|
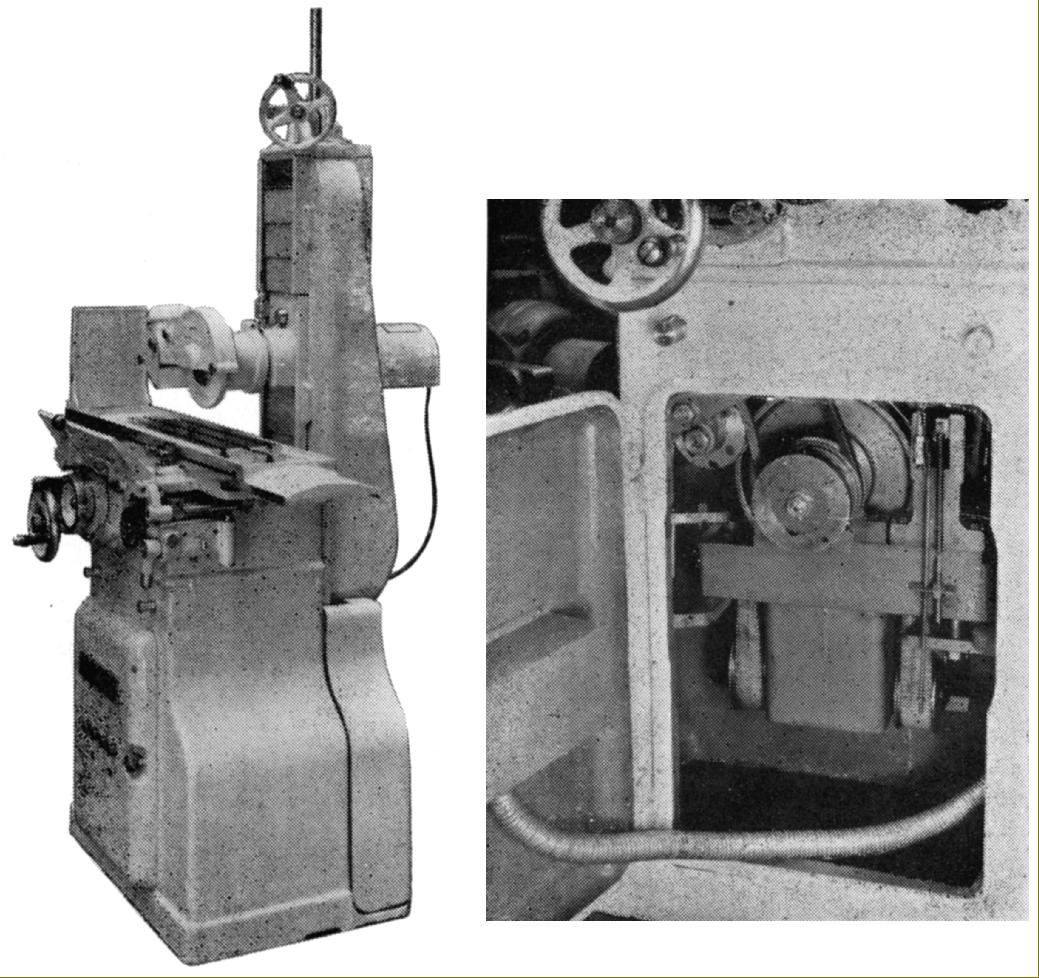
Founded in 1921, Modern Machine Tools Ltd. were based in Coventry, England, first at the Butts Works, then at Maudslay Road and finally, under control of the Elliott Machine Tool Group and renamed "Trafalgar machine Tools", in Broad Street where they survived until at least the 1970s. The Company also had, for a time, an address in Sheffield on Corporation Street by the river Don. In addition to acting as dealers in used machines, the company manufactured a range of machine tools including conventional capstan lathes, single-spindle automatics to take either 7/8" or 11/4" bar, an oil-grooving lathe, a surface grinder (very similar to the well-known pre-WW2 Smart & Brown mechanical drive type), boring machines, rack-cutting attachments for use on Fellows' gear shapers, a tube-forming mill and "Weston" siphon pumps. In addition, the Company's early publicity literature proclaimed their works as "The Home of Re-Manufactured Machine Tools".
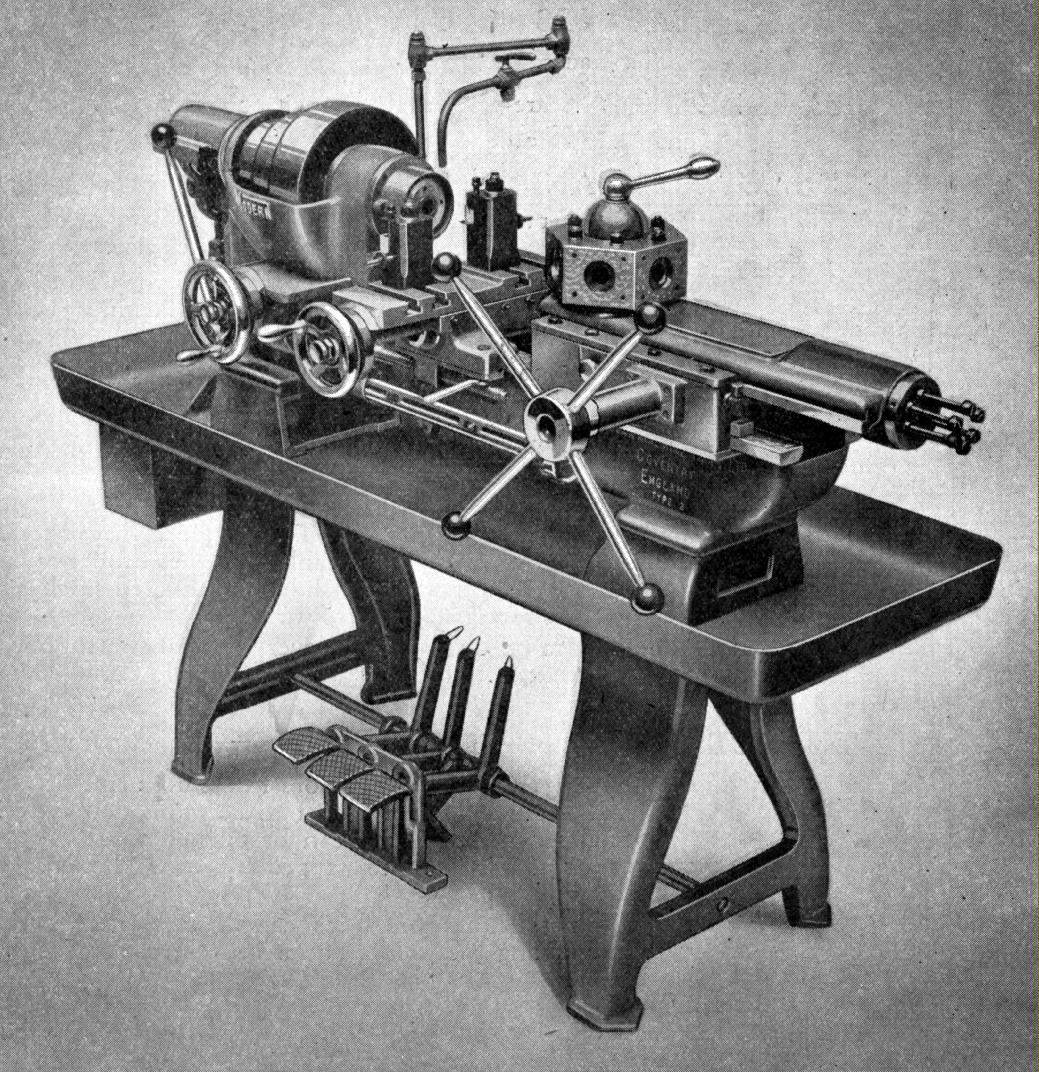
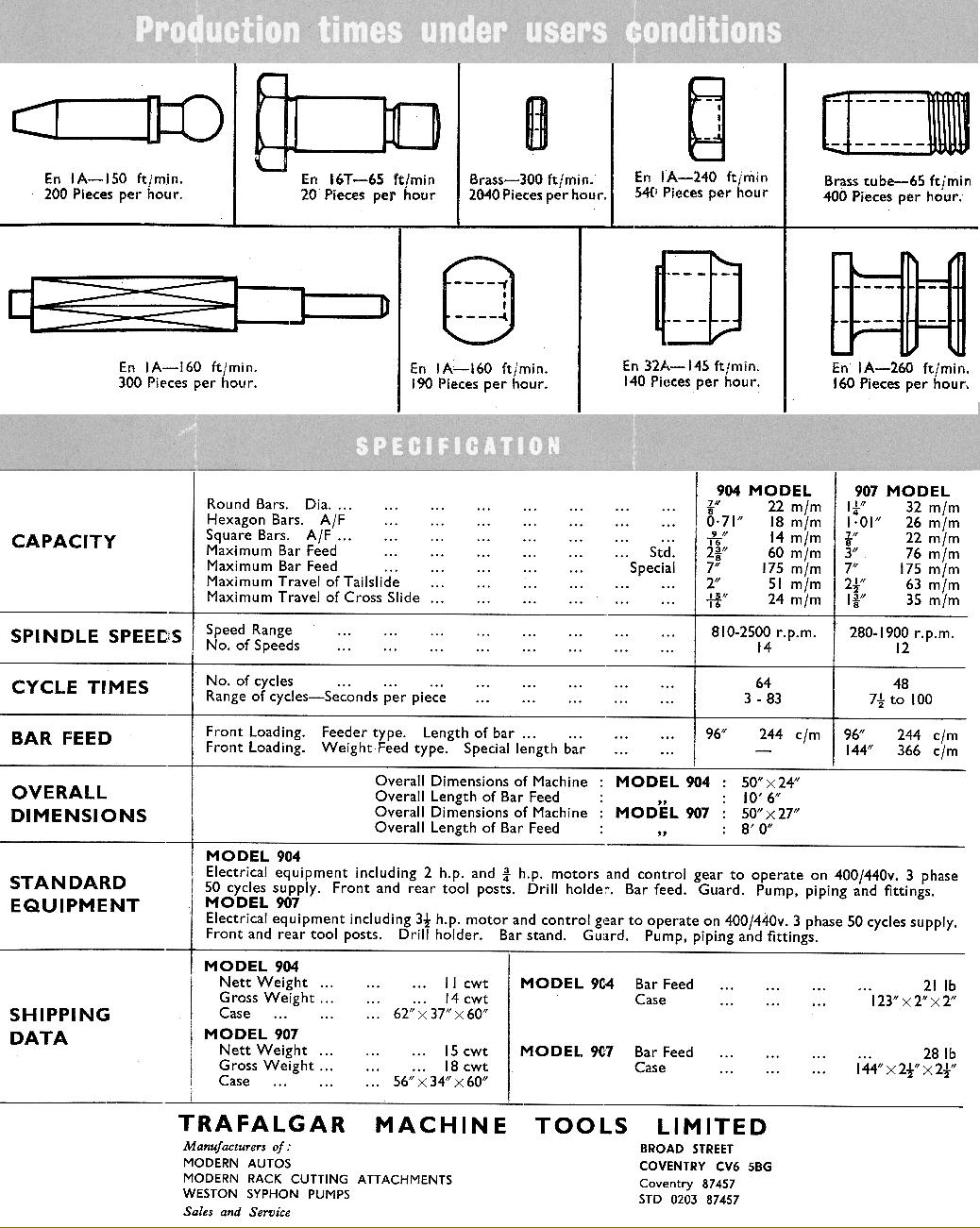
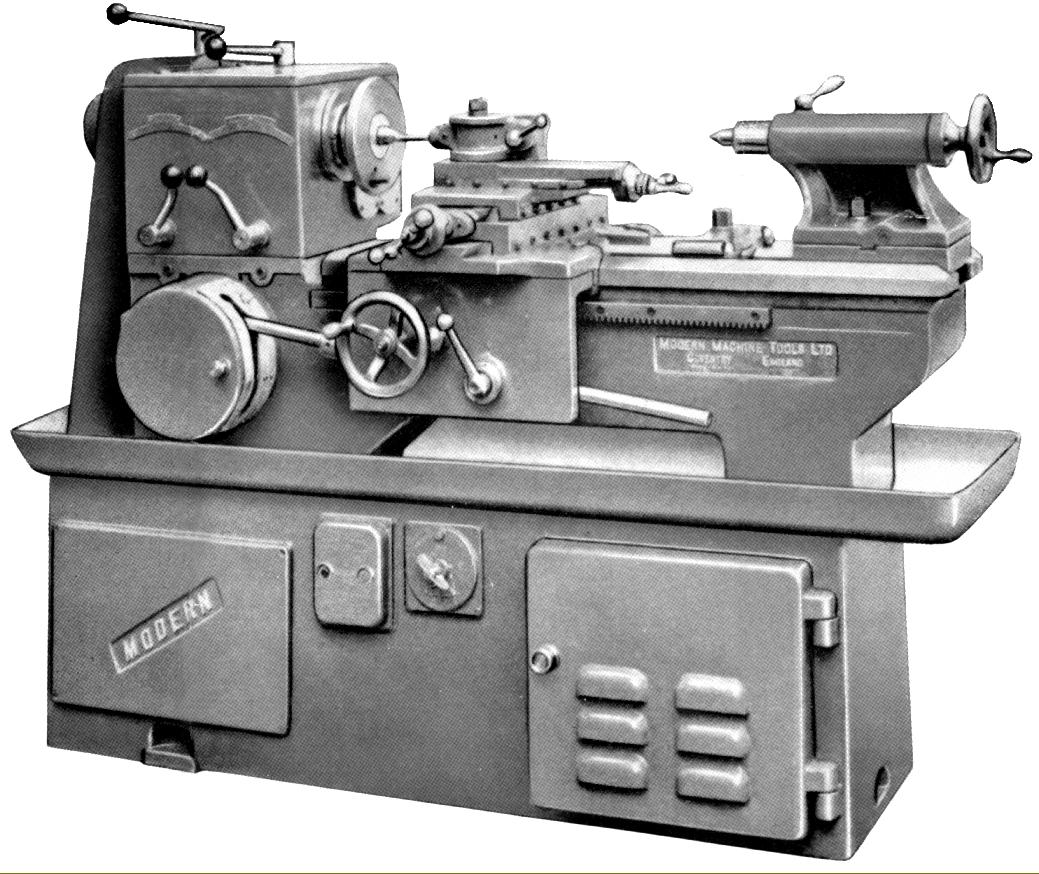
Built on absolutely conventional lines, the Modern capstan lathe was listed in two forms, the 2A and 2X - though just a single difference separated them, the bar capacity at 1" for the former and 1.25" for the latter. Early catalogues show both machines, while later editions list only the rather more useful 2X.
With a centre height of 6.25", the maximum capacity between centres was 16.5", the minimum 2.375", the 6-station capstan head had a travel cut of 6.25" with this increasing to 8.25" when including its ability to be repositioned along the bed.
Cast as-one with the bed, the headstock contained a spindle made from what was described as "special steel" (probably a high chrome type) that ran in a pair of precision taper roller bearings at the front and parallel rollers at the rear, the latter having compensation for spindle expansion when warm. Safely enclosed, the collet-closing mechanism was of the usual lever-operated, quick-set type and fitted, according to the makers, with an unspecified "anti-friction closing device".
Moved along the bed by a handwheel set below the front face of the headstock, the carriage was fitted with a substantial T-slotted cross slide with the facility to mount front and rear toolposts in a variety of positions. The cross-feed screw was of square section, ran though a bronze nut and carried a usefully large, 4-inch diameter micrometer dial. As an alternative to screw feed, the cross slide could also be fitted with a combined screw and lever system, though this could not be retro fitted and had to be ordered when the lathe was built.
Adjustable for wear in three directions, the capstan head was machined with 1-inch diameter tool-holding bores with a 3/4 inch hole drilled right through to accommodate long work pieces (these holes could be opened out to 1.125 inches if requested). Each face of the turret was recessed, drilled and tapped to take roller box tools and tool holders - though the makers offered to machine this component to suit any tooling system already in use by a customer..
|
|