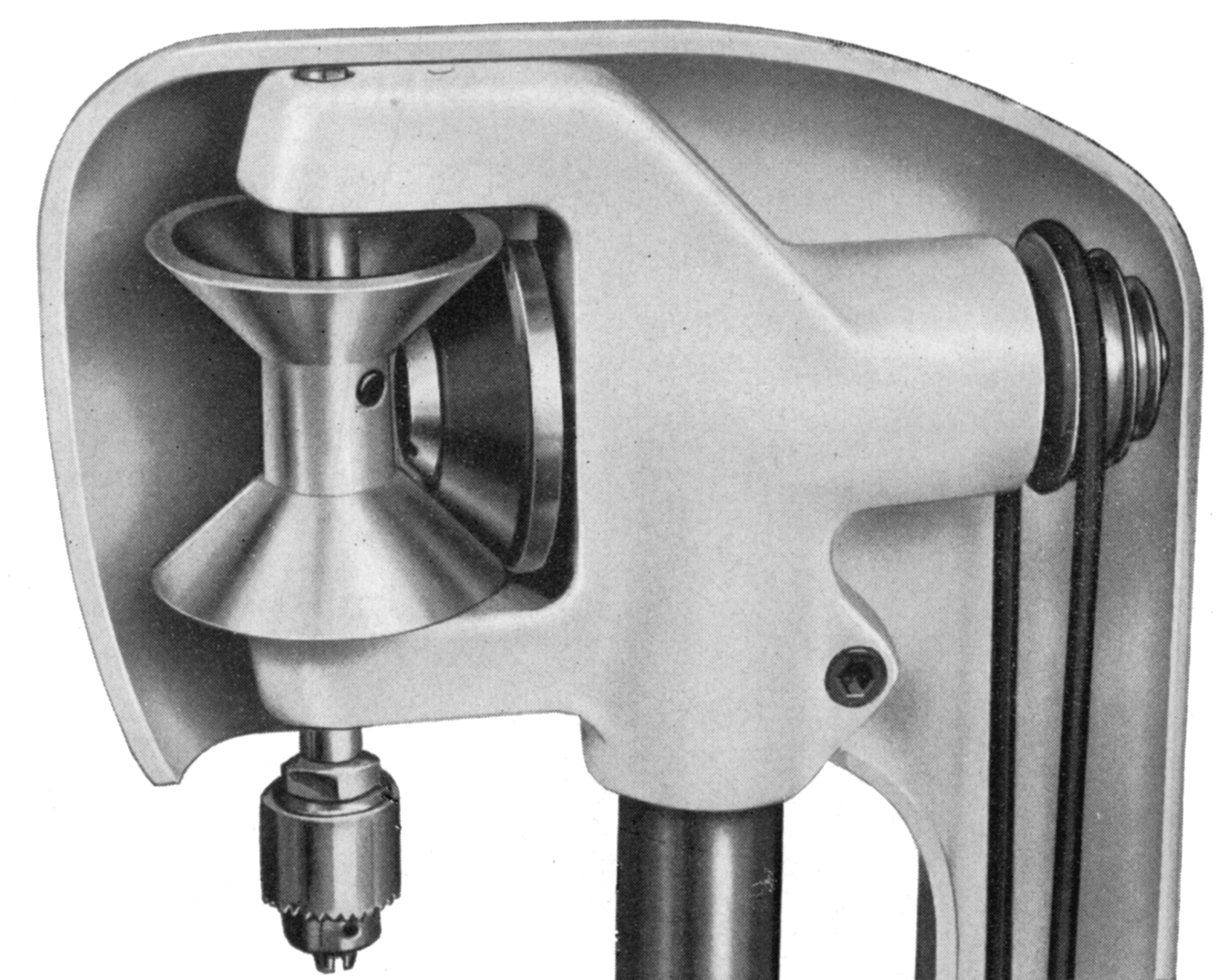
Equipped with a larger 6 x 6.75" (152 x 170 mm) table, rise and fall on the "ED" was by the same sensitive rack-and-pinion mechanism used on the Junior Mk. 2 drill with the operating handle being adjustable into any one of sixteen positions through 360º. Other alterations included the chuck-to-table clearance increased to a much more useful 9 inches (229 mm), the throat clearance to 5.25 inches (133 mm) and the tapping depth to 2 inches (51 mm). Although a larger machine, the "ED" had the same tapping capacity as the "S": 14 B.A. to ¼" in brass (6.4 mm) and 14 B.A. to 3/16" (4.7 mm) in steel. The drive system was also shared by both models with the same foot-mounted, 1/4 h.p. 1425 r.p.m. Hoover motor that gave three speeds of 830, 1430 and 2500 r.p.m. Drive from the motor was carried upwards by a round belt running over 3-step pulleys to a horizontal shaft turning in ball races. At the end of the horizontal shaft was a cone with a friction surface that fitted between the upper and lower faces of a double cone pulley carried on a hardened and ground vertical spindle running in bronze bearings. To operate the threading feed, the table handle was depressed, this lifting the table and causing the friction surface to engage against the lower cone. The drive could be stopped by either the operator's judgement - or until a pre-set screwed stop was reached. Releasing the handle, or applying slight upward pressure, caused the tap to withdraw.
During the early 1950s the Apex drill was listed at £53 : 18s : 0d and the tapper at £60 : 0s : 0d. By the 1970s the Junior Mk. 1 was £129, the Junior Mk. 2 £158, the Model S tapper £150 and the Model ED tapper £165.
Some images below are high resolution and may take time to open
|
|