|
Long known for their range of industrial-class lathes, originally Mondiale offered just two milling machines: in English-language catalogues, the original model was sold without a model designation and called simply the "Viking" but with the other, later model (of a similar size but improved specification) was listed as the Viking 3-MA. Upon the introduction of the latter, the earlier model, which seems to have continued in production, was given the designation 1-MA.
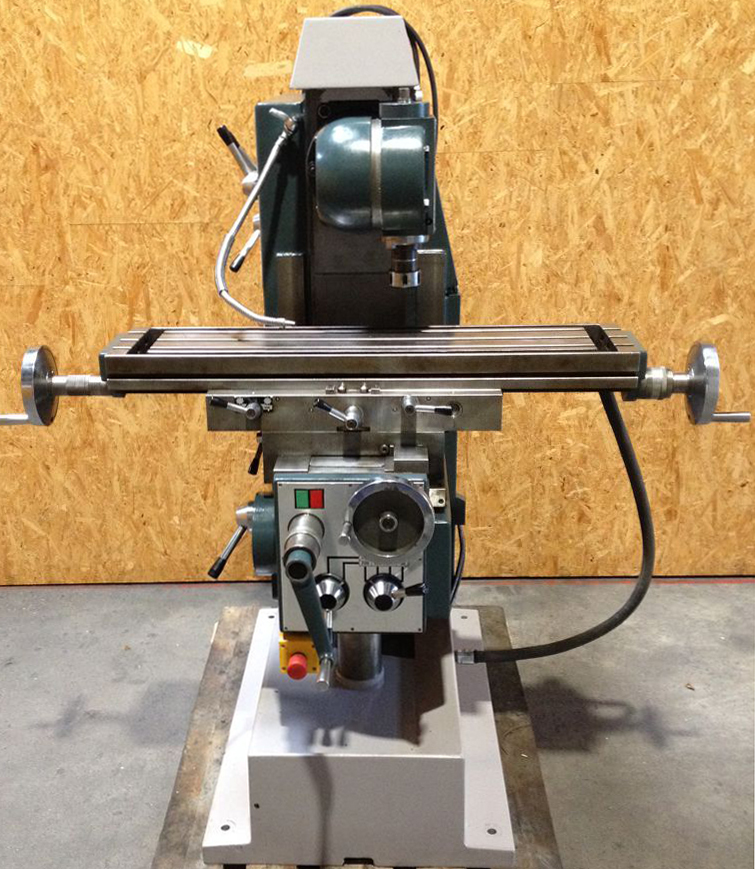
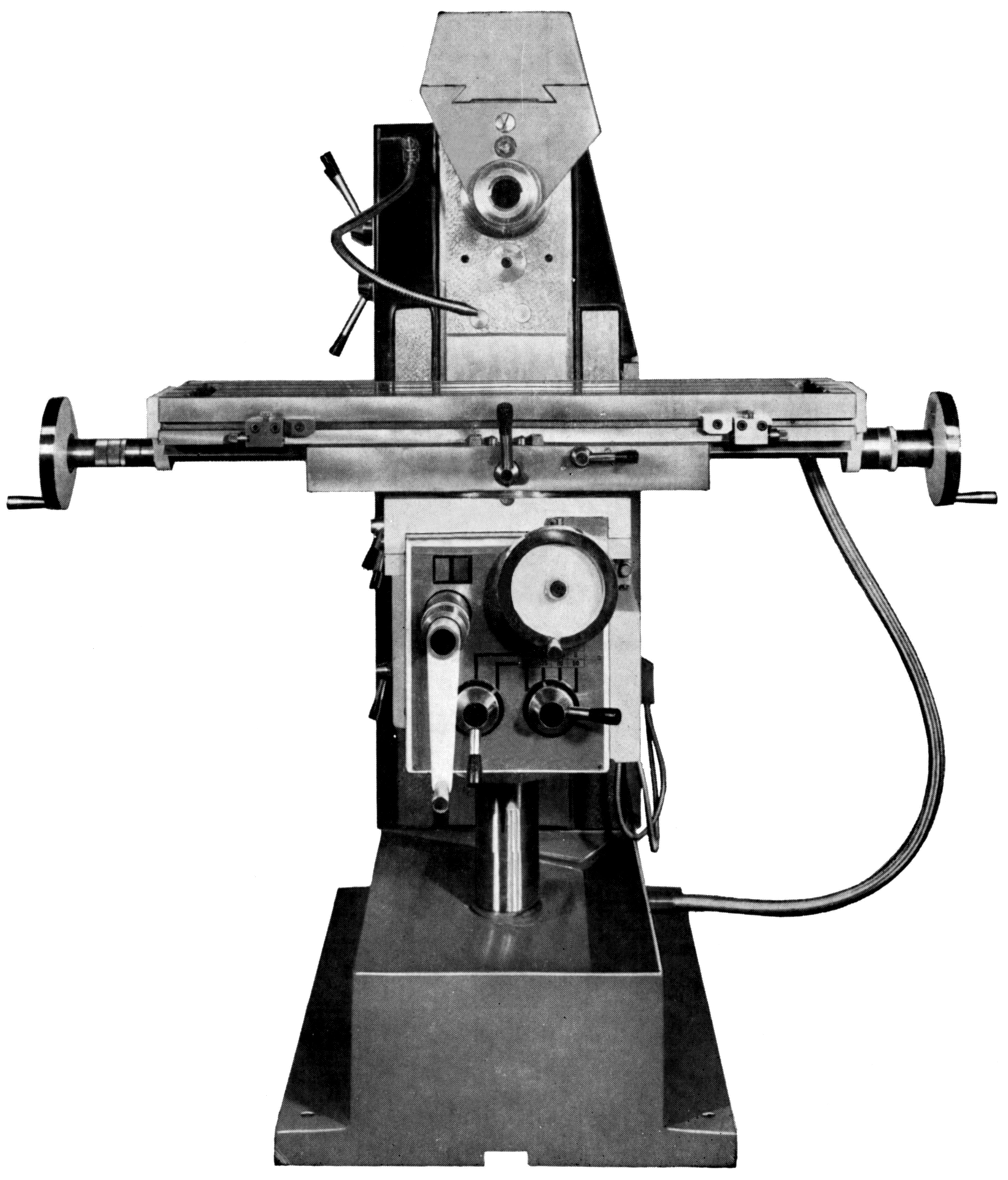
Offered for the first time in the late 1960s, the 1-MA was advertised as a "universal" model i.e. a horizontal machine but with the table able to be swung on its vertical axis - in this case through a useful 45° each side of central. Although built as a horizontal miller, two vertical heads were listed, both bolting onto the horizontal spindle socket and both without a quill feed. One, a plain type, could be rotated on its horizontal axis through 360° while and the other, a "universal ", had a 360° swivelling head mounted on the side of its supporting, 360° swivelling casting. On the standard vertical head, spindle speeds were identical to those for horizontal milling - a range of sixteen set in geometrical progression at a ratio of 1.26 from 31.5 to 1000 r.p.m. The Universal head was slightly "geared up", the maximum speed being increased to 1250 r.p.m. and the slowest rising to 40 r.p.m. A swivelling slotting head was also available, this having a stroke range from 2" to 2.125".
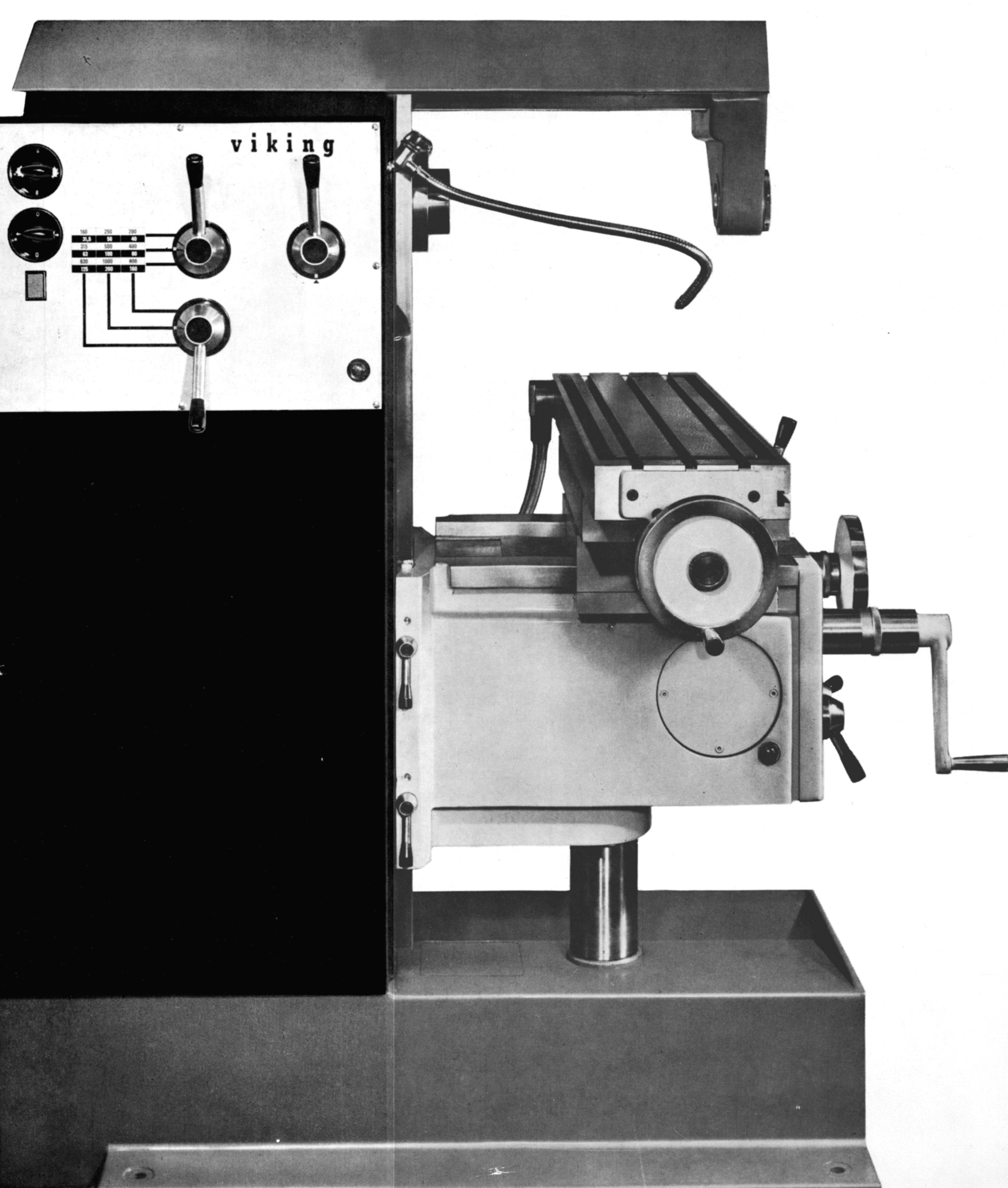
Spindle speed changes were made by three levers at the top of the main column's left-hand face. The lever set top-right operated the high-low range, at a ratio of 1 : 5, with the other two juxtapositioned to provide the required speed. Two rotary-switch electrical controls were situated to the left of the speed-change levers, these being for the spindle start-stop-reverse and the coolant pump on-off
Built into the main column, the speed-change gearbox held hardened and ground gears and shafts running in ball races; the main spindle - with a 40 INT nose - was made from a hardened and ground chrome-nickel steel forging and held in adjustable, high-precision (class "0" type 3780/3720B) Timken taper-roller bearings at the front and ones of the same type (class "0" 3490/34203) at the rear. Lubrication was mainly by splash from a sump but, in addition, a pressure pup was provided to direct oil at the spindle bearings; oil level was check by a sight glass.
Power came from an internally-mounted 3 h.p. motor fastened to a pivoting plate, the tension of the three V-belts used to drive the gearbox input shaft being by three V-belts. Below the motor - and in the same housing - was a 0.15 h.p. electric coolant pump and the necessary fluid reservoir.
A single, 3-T-slot table was offered, this having a surrounding coolant trough and a working surface of 373/8" x 91/16" (950 x 230 mm). Eight rates of power feed were provided, these working only on the longitudinal feed and ranging, in inches per minute, from 5/16" to 77/8" (8 to 200 mm). Rapids were fitted as part of the standard specification and, operated by a press-and-release lever on the left-hand face of the saddle, ran at a single rate of 723/4" (1850 mm). Table travel longitudinally by hand was 235/8" (600 mm), reducing to 231/4" (590 mm) under power - the lever to reverse the table being set centrally on the front of the saddle. Table travel in traverse and vertically was by hand only at, respectively, 81/4" (210 mm) and 163/4" (425 mm). The longitudinal feed nut was of the adjustable type to eliminate backlash - the option being available of a fitting that allowed climb milling to be undertaken (the work being pulled into the cutter instead of pressing against it). So equipped the table's longitudinal power travel was shortened by 1.688" (43 mm) and, when using hand feed, by 1.219" (31 mm).
Fitted with hardened and ground gears and lubricated from an oil sump, the table-feeds' gearbox was fitted with a sight glass to check the level and controlled by two lever mounted, conveniently in line, on the front face of the apron..
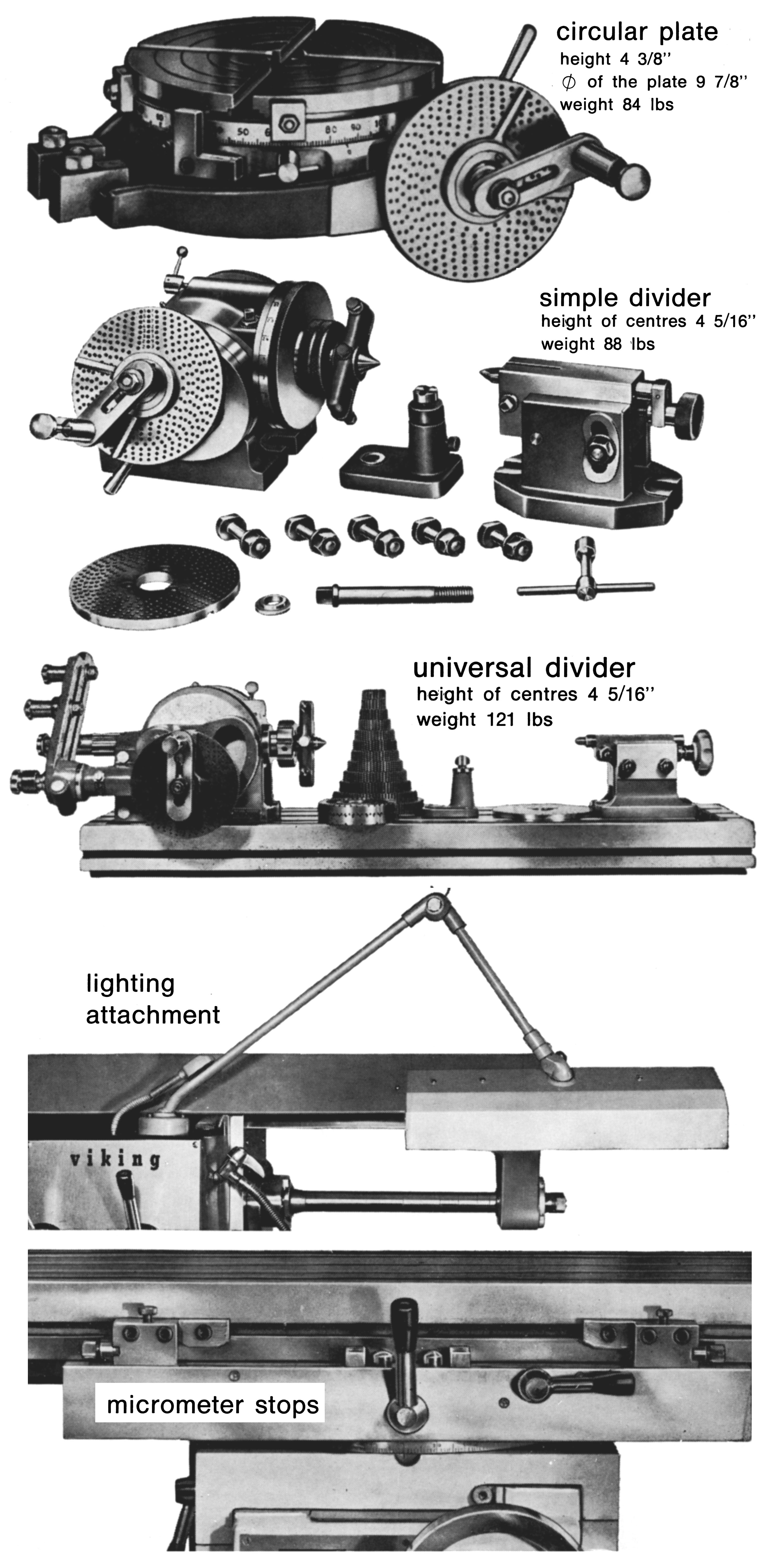
For the power longitudinal feed, adjustable automatic stops were provided for each direction of travel, these sliding in a T-slot on the front face of the table; fitted into each end of the T-slot was a fixed screw that limited, absolutely, the stops' outer positions - removing these risked serious damage as the table could overrun and jam the mechanism. As an optional extra, the stops could be provided fitted with micrometer collars.
Available as an extra was a 45/16" (110 mm) Universal Dividing Head complete with a tailstock and able to hold something like 20" between centres. Details of the unit are uncertain, but it's likely, comparing specifications for similar types fitted to milling machines of the same capacity, that the indexing plate would have been double-sided and capable of providing all divisions up to 60, all even numbers and those divisible by 5 up to 120 as well as all common divisions up to 400. By using differential indexing, other divisions could also be obtained. For milling spiral pitches with a lead of less than 0.1", the worm gear could be disengaged and the dividing head spindle connected to the table feed-screw by changewheels, a set of twelve which was provided. This system increased the rate of rotation of the spindle in relation to the speed of table advance, and so allowed very fine pitches to be generated.
Other accessories, in addition to those already mentioned, were machine vices, a basic dividing unit with indexing plates and a tailstock; a 10-inch 250 mm) diameter rotary table with division plate, a light unit, table travel stops fitted with micrometer thimbles, a selection of horizontal cutter holding arbors, cutter holders, and various collet chucks.
The approximate all-up weight of the Viking 1-MA was 2645 lbs (1200 kg). From the back of the machine to the tip of the crank handle used to elevate the knee was 53" (1345 mm); width across the base 201/2" (600 mm) and front to back of the base 341/2" (1135 mm)..
|
|