|
Continued:
Notes from the original Instruction Book:
General Description:
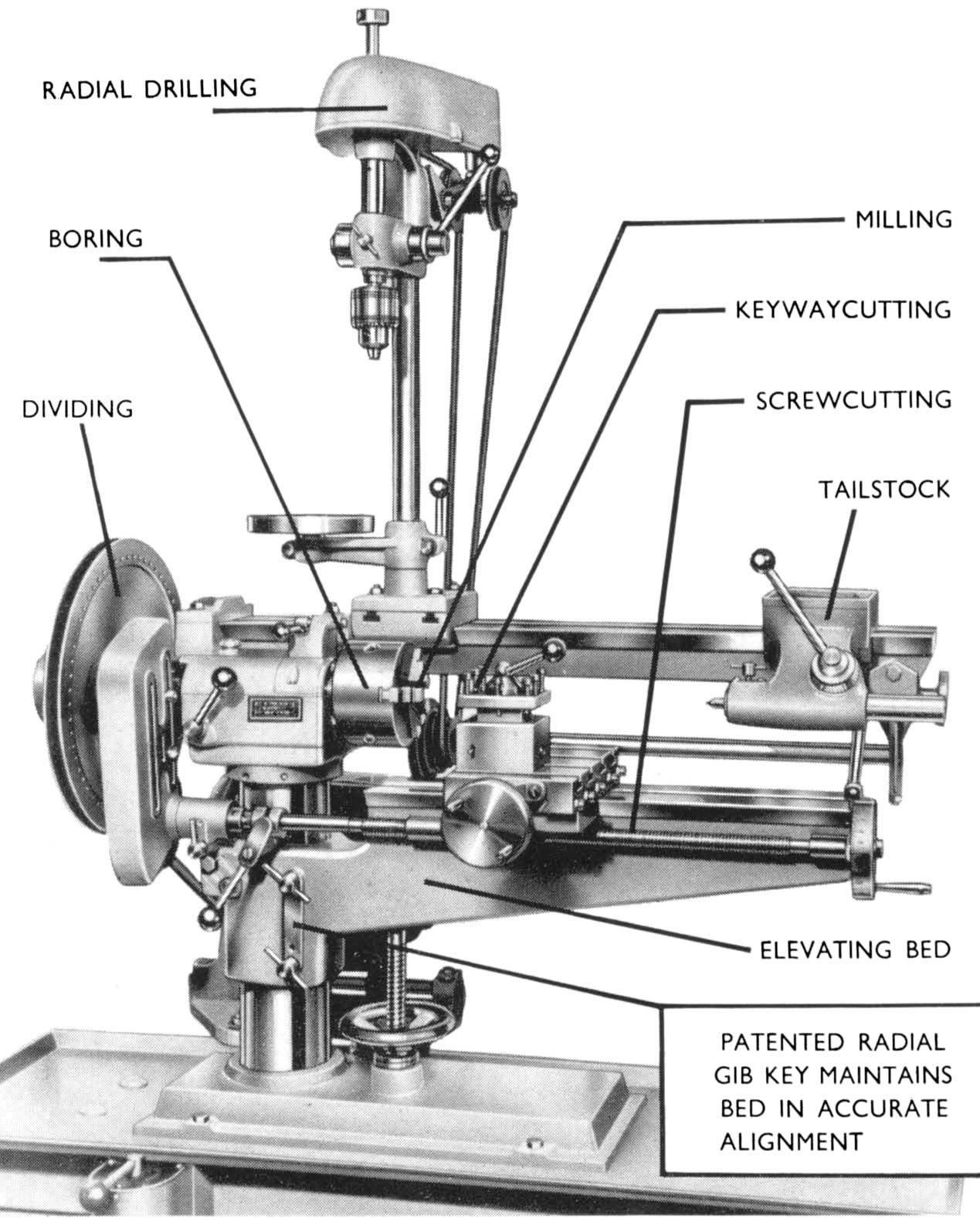
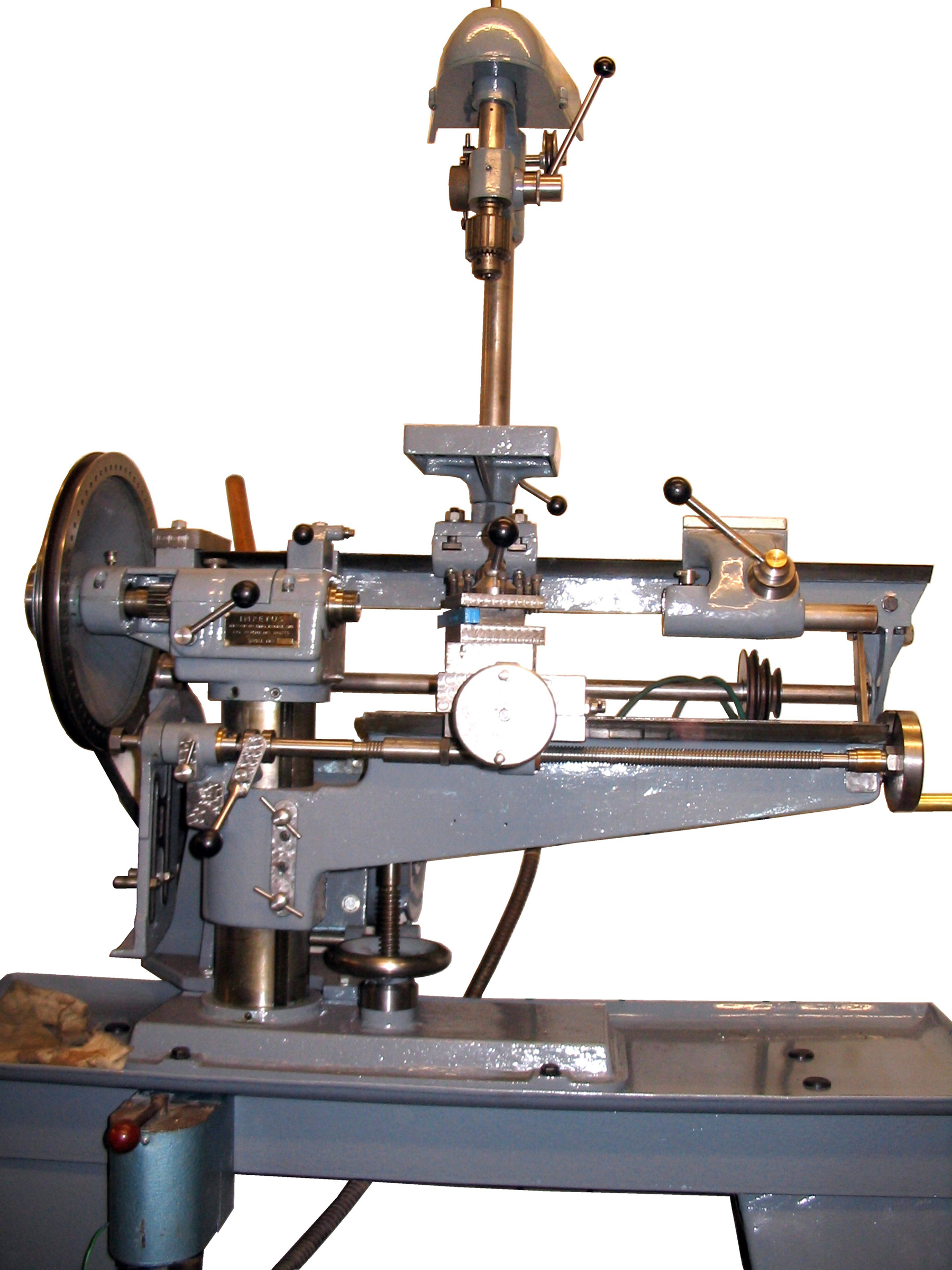
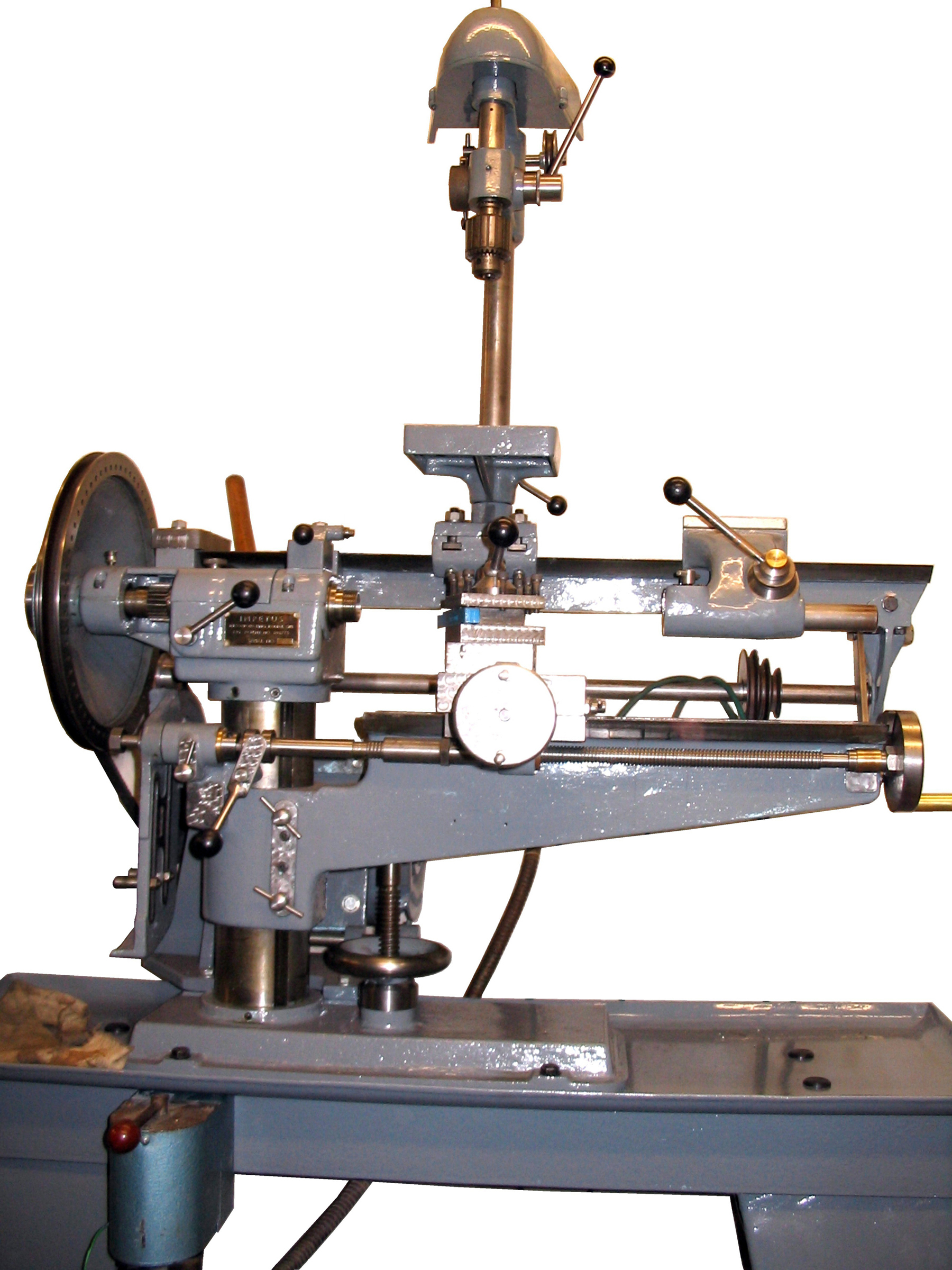
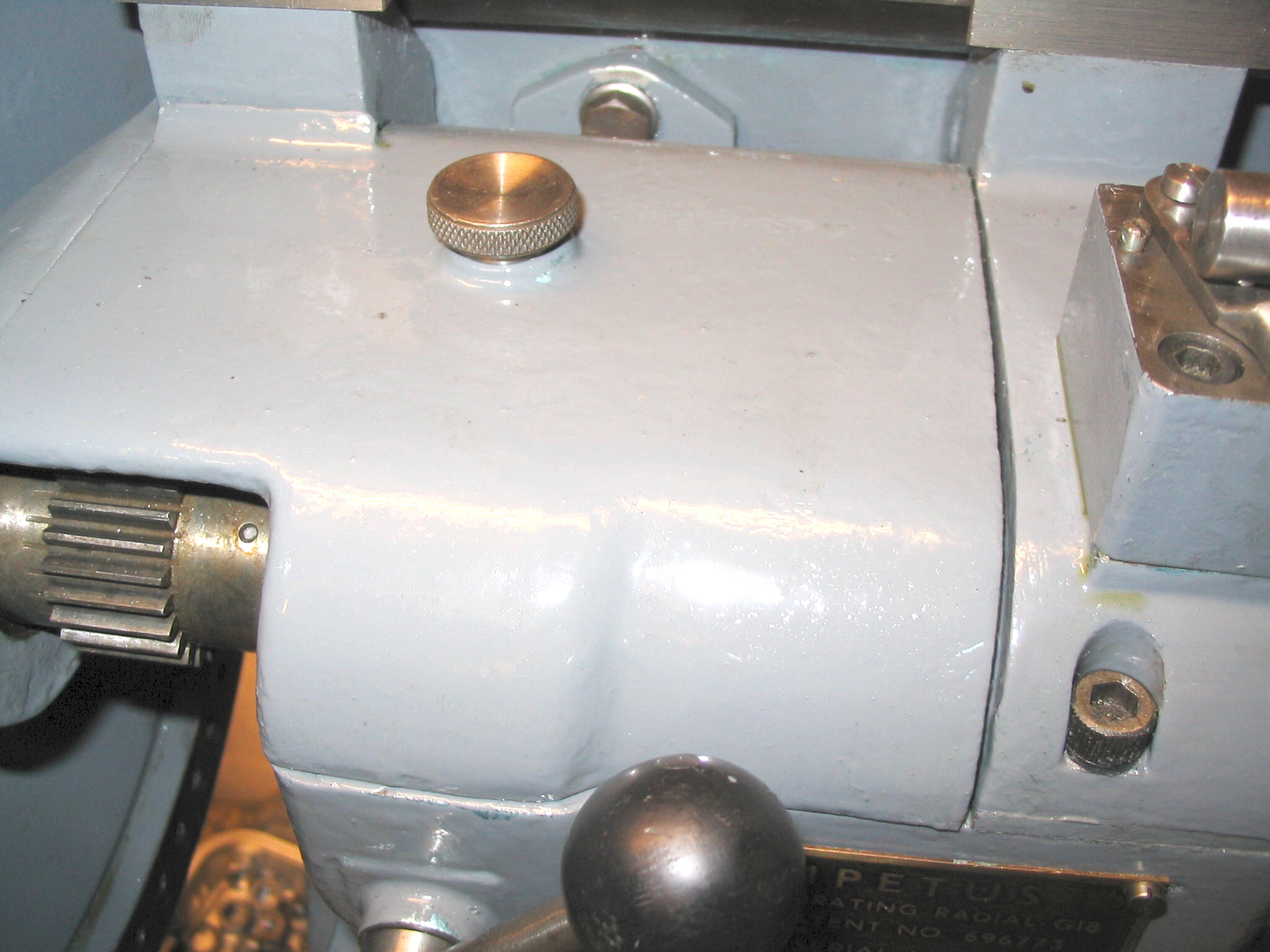
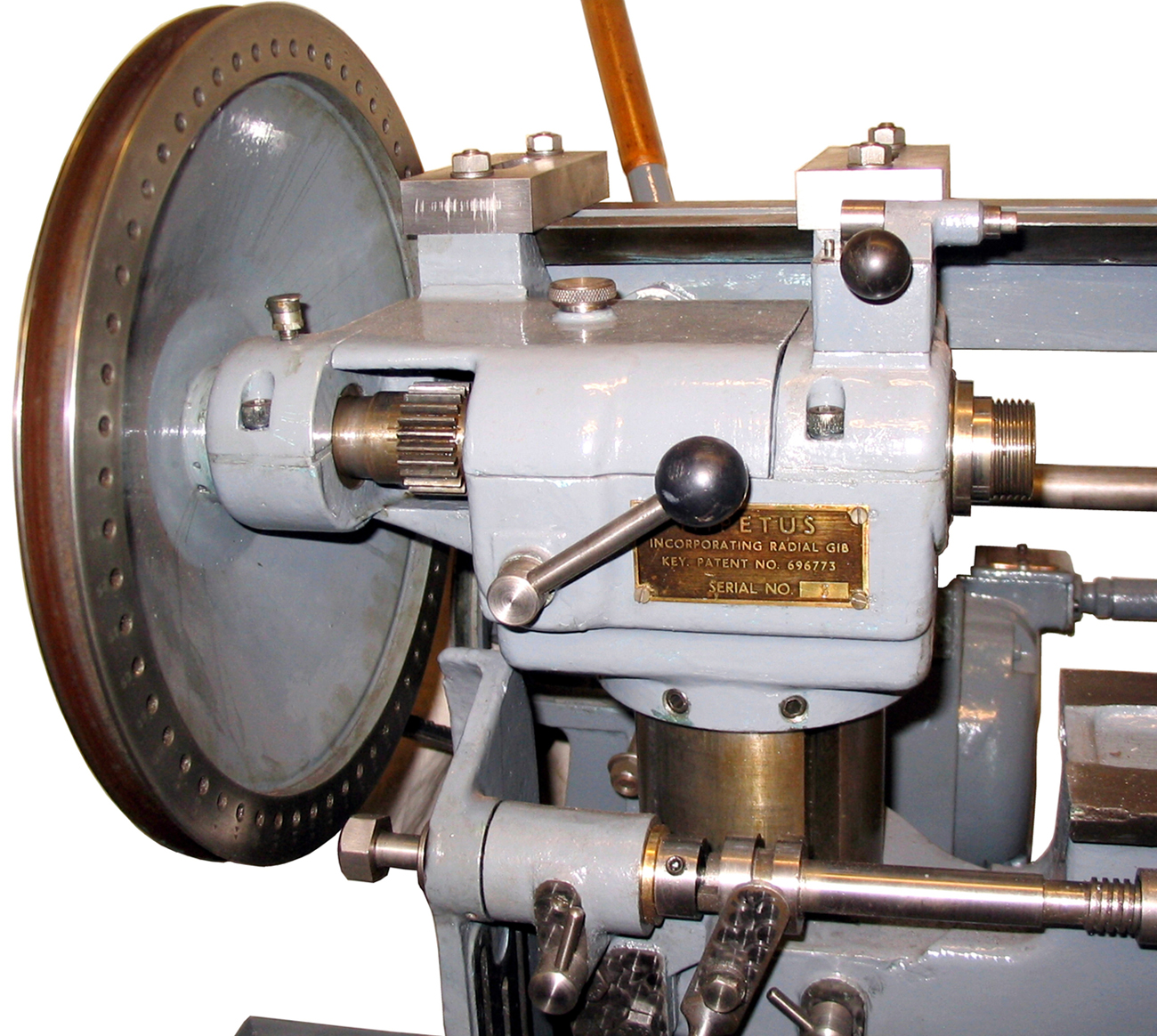
This machine should not be regarded as a special form of lathe. It represents a new conception of a general purpose machine tool made possible by a simple patented invention. This invention consists of a triangular gib key (British Patent No. 696773) which enables any member enclosing and sliding upon a column to be maintained in strict radial relationship to the axis of the column.
Within its capacity this machine will perform the duties of a milling machine, a horizontal borer, and a lathe with no special adaptation. The attachment of a hand lever also enables light shaping work, such as keyway or spline cutting, to be carried out without the usual tedious handwheel operation.
The backbone of the machine is a massive column on which the main bed, complete with cross-slide, leadscrew, and changewheel arm, can slide under the control of a vertical feedscrew. This main bed is keyed to the column by means of the gib key already mentioned and its radial relationship to the column is thereby maintained. It may be clamped by means of the key at any desired height with complete confidence in the accuracy of its alignment.
The headstock is seated on the head of the column and means are provided for rotating it within fine limits so that the mandrel may be lined up accurately with the main bed and locked in this position.
At the back of the headstock two brackets carry an auxiliary Tee section bed on which is mounted the tailstock. Again, fine adjustment is provided for setting the centres in accurate alignment.
It will be appreciated that the parallel alignment of the mandrel, main bed and auxiliary bed in the vertical plane is taken care of in the design of the machine, but that in the horizontal plane there is a radial adjustment under the control of the operator. With the aid of a test bar, adjustment is not difficult and once set, the accuracy of the machine should be retained over long periods. The ability to check over the alignment in a few moments gives added confidence where particular accuracy is required.
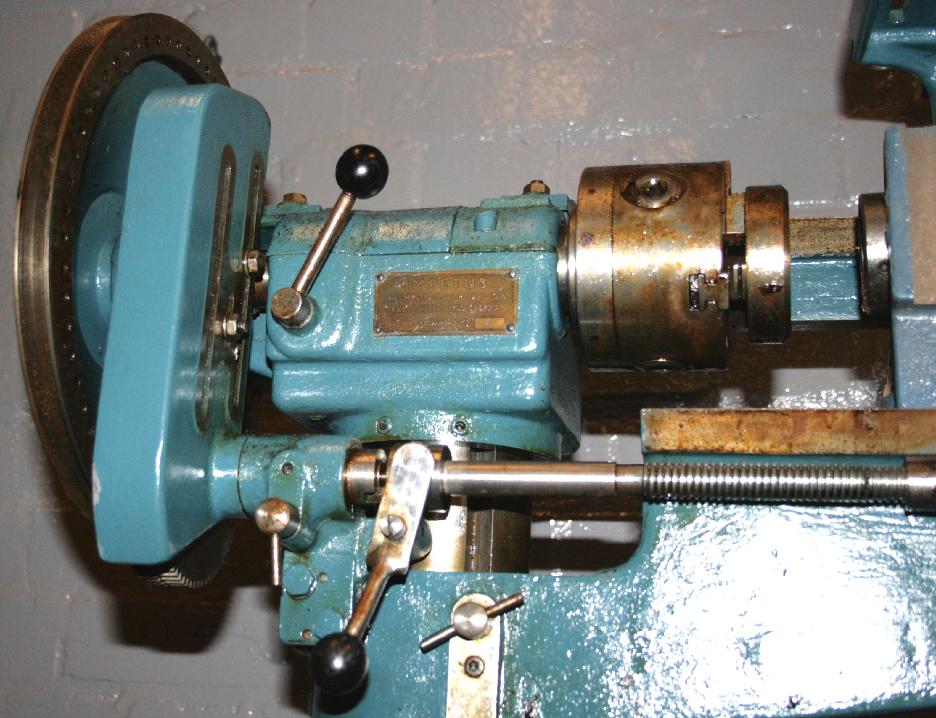
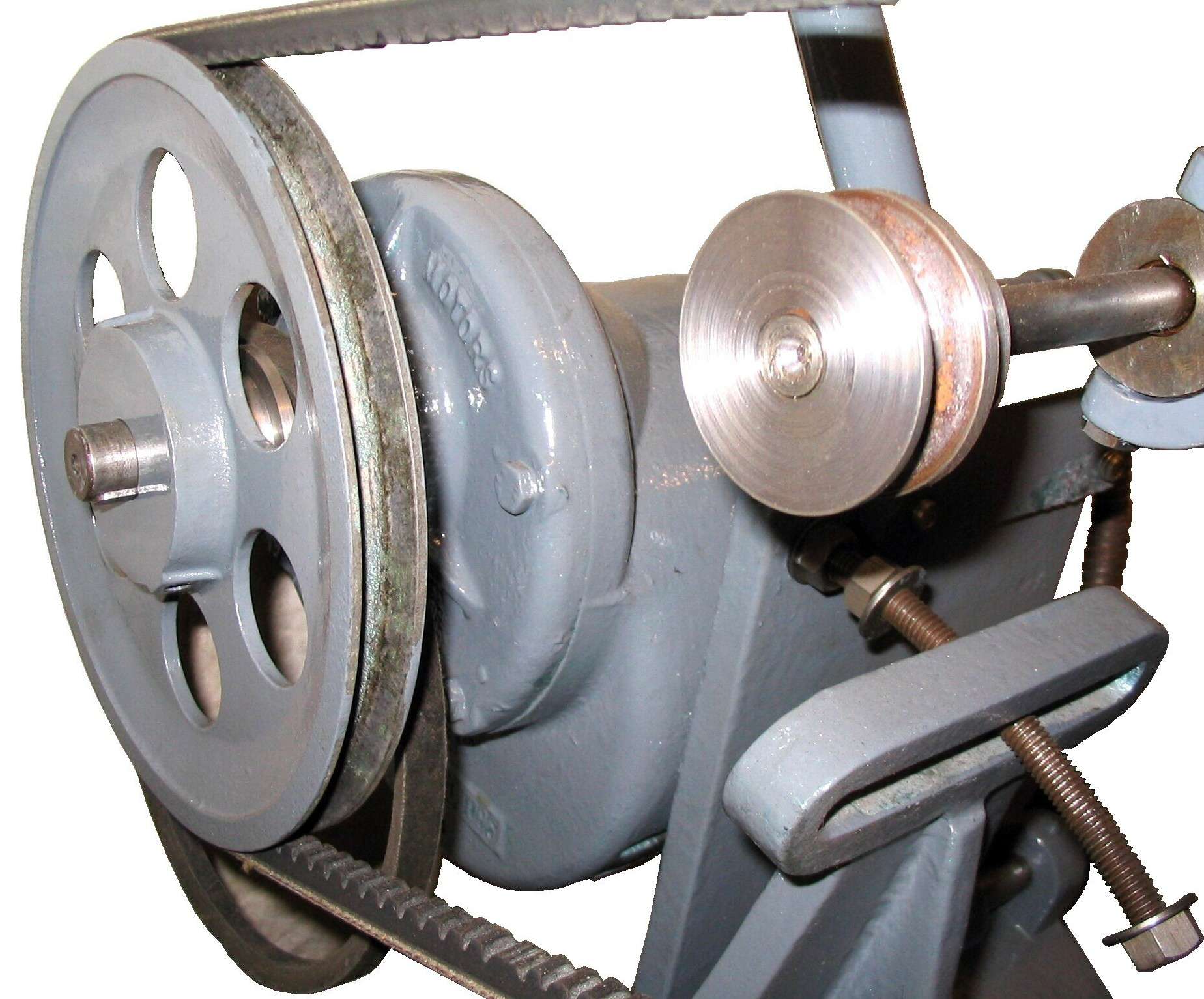
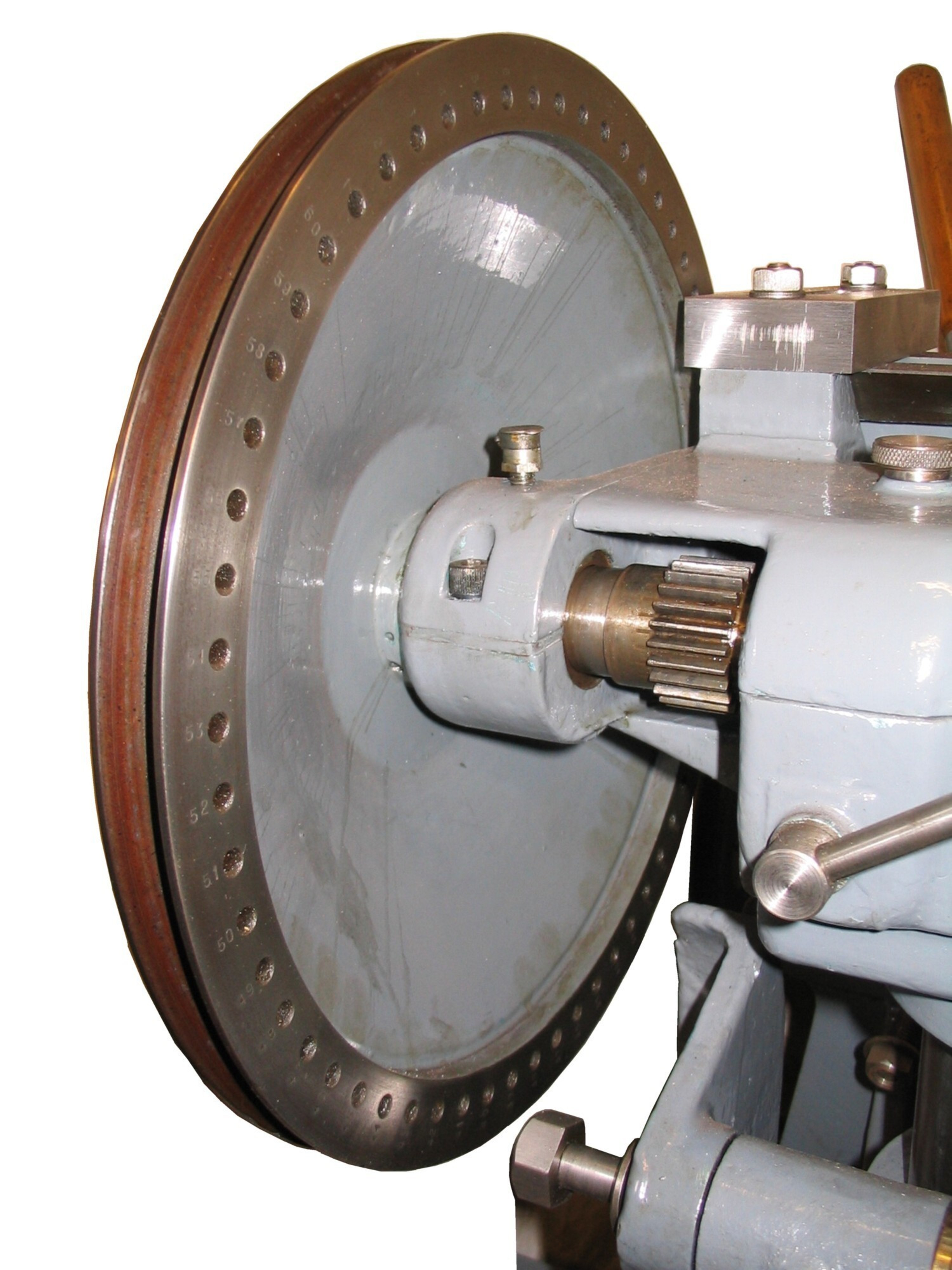
The drive from the motor is transmitted to the mandrel by means of a single belt driving a large four-step pulley weighing approximately 12 lbs. This pulley serves a number of purposes: a) it serves as a dividing head
b) it takes the place of a back gear
c) the momentum stored in it greatly helps to eliminate chatter, particularly in parting off operations
d) it is very convenient as a handwheel when using taps and dies in the tailstock, the weight giving good control as the threads are cut
e) it can be used freely as a break to stop rotation after switching off the motor, and generally for turning chucks, etc., mounted on the mandrel.
The headstock mandrel is bored to take 3/4" dial. stock and the nose is bored No. 3 Morse taper for suitable collets.
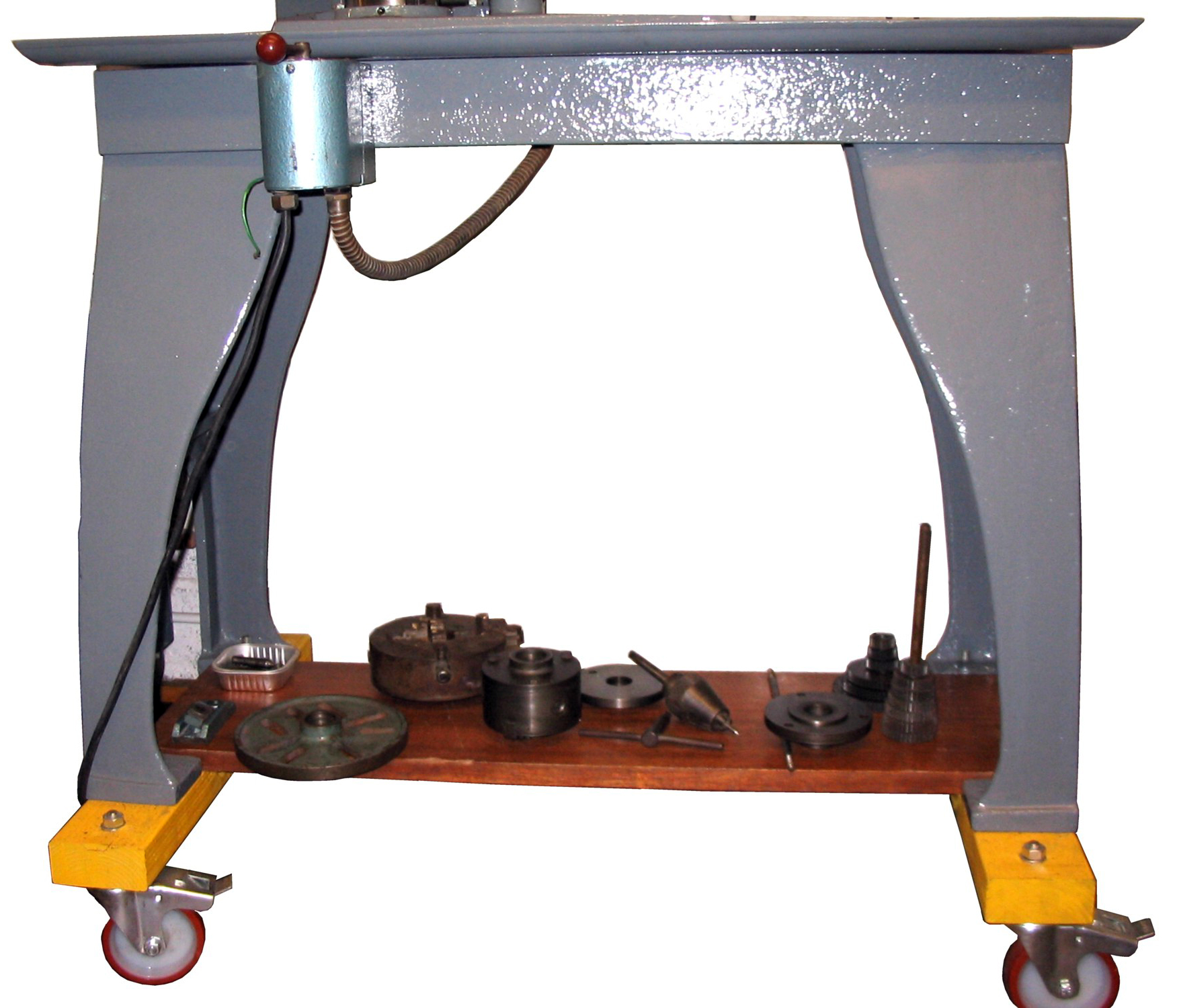
For crating and transport, the entire machine can be rapidly dismantled into a number of pieces, each of which is readily handled and packed. Re-assembly is an equally straightforward procedure.
2. CROSSFEED AND LEADSCREW ARRANGEMENT
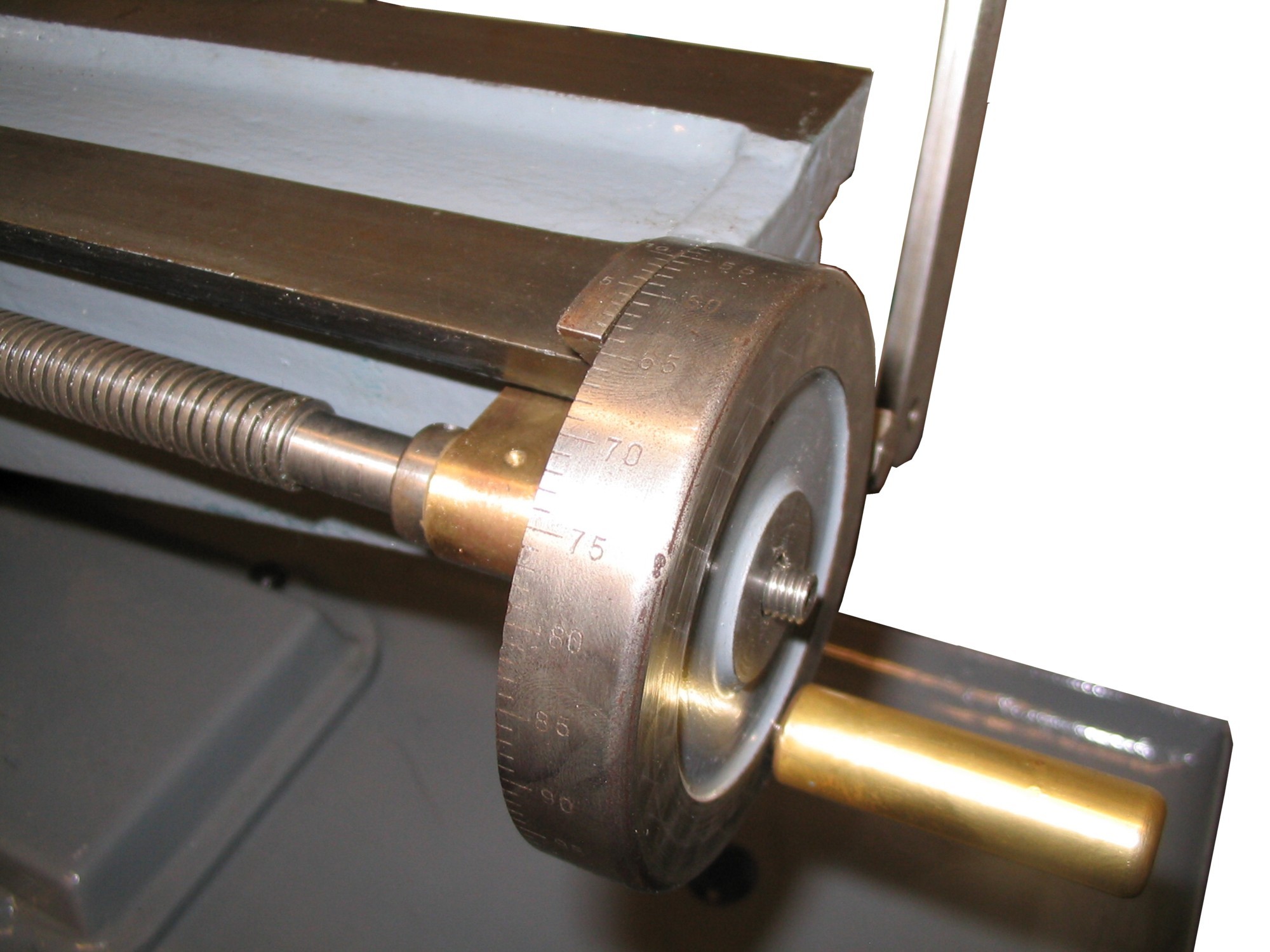
Both longitudinal traverse (approx 12") and cross traverse (7") of the boring table are accomplished by solid turned handwheels attached to the ends of the operating screws, the rims of these wheels form index dials 3 1/2" and 3" diameter. respectively.
The leadscrew nut is not split, nor is a rack and pinion traverse provided. For normal operation the four way toolpost is mounted direct on the boring table and the feed applied by means of the leadscrew and crossfeed screws. The absence of a topslide is no inconvenience on a small machine such as this and there is greater rigidity without it. A small topslide forms part of the equipment but its use should be confined to short tapers and for screwcutting.
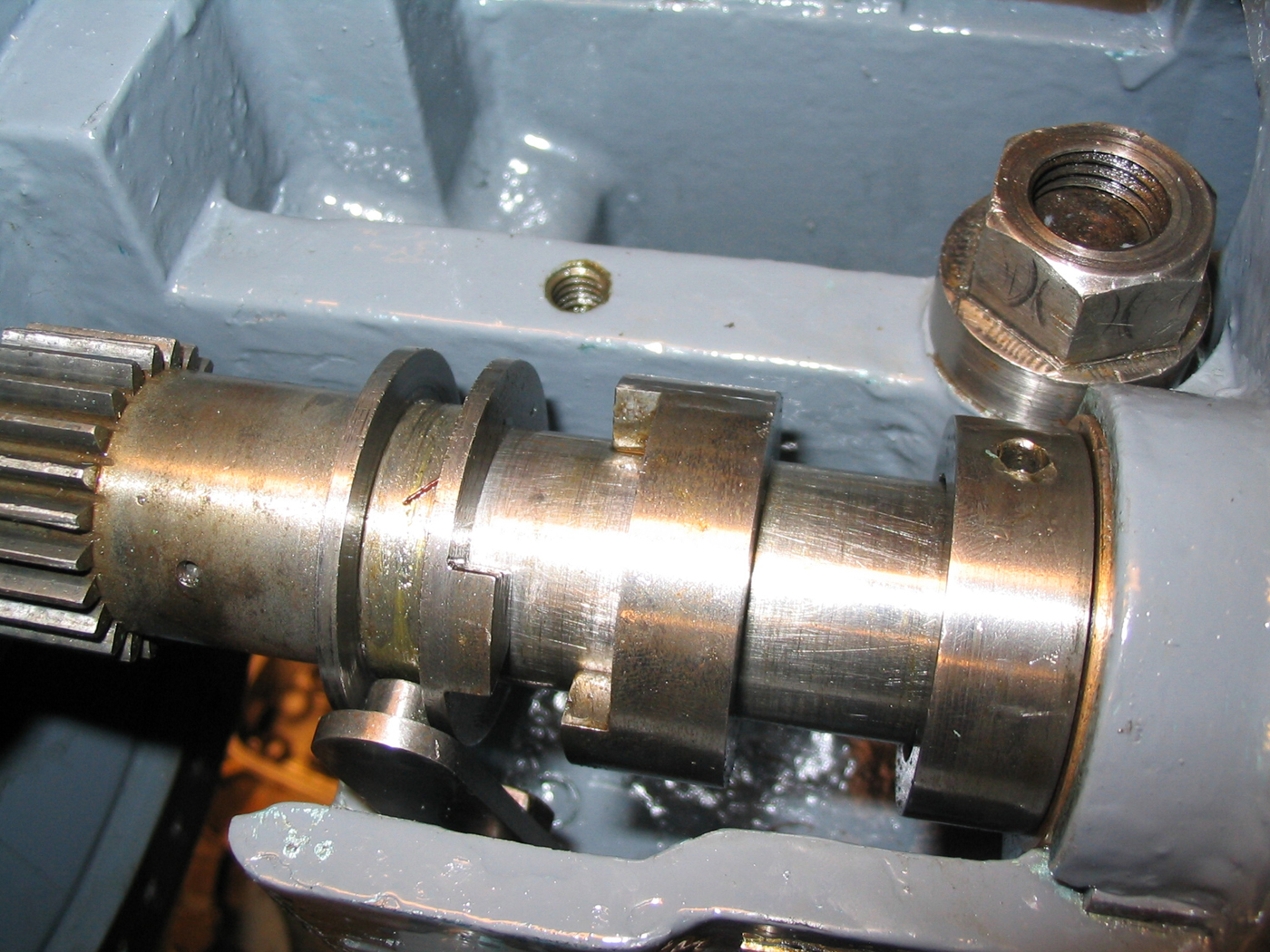
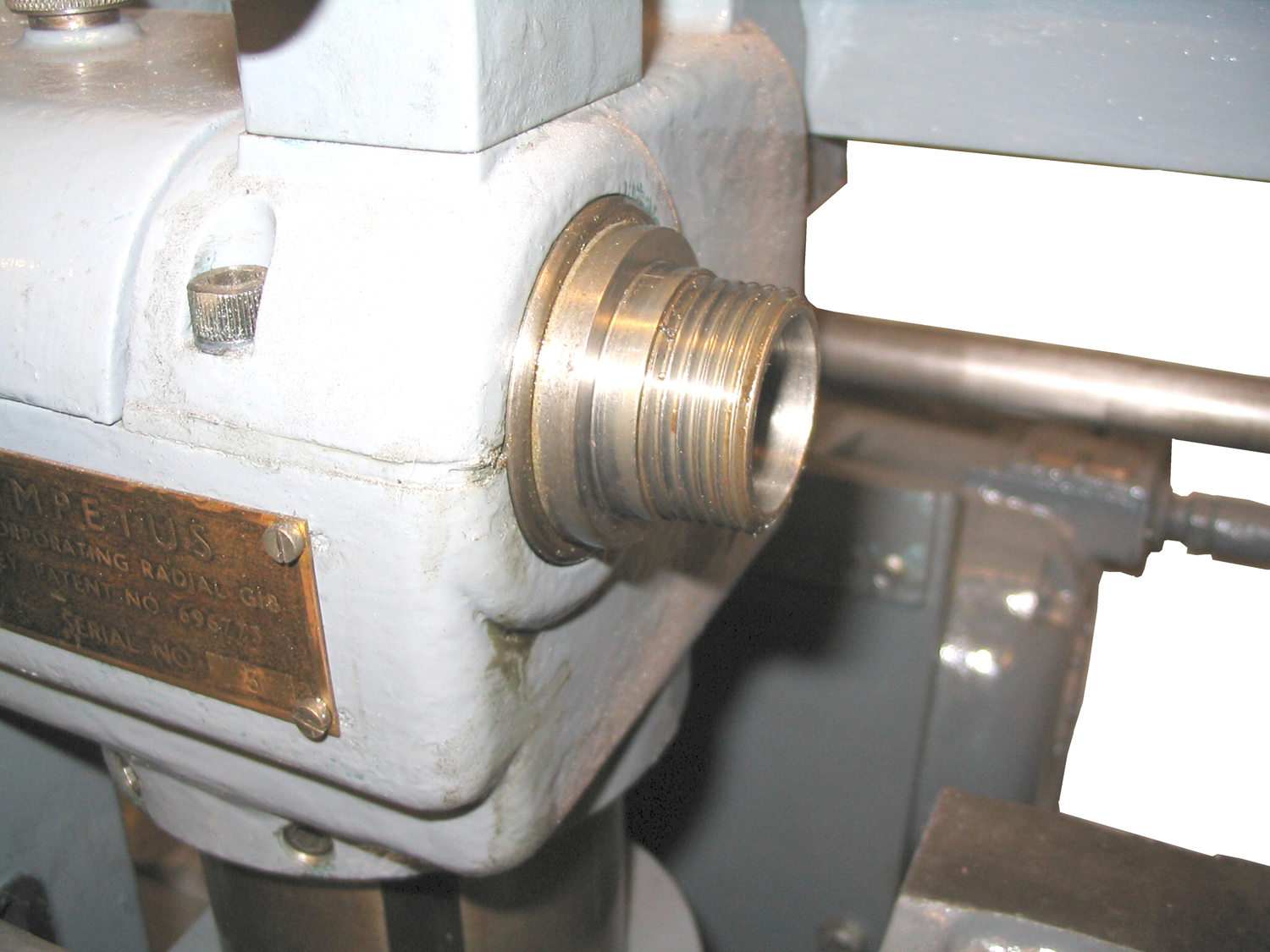
The leadscrew nut consists of a shouldered bush which is an easy fit in a suitable hole bored through a lug on the underside of the saddle. The end of this nut protruding from the casting is threaded and a steel tube, enclosing the leadscrew, screws on to this threaded portion and locks the nut in position. When it is desired to rack the saddle with a hand lever, the leadscrew nut can be released and spun down to the remote end of the leadscrew. The steel tube referred to above also provides some protection to the leadscrew where it emerges from the saddle.
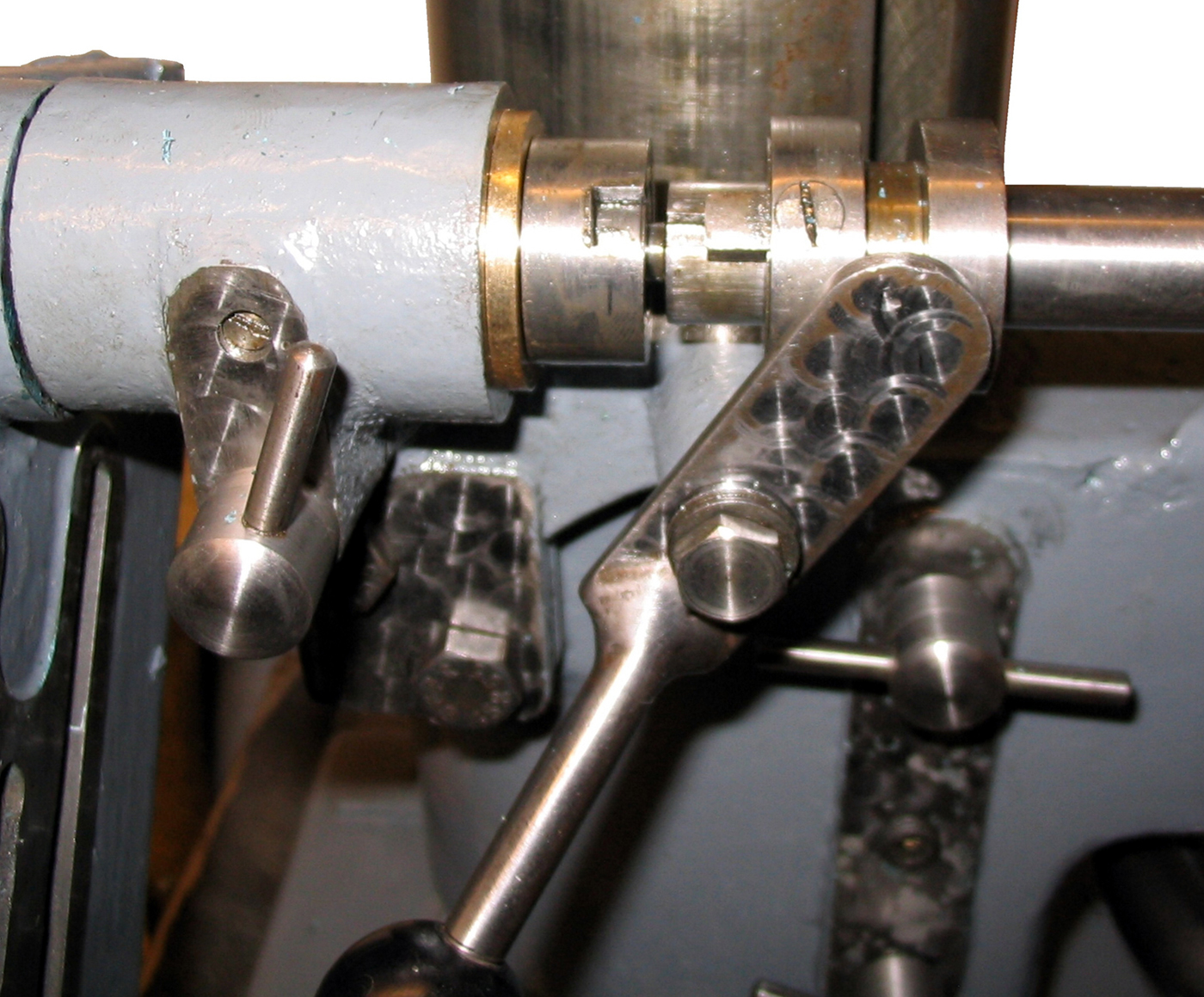
Automatic feed is applied to the leadscrew through a dog clutch keyed to the headstock end of the screw. A second dog clutch is also provided in the mandrel and its use is described in the section on screwcutting.
The use of solid nuts for both feedscrew and leadscrew means that they are floating in so far as they are supported only by their respective nuts and the thrust bearing. This arrangement gives a very smooth action and tends towards greater accuracy.
3. SCREWCUTTING
Though not original, the method of screwcutting on this machine is unorthodox, but very convenient. It may not be familiar.
A sleeve, permanently fitted on the mandrel, carries a 24-tooth wheel, which drives the change wheel train and also incorporates a single dog clutch by which it takes its drive from the mandrel. In screwcutting, this clutch is used to engage the change wheel train, with the result that it is impossible to pick up the wrong thread. It will be found that the changewheels spin quite easily as the saddle is traversed back to the start of the thread when this clutch is disengaged.
With one exception, the number of teeth on the changewheels are all multiples of three. The calculation necessary to determine suitable changewheels for any particular number of TPI is extremely simple, since
No. of Driven Teeth = TPI x 3
No. of Driving Teeth
For example, to cut 6 TPI:
No. of Driven Teeth = 18
No. of Driving Teeth
i.e. one 18 tooth wheel on leadscrew together with suitable idlers to give desired rotation.
To cut 52 teeth:
TPI x 3 = 156 = 39 x 4 = 39 x 72/18
To cut 56 teeth:
TPI x 3 = 168 = 21 x 4 x 2 = 21 x 72/18 x 18/27
Numerous metric threads can be cut by the introduction of the 38 tooth wheel included in the set. It will be appreciated that the 38 tooth wheel fitted tot he leadscrew with two suitable idlers provides a 2 mm pitch and that other metric threads can readily be calculated as multiples up and down from this basis. The 38 tooth wheel also enables 19 TPI (i.e. 1/4" and 3/8" gas thread) to be cut, with a simple train.
4. MILLING
Apart from the removal of the toolpost or topslide, the machine requires no modification whatever to become a small milling machine.
A cross-feed of 7" and the large slotted table 10" x 4 1/2" enable quite large workpieces to be machined, but it must be borne in mind that this is a light machine and excessive cuts should be avoided.
A machine vice can conveniently be mounted on the slotted table and end mills, slitting saws and fly cutters can be used for a variety of work.
If the gib key screws are correctly adjusted, it will sometimes be found that the vertical feed can be used with advantage in certain milling operations.
A dividing head or rotary table, of course, greatly extends the range of work which can be accomplished.
5. TAPER TURNING
When turning up a mandrel for holding work to which it is desired to give a very slight taper, it will be found sufficient to slacken the adjusting screws of the main bed gib key. The bed than can be slewed to a small angle of taper (which can be accurately clocked) and then locked in position by means of the clamping bolt.
For such things as Morse tapers it is necessary to remove the gib key altogether. Raise the bed to full height, lock in position and lower feedscrew until the upper end emerges. Insert a piece of wood between the end of the feedscrew and the underside of the bed. Slacken off the adjusting screws until the gib key falls down the keyway in the column, when it can be removed. The bed can no be lowered and rotated to any desired degree of taper. If the taper is not too great, the automatic feed can be used an tapers turned for the full travel of the saddle. This procedure will be found to be simple and extremely accurate.
6. DIVIDING
The main driving pulley is provided with 60 equally spaced and numbered holes in the rim. Any of these holes can be picked up and the mandrel locked by means of a link rod, one end of which is attached to one of the slots in the changewheel carrier arm. Movement of the carrier arm allows fine adjustment of work held in the chuck before locking the mandrel in any fixed position. The link rod itself has a subdividing arrangement enabling the 60 divisions each to be divided into 6, thus giving total divisions of 360 degrees.
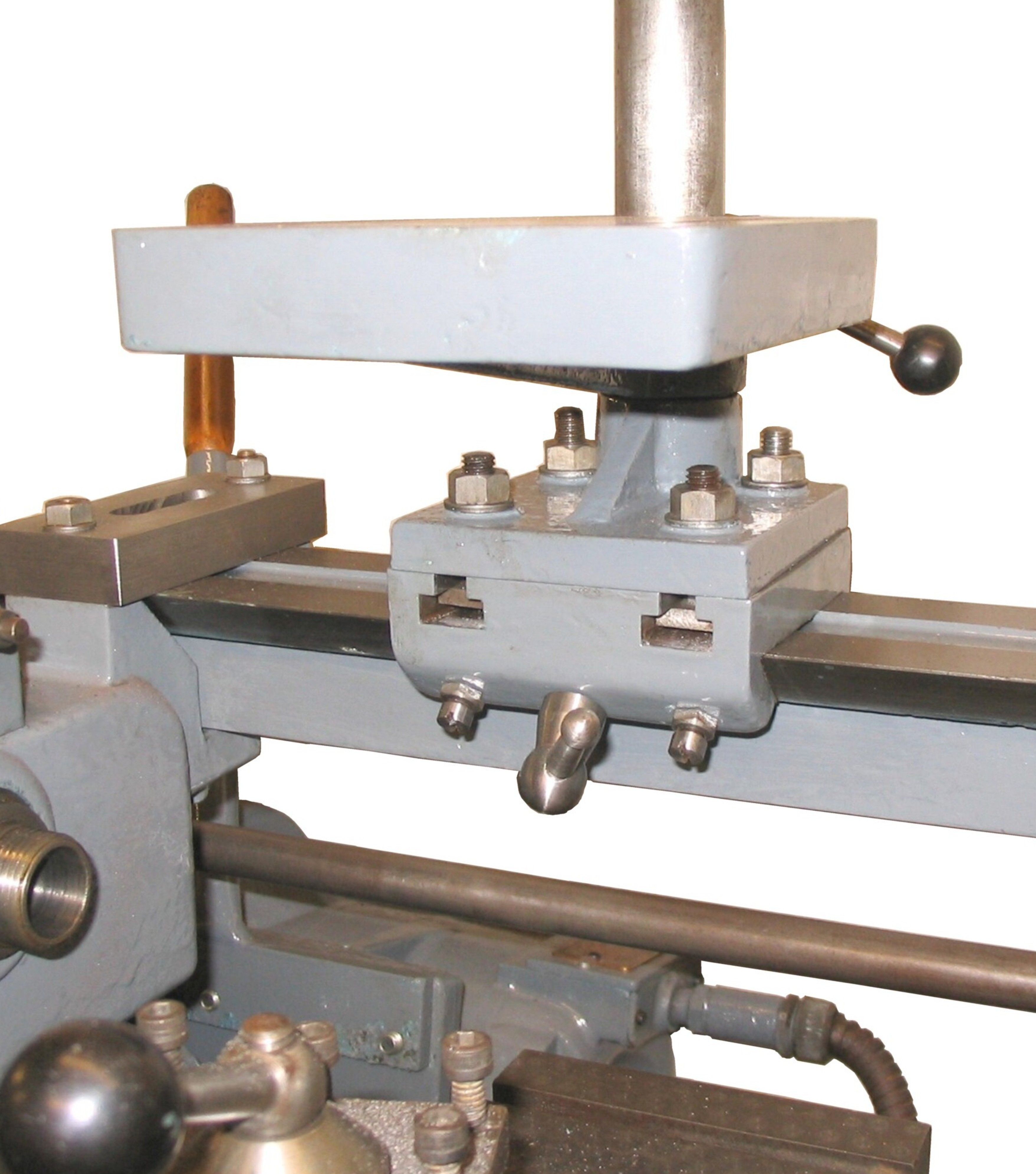
7. KEYWAY CUTTING
The machine is well adapted for small shaping operations such as keyway and spline cutting. For this purpose a hand lever can quickly be attached for racking the saddle along the bed and making the operation less tedious than is usually the case when lathes are used for this purpose. The leadscrew nut can be released from the saddle (as described in section 3) so that the latter is free to slide and a fulcrum plate can be attached at any convenient position along the bed to give the desired movement by means of a hand lever and link.
8. BORING HEAD
A small boring head with radial feed, operated by star wheel and trip pin, at once converts the machine into a miniature horizontal borer. This addition greatly extends the scope of the machine and makes it particularly useful for facing and boring linker ends and other awkwardly placed bosses.
The slide of the boring head is provided with five positions for the boring tool. This is to enable both internal and external work to be done wit the same direction of rotation of the feedscrew and also so that the most appropriate position can be used to avoid excessive out of balance of the slide.
9. LARGE WORK
With the Tee bed in position work up to 8" diameter. can be accepted between centres and, with care, it is possible to machine work of this size, particularly in lighter materials such as wood or aluminium.
The Tee bed can, if necessary, be removed when work 14" diameter can be swung over the bed. A suitable block or machine vice can be used to raise the tool post to centre height and pulleys or other awkward jobs can be successfully drilled and bored in an emergency. Alternatively large pieces of material or castings can be mounted on the boring table for drilling and facing operations.
10. VERTICAL MILLING
A vertical drill mounted on the Tee bed makes the machine into a small radial drill. The drill head may be lowered on its column until the work can e drilled on the cross-slide table and traversed under the drill as desired. If the drill is taken well out to the end of the Tee bed, quite large sheets or other work can be passed beneath this bed for drilling. Alternatively , when positioned at the inner end of the Tee bed, the radial drilling of work held in the chuck may be carried out, in conjunction with the indexing arrangements on the driving pulley. A small milling head could easily be fitted and would be a useful adjunct.
11. GEARCUTTING
With the dividing head fitted, gears up to 18 or 20 D.P. can be cut with blanks up to 5" diameter. The cutter may be mounted on an arbor between centres and the blank traversed beneath it and indexed as necessary. Small worm wheels may be hobbed in a similar manner.
12. TOPSLIDE
For normal lathe work it will be found most convenient to use the 4-way toolpost attached direct to the cross-slide. A small topslide is, however, supplied and is intended mainly for turning short tapers and for screwcutting, if it is desired to feed the tool in at the thread angle. The topslide is rectangular in form, which will be found convenient when setting with a protractor.
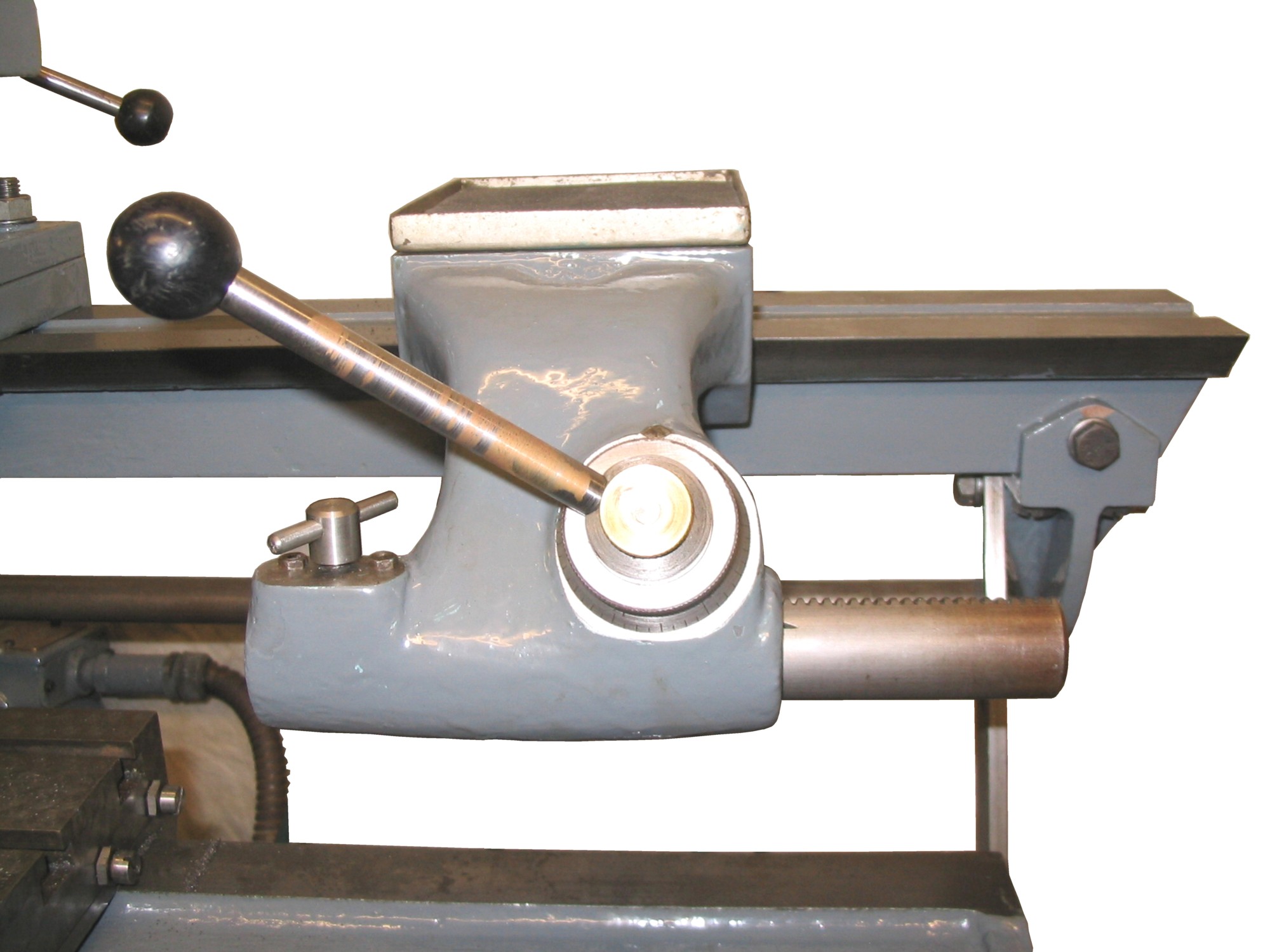
13. THE TAILSTOCK
The tailstock designed for the machine is fitted with a rack feed to the barrel. A graduated dial, with zero setting arrangement, is fitted, and this will be found useful for depthing accurately when drilling. It may also be used when boring blind holes, as a depth gauge, if it is made to follow the saddle as the tool progresses.
The barrel is locked by means of a gib key similar to that used on the column. This key can be adjusted so that there is no rotary shake in the barrel and therefore less chance of drill snatching. Only finger tight screwing down of the locking screw is necessary to hold the barrel, owning to the wedge action of the key. It is also instantly released.
Being independent of the main bed, it is seldom necessary to hold work with the barrel fully extended, since the tailstock may be passed right over the saddle and brought up close to the work.
14. SETTING UP
A ground test bar is required with the machine and one end of this bar should be reduced to No. 3 Morse taper to fit the mandrel nose.
Insert the test bar in the mandrel nose. Ease off the nut on the central stud passing through the headstock casting. By means of the adjusting screws, rotated the head on the column in the appropriate direction until no movement is recorded on a clock fitted in the toolpost as the saddle is traversed up and down the bed. Tighten down the nut on the central stud when this is so.
Insert centres in headstock and tailstock, bring up the latter until the two centres are touching. By means of the adjusting screws BBBB bring the centres into true alignment, at the same time keeping the Tee bed parallel with the main bed, sighting by eye.
Slide back the tailstock and introduce the test bar between centres, test with the clock in the toolpost, and correct by means of the screws BB in the outer bracket only. Tighten up the locking screws underneath each bracket.
Once set, the accuracy of the machine will be retained for long periods, but the above procedure should be used for resetting after dismantling or for checking if particularly accurate long turning work is to be done.
In any case, only a few minutes are required to check the adjustment and the operator can feel that at all times he has the accuracy of the machine under his control.
Vertical Feed Adjustment: Slacken all gib key adjusting and locking screws.
Tighten clamp bolt at rear of main bed casting until lifting screw can be lowered and bet held suspended. Slacken clamp bolt until bed just falls under its own weight.
Tighten gib key adjusting screws individually, again adjusting until the bed can just fall under its own weight.
15. MOTOR DRIVE
The most convenient drive for this machine is a 1/2 hp geared motor, having a final shaft speed of about 300 rpm. If this shaft is provided with two pulley 1 3/4" and 8" diameter., a satisfactory range of eight speeds can be made available with suitable belts. The motor should be mounted on a hinged plate with take up adjustments. .
|
|