|
Translation - with additions
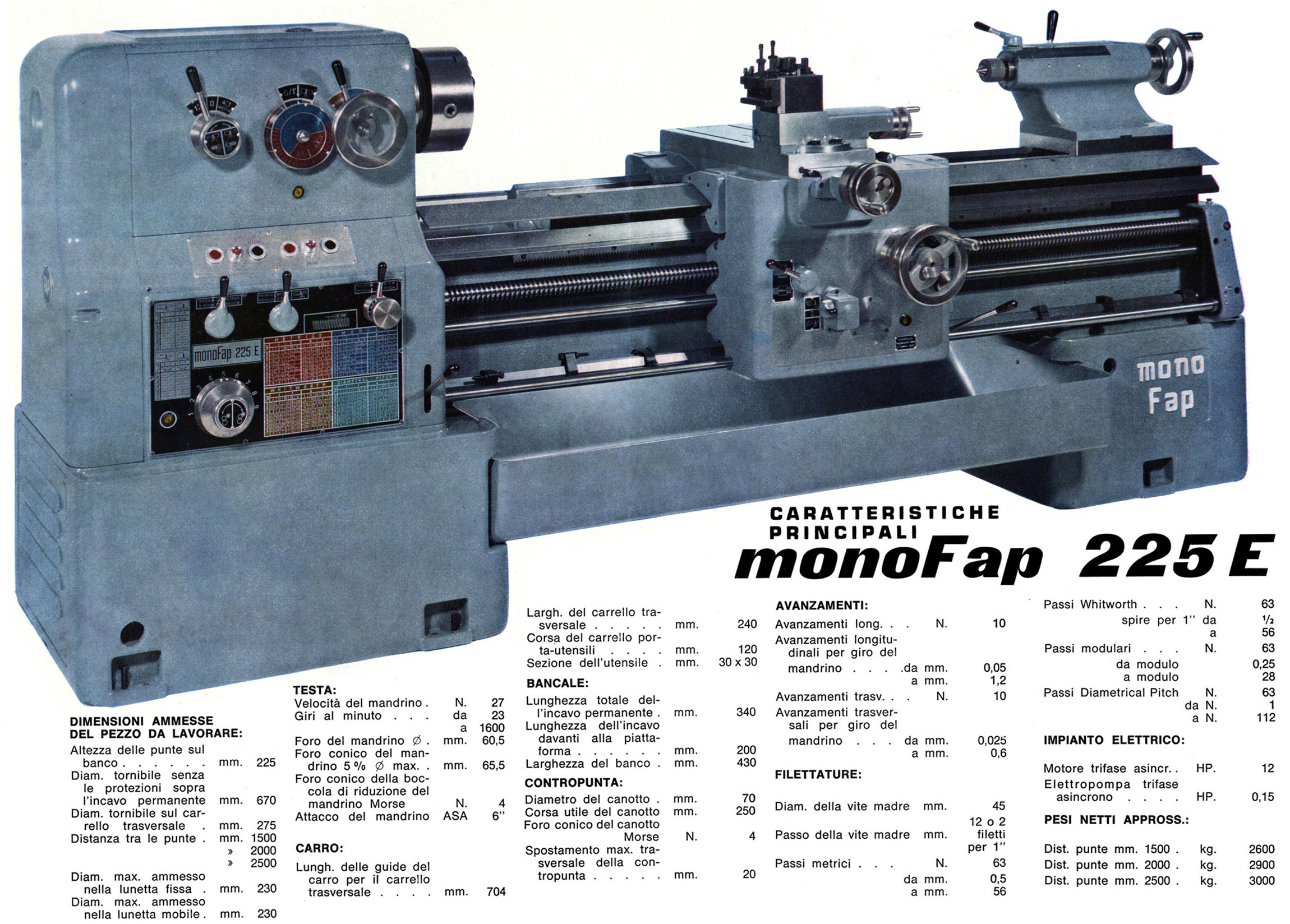
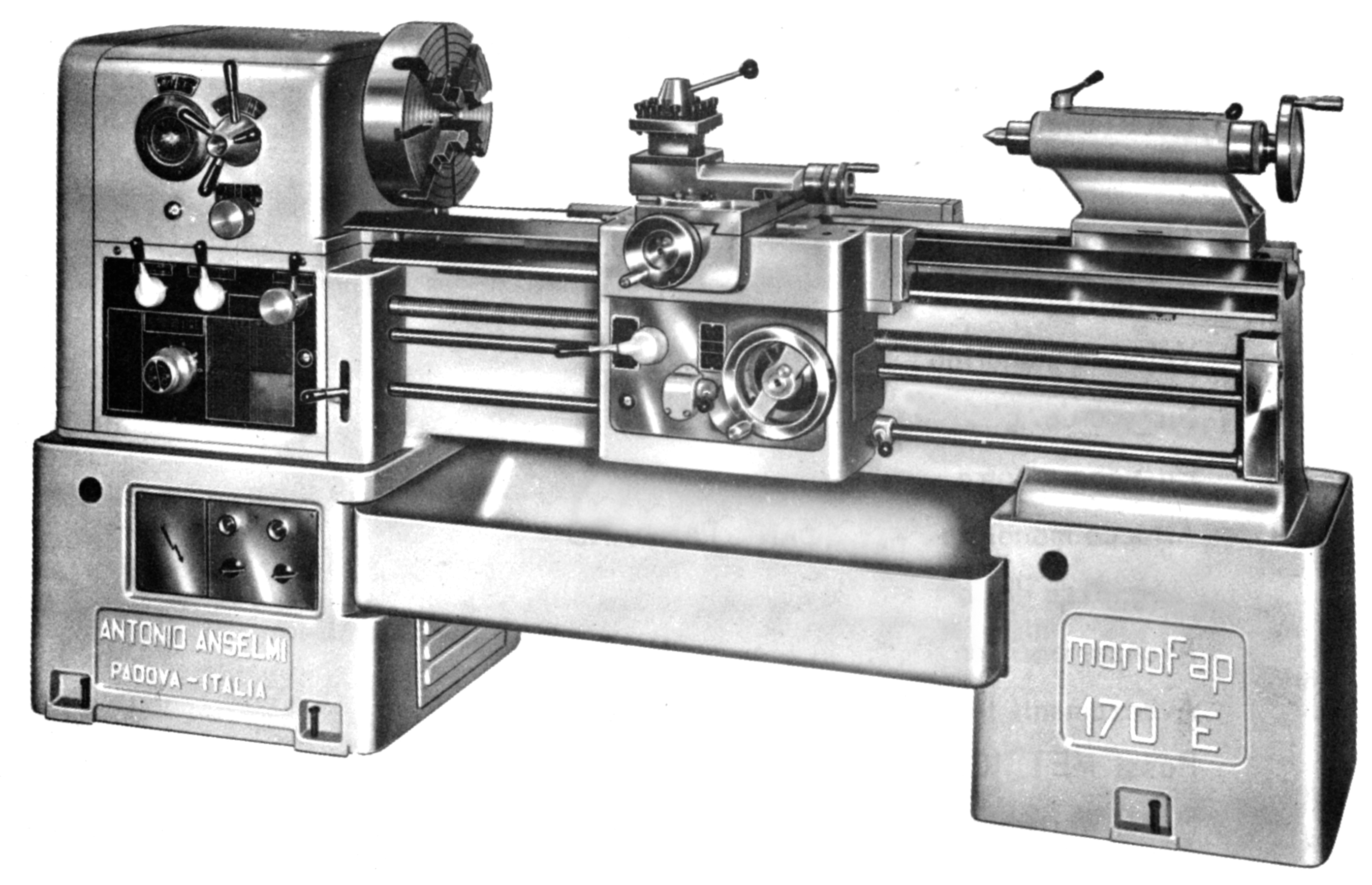
Constructed by the Anselmi Antonio di Padova Mechanical Workshops in Padova, Italy, the 225E single-spindle lathe is the result of studies and projects carried out using the most modern techniques, thus ensuring the best guarantee of precision, rigidity, power, durability and simplicity of control - and hence working efficiency.
Anselmi has been manufacturing precision lathes since 1914, the specification and quality of its products being highly appreciated in both Italy and abroad.
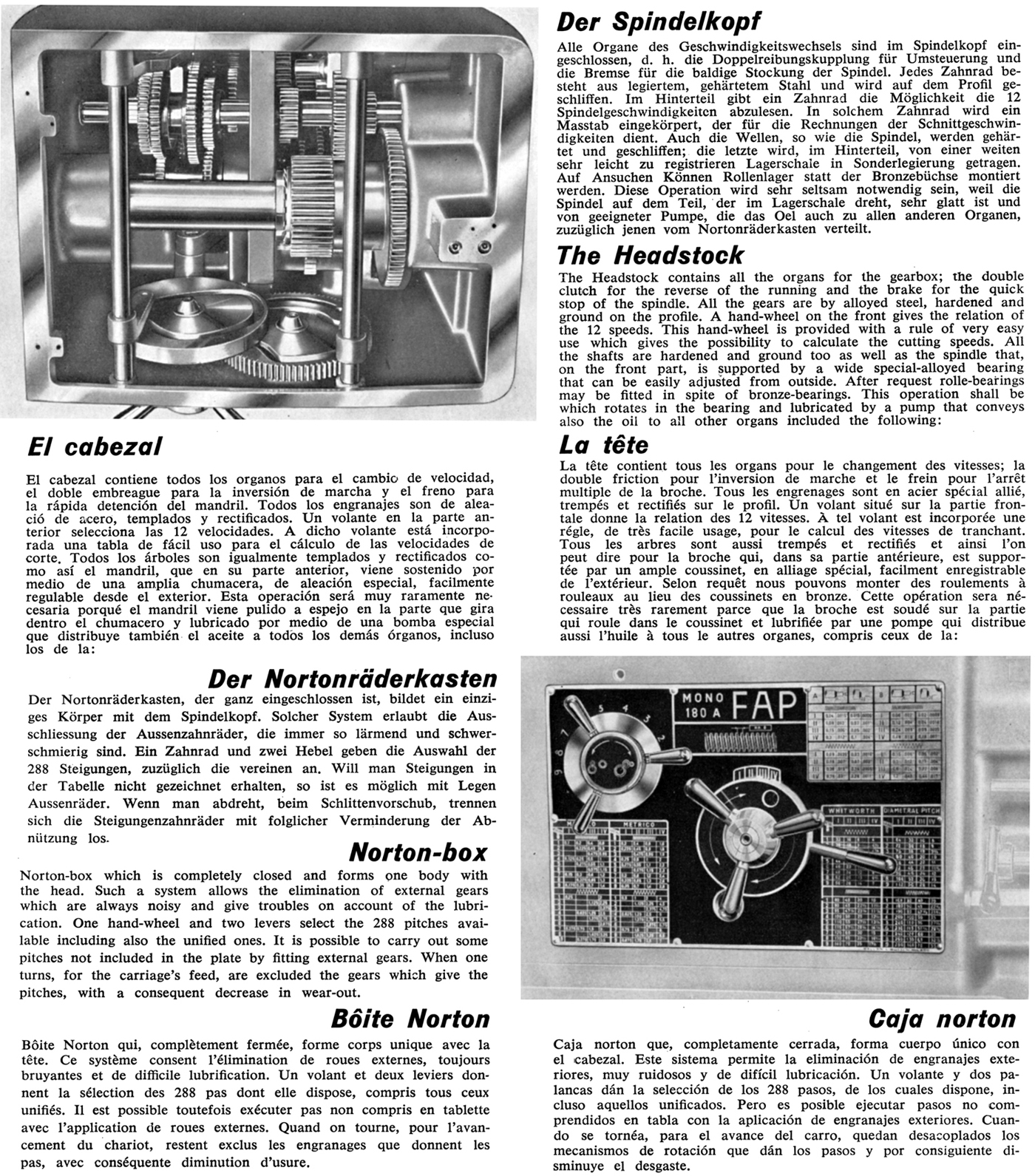
In the Monofap 225E, the Norton quick-change screwcutting and feeds' gearbox is completely enclosed and, with centralized controls, allows the execution of 252 screwcutting pitches - including 19 t.p.i. Whitworth - and the same number of power feed rates. Control is by the simple operation of control handwheels, following the markings on the screwcutting and feeds' plate provided. To generate screwcutting pitches not on the standard chart, different changewheels can be fitted to the drive. Inside the gearbox, the gears are made of heat-treated, high-strength alloy steel and, to reduce the wear, those used for screwcutting do not turn when the power sliding and surfacing feeds are in use. Lubrication is by splash from an oil-bath sump.
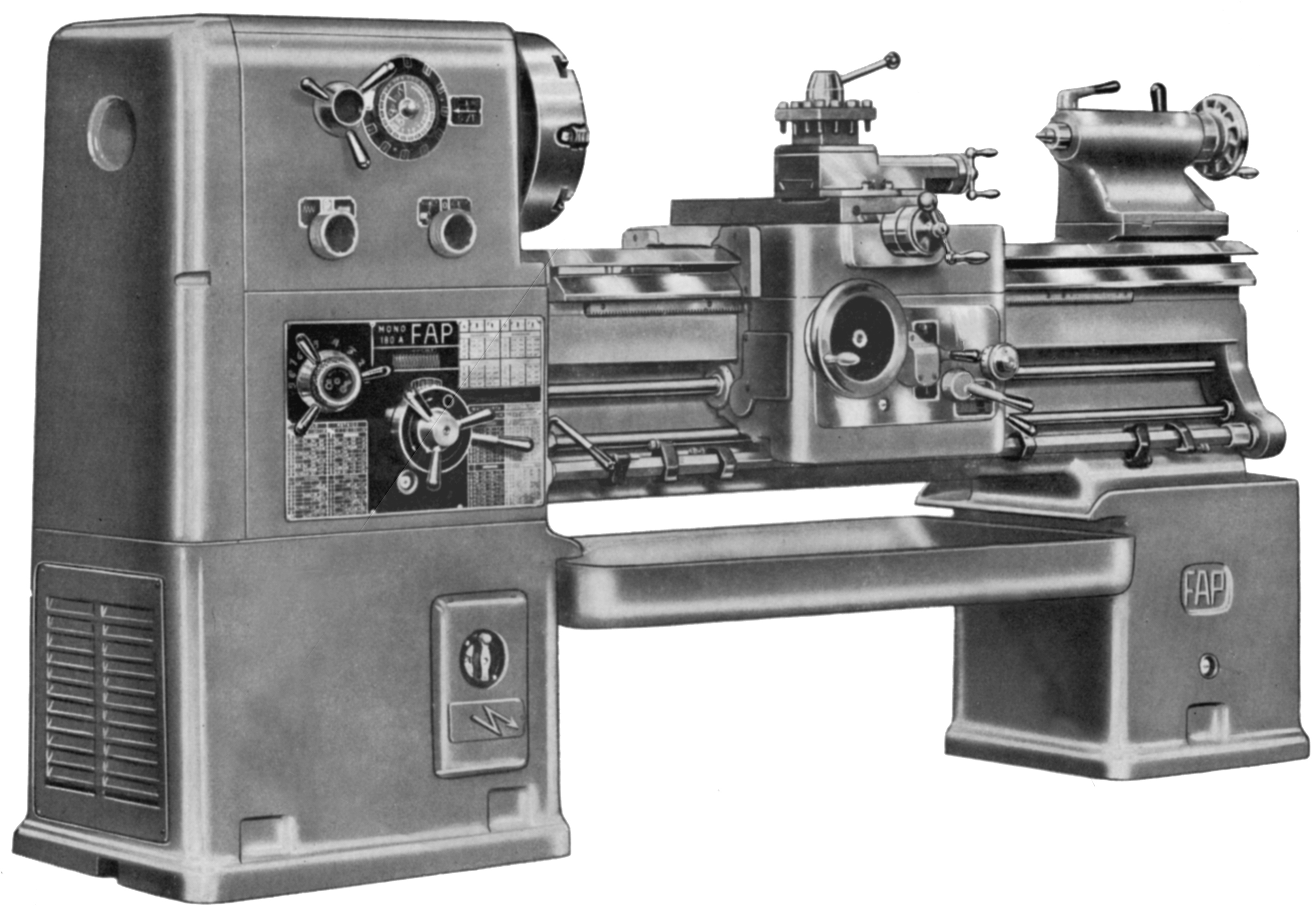
Made from a monoblock of stabilized Mehanite cast iron, the headstock has centralised and easy-to-operate controls; the operating handwheel is located on the front face of the headstock and provides a choice of the 27 spindle speeds. For ease of use, the headstock is fitted with forward and reverse clutches and a spindle brake - both systems being hydraulically operated - and a special chart provided that allows the choice of the most suitable speed for the exploitation of the machine's performance. A special setting when using slow spindle speeds is provided for screwcutting coarse pitches, a choice being offered of either a 1: 1 or 4: 1 ratio of the threads - a safety device is fitted that eliminates the danger of using the 4: 1 ratio at higher spindle speeds. Headstock lubrication is by a separate pump from an external tank, the oil being showered into the headstock from above.
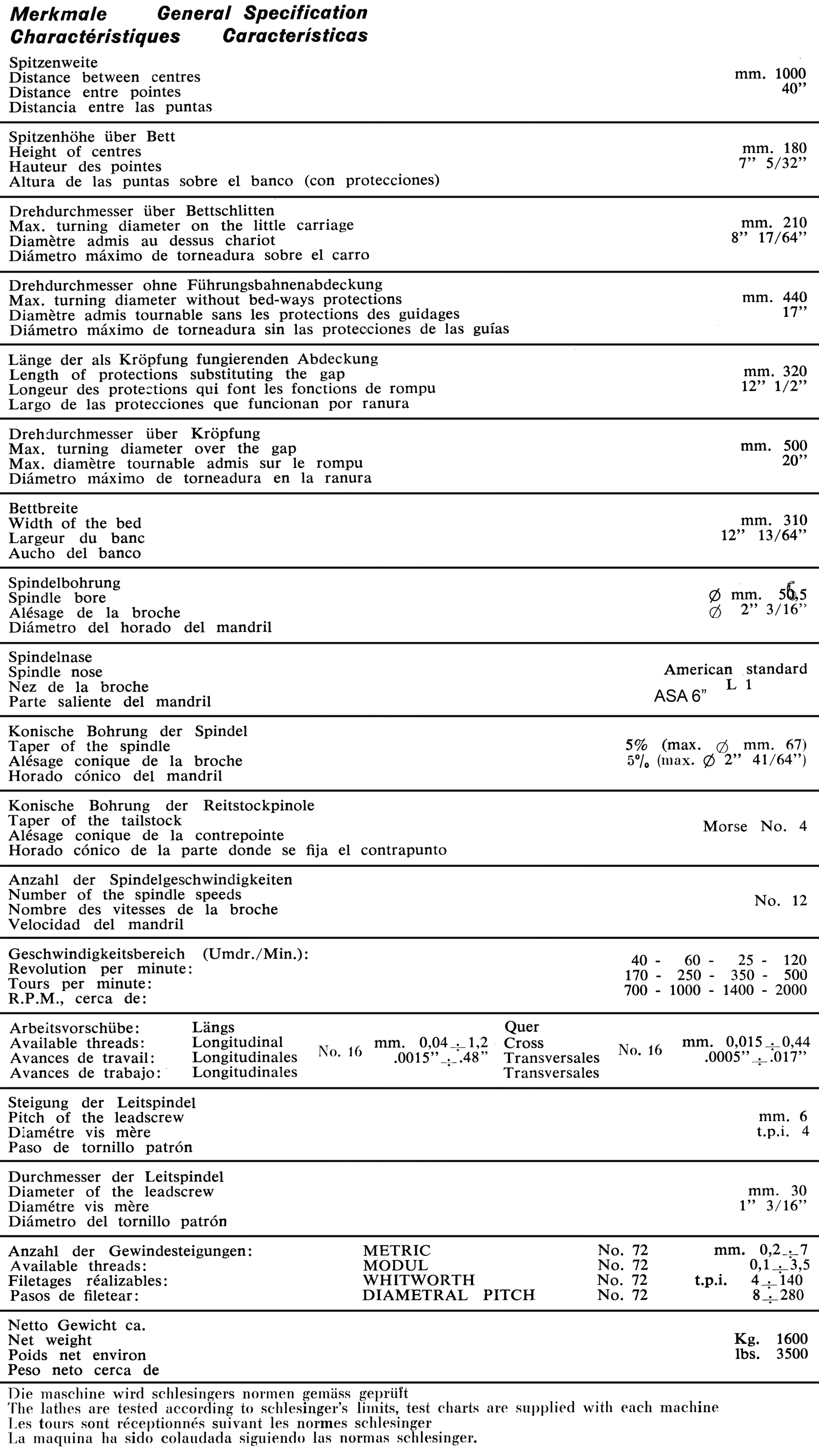
Equipped with both a normal lever-operated and a safety lock for extra-heavy work, the tailstock can be set-over on its base for the turning of slight tapers - the prismatic guide and screw-feed ensuring easy use and perfect alignment. A large micrometer dial with vernier scales is provided to measure the travel of the hardened and ground spindle.
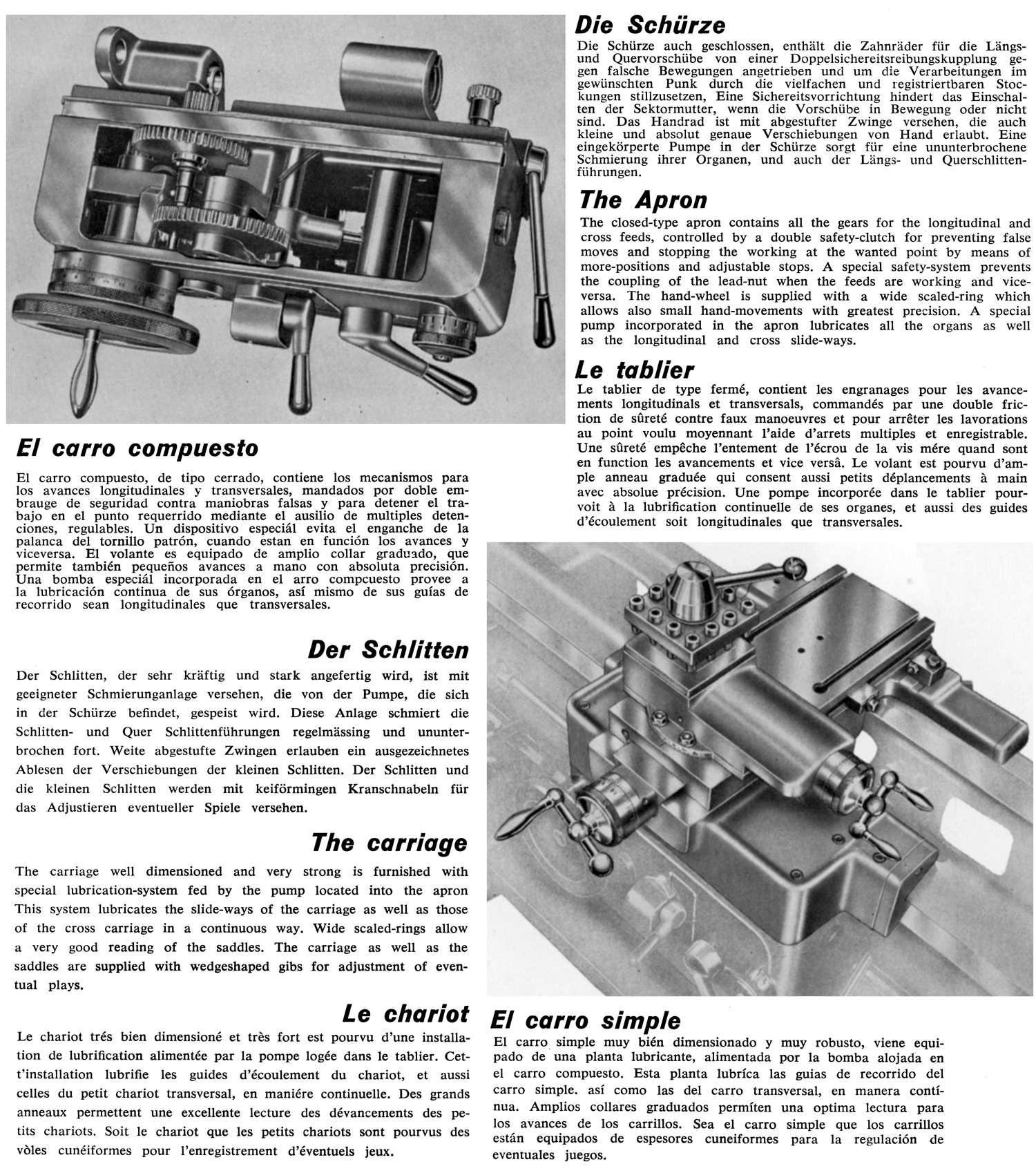
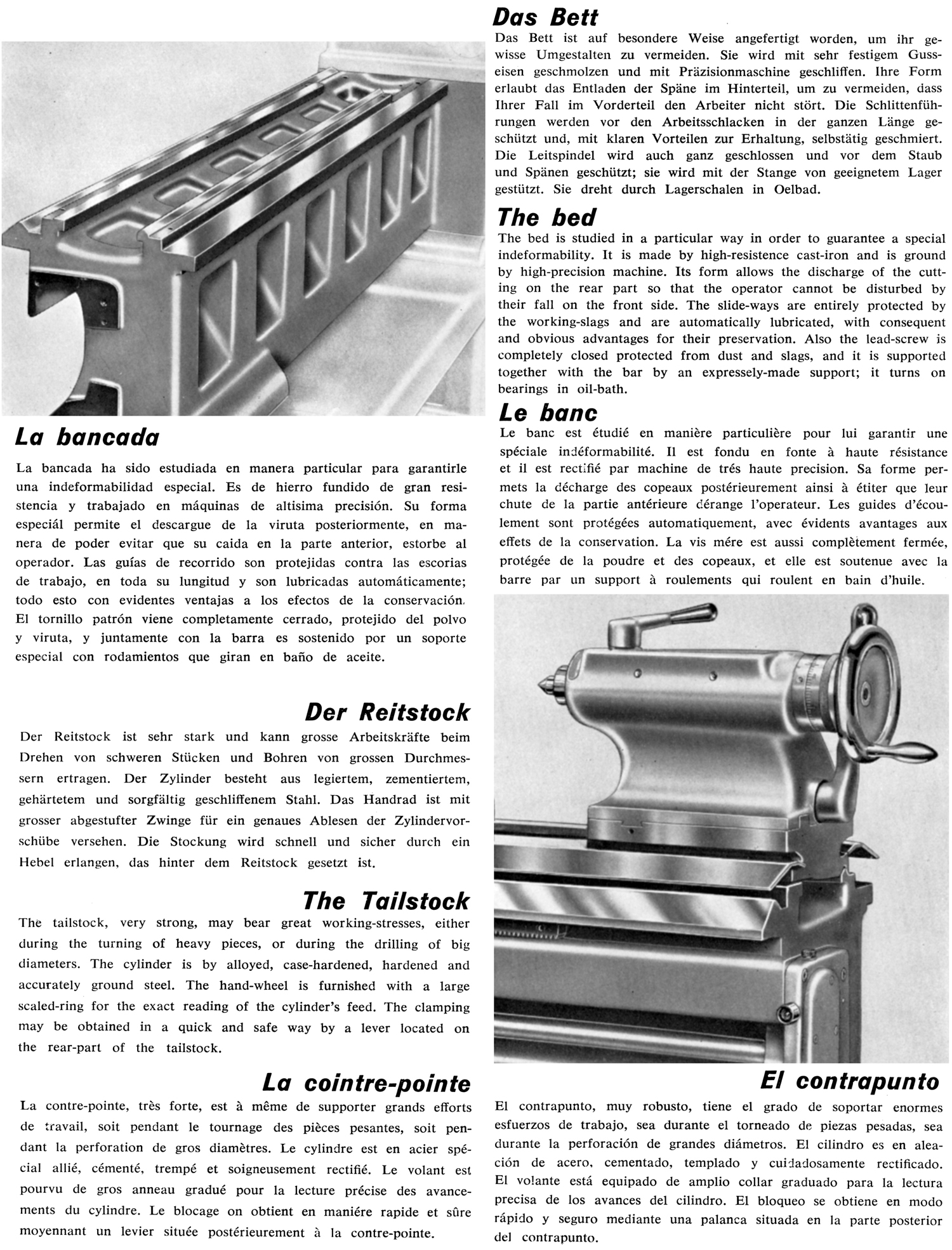
Specially designed, the deep, wide and well-braced bed is induction hardened to the Brinell 450 and has an excellent dimensional ratios between its length, the thickness of the stiffening ribs and the height of the side walls. Near the headstock, the bed ways are reduced in height, this feature allowing the turning of larger diameters without the weakening effect of a full gap. Automatic lubrication of the bed ways - these being protected from swarf by full-length covers - is provided from a supply in the apron. Completely enclosed, the apron has a double clutch to allows the automatic disengagement of power feed by the use of multiple adjustable stops mounted on full-length, bed-mounted bar.
Cross and top slides are of conventional design, the cross slide having two transverse T-slots and both with gib-strips of the tapered type. Cross-slide feed screws are hardened and ground and run through adjustable nuts; the zeroing micrometer dials are fitted with face-locking screws that prevent any disturbance of the setting when locked or unlocked. The monoFap 225E is supplied with a range of standard with accessories with special items available upon request - these including a taper-turning attachment, normal or pneumatically-operated chucks, hydraulic copying, quick-set toolposts and bed-mounted capstan units for production work..
|
|