|
Believed to have been first advertised during 1924, the original Lineker & Winfield lathe was an inexpensive little plain-turning 2.75-inch centre height by 10-inches between centres model. Sold in Australia by the distributors R.J.Sheen complete with their Sydney address cast into the bed (27 Charles Street, Leichardt, Sydney) this lathe may have been the first-ever product of the later and better-known Winfield Company; however, this cannot be confirmed - and it is just as likely to have been an independent effort that passed into obscurity. Little advertised, the lathe was made at 56 Peveril Street, in Nottingham, and built in several forms with, almost certainly, all examples offered as either plain-turning models or with the option of backgear, screwcutting and possibly the choice of either a narrow V-pulley for drive by a round leather rope, or a pulley to take a flat belt. As there is little surviving maker's literature to distinguish either the types or their chronology, we shall give the various versions a Mk. Number, starting with the Mk. 1 a lathe offered in standard, non-backgeared, plain-turning form at £3 : 15s : 0d, or fitted with backgeared (BG) at £5 : 0s : 0d, or backgeared and screwcutting (BGSC) at £7 : 0s ; 0d. Fitted with a narrow, V-pulley intended to take a round leather "rope" of limited ability to transmit power, it may have been followed by a heavier Mk. 2 version equipped with a double-foot bed and flat belt drive - this model too no doubt being offered in the same three forms as the Mk. 1. This lathe also had a number of detail design changes including a different slide-rest assembly, a leadscrew carried in a bolt-on bracket at the headstock end and a cast-in bearing by the tailstock. The next version might be called the Mk 4, a type similar to the Mk. 3 but with a different headstock casting and an unusual double-ratio backgear with a sliding bar selector for the two settings and a neutral.
Described very modestly by the makers as a "Utility" model, the Mk. 1 would have been in direct competition with Portass, the important options of backgear and screwcutting giving it an initial edge; however invested heavily in advertising and was to prove, long term, the more successful company. At £3 : 15s : 0d for the basic model (more than a week's wage for a working man) the machine offered reasonable value for money and, should the new owner have been able to put in some Saturday and Sunday overtime, the backgear and screwcutting were designed to the easily retrofitted. Thus equipped, even this tiny machine was able to tackle a wide variety of work with relative ease. A review conducted by the well-known engineering writer George Gentry (and reproduced at the bottom of this page) cannot have harmed sales. In the days when any press criticism was to be found "between the lines" - or by careful omission - Gentry conducted a series of stringent tests that the lathe passed with flying colours. Although the article (which contains a detailed report of the lathe's dimensions, capacity, travels and characteristics) did not mention it, Gentry made arrangements to buy the test lathe from the makers and wrote a further series articles, during WW2, describing how he had modified and improved the lathe to better suit his needs.
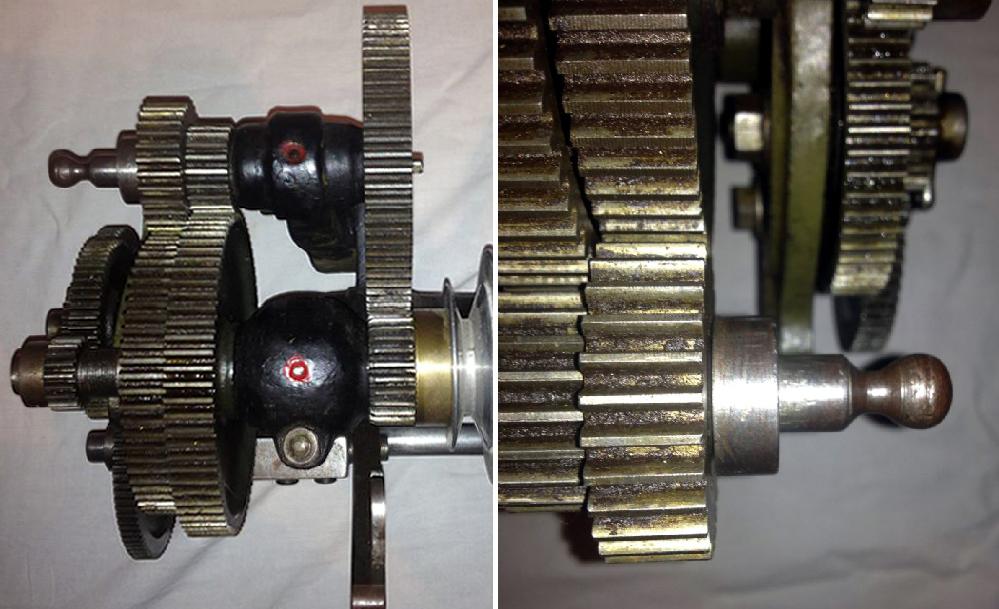
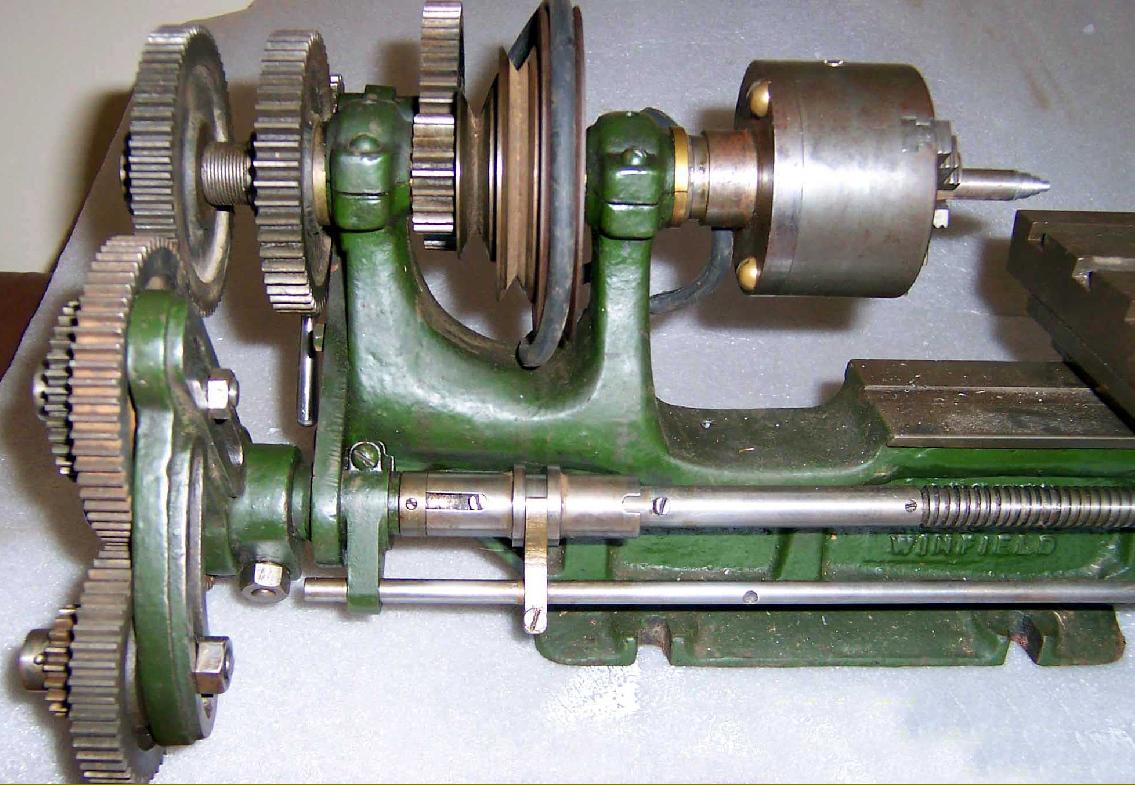
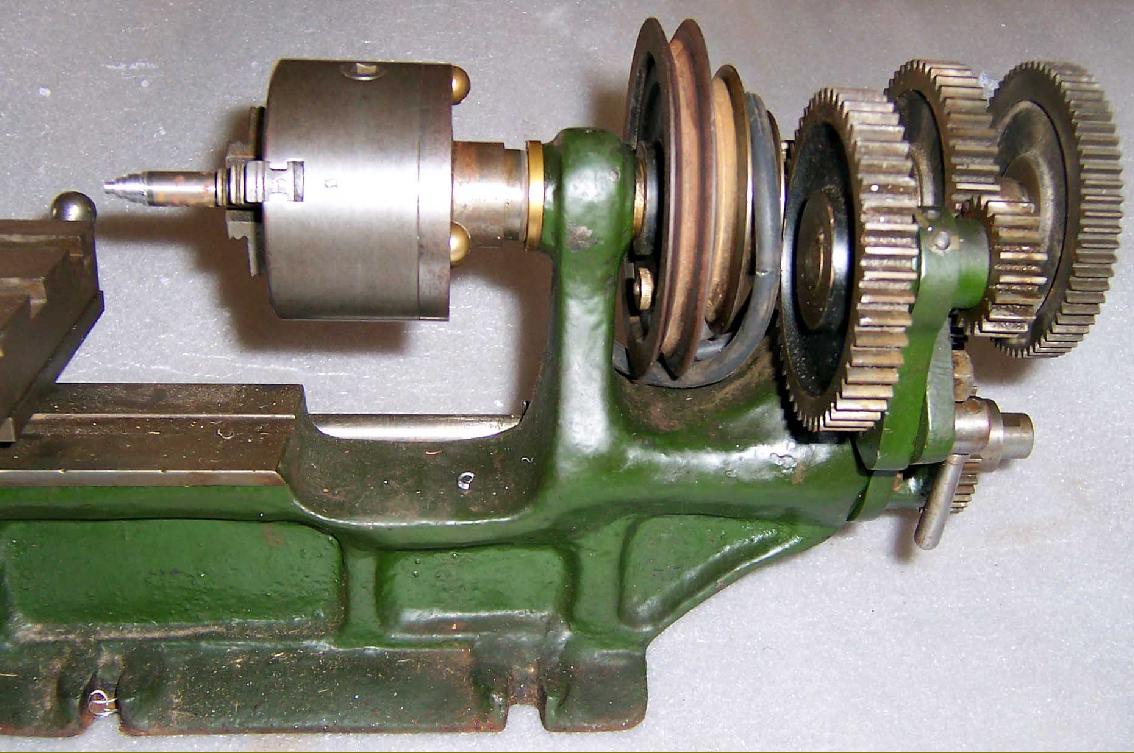
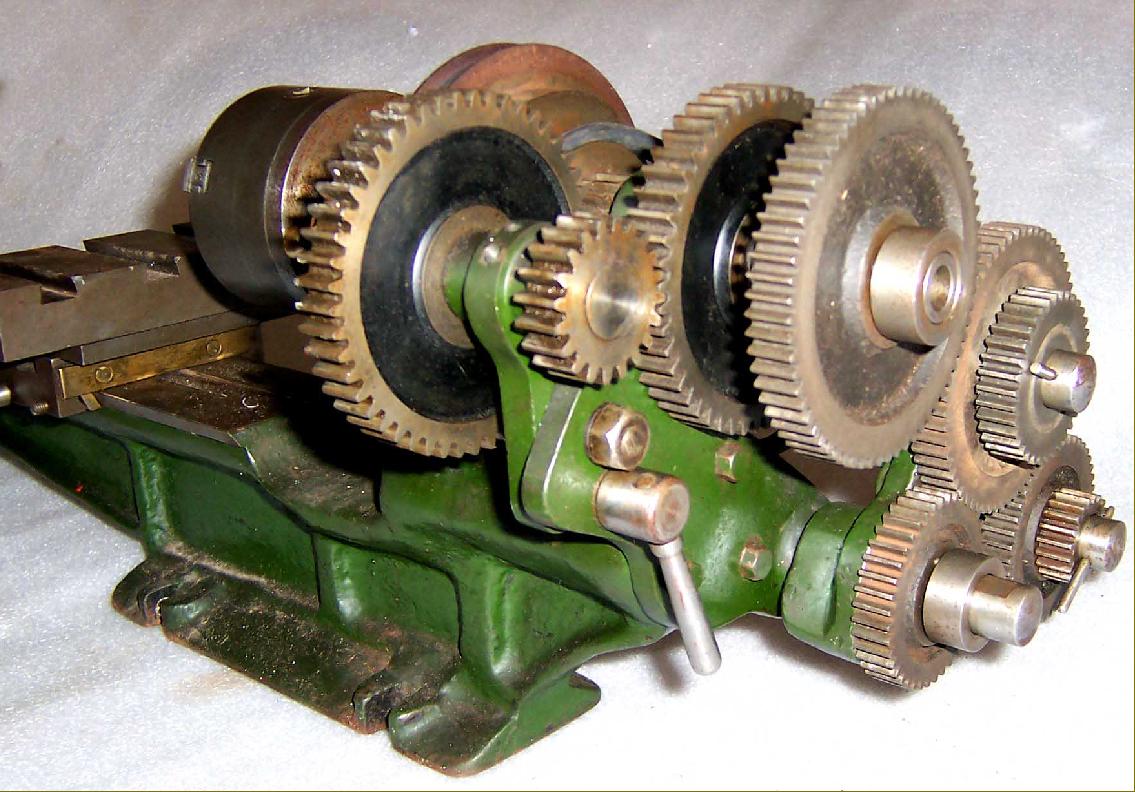
Some versions of the Lineker were built on a cantilever-form, flat-topped, V-edged bed cast as-one with the headstock - a design that mirrored popular contemporise practice and gave the lathe a foundation of decent rigidity - while others with a foot at the tailstock end, a design that could lead to distortion if the lathe was bolted down to other than a truly flat surface. The backgear assembly (rather like that used on Randa and other cheaper lathes) had the gears clustered to the left of the headstock spindle, the non-spindle mounted gears being carried on a bolt-on bracket that allow a simple and inexpensive conversion to the plain models. All screwcutting versions had a dog clutch on the leadscrew and some, rather handily, an adjustable auto-knock-off mechanism that disengaged the carriage drive. On one version discovered, a double-ratio backgear was offered - surely unique amongst small lathes - with two gears mounted outside the headstock casting and the required ratio selected by a bar and pin sliding inside the mounting shaft. On early versions the 1/2" x 8 t.p.i. leadscrew was carried in brackets bolted to the end faces of the bed, while later models used a separate bracket at the headstock end and a cast-in bearing by the tailstock
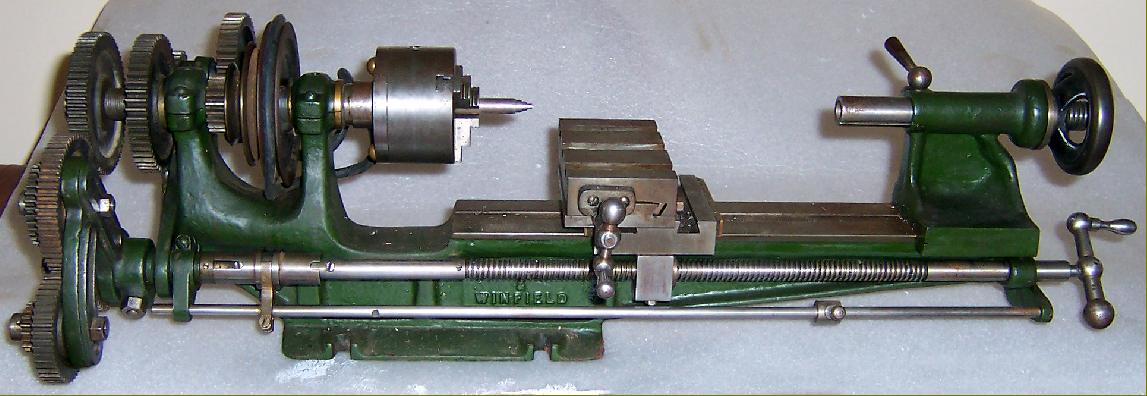
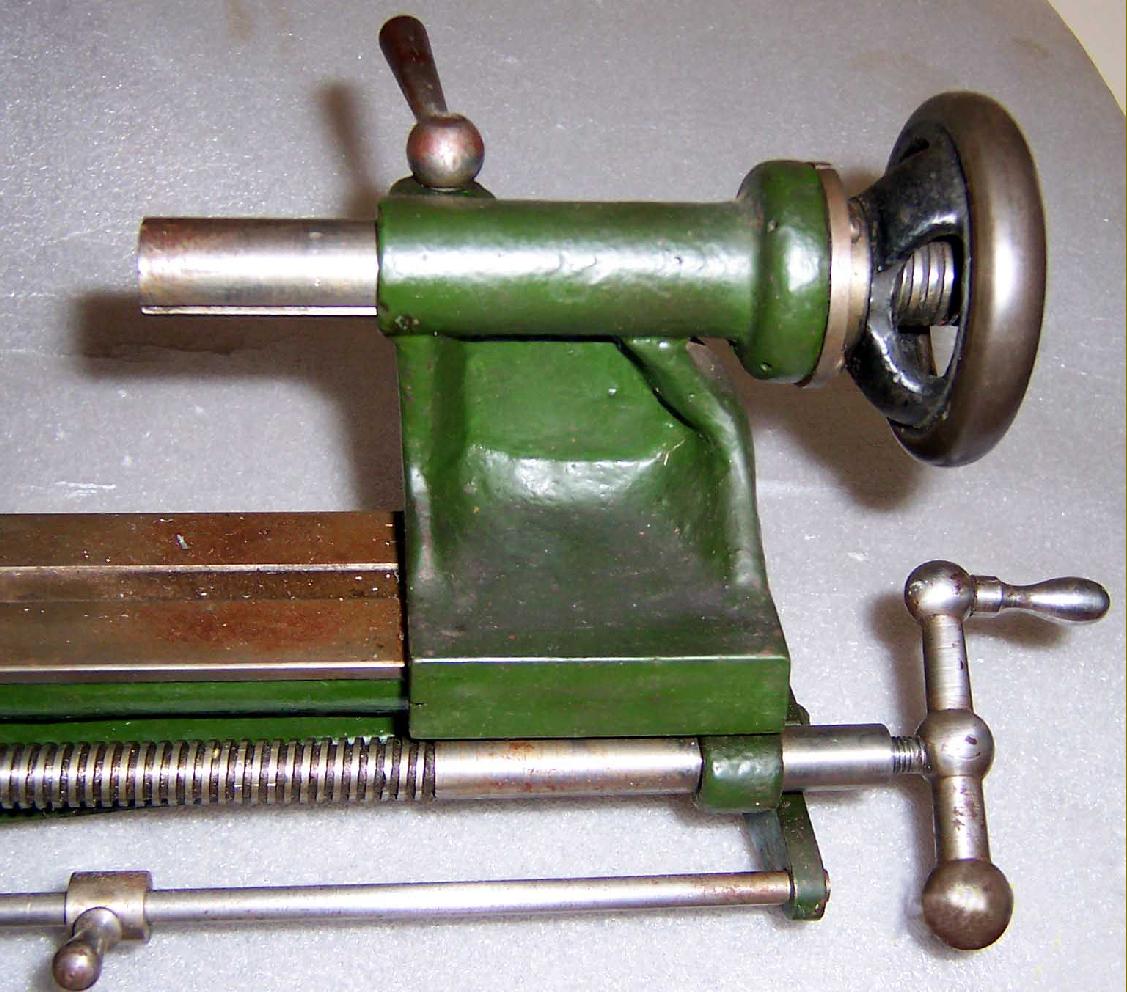
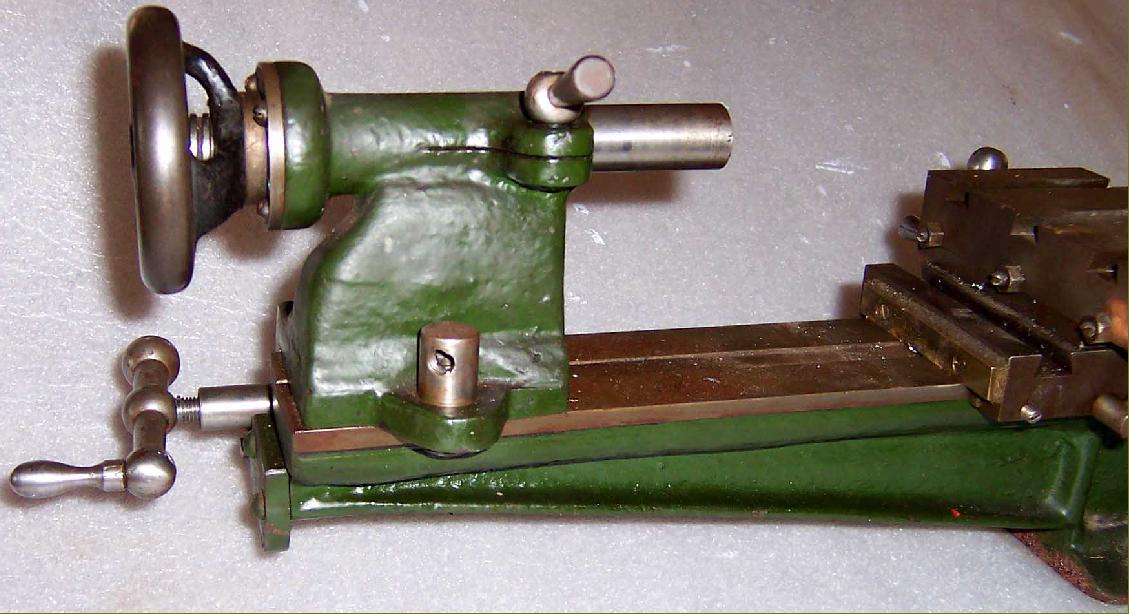
Shown below painted green is a particularly well-preserved early model: this had simple, split-bronze parallel-bore bearings, the No. 1 Morse taper spindle was bored through 3/8" and fitted with a 3-step pulley in cast iron with a narrow V to take a round leather drive rope of about 1/4" diameter. Mounted to the left of the pulley was the backgear, the rear gears carried on a spindle fastened to an inner plate that pivoted on an outer plate - the latter bolted to the end of the bed so as to provide a leadscrew-support bearing and changewheel banjo holder. This neat and simple arrangement allowed the makers to offer backgear as an economically engineered, bolt-on accessory (that an owner could retro fit himself) and make alignment of the various leadscrew parts so much easier.
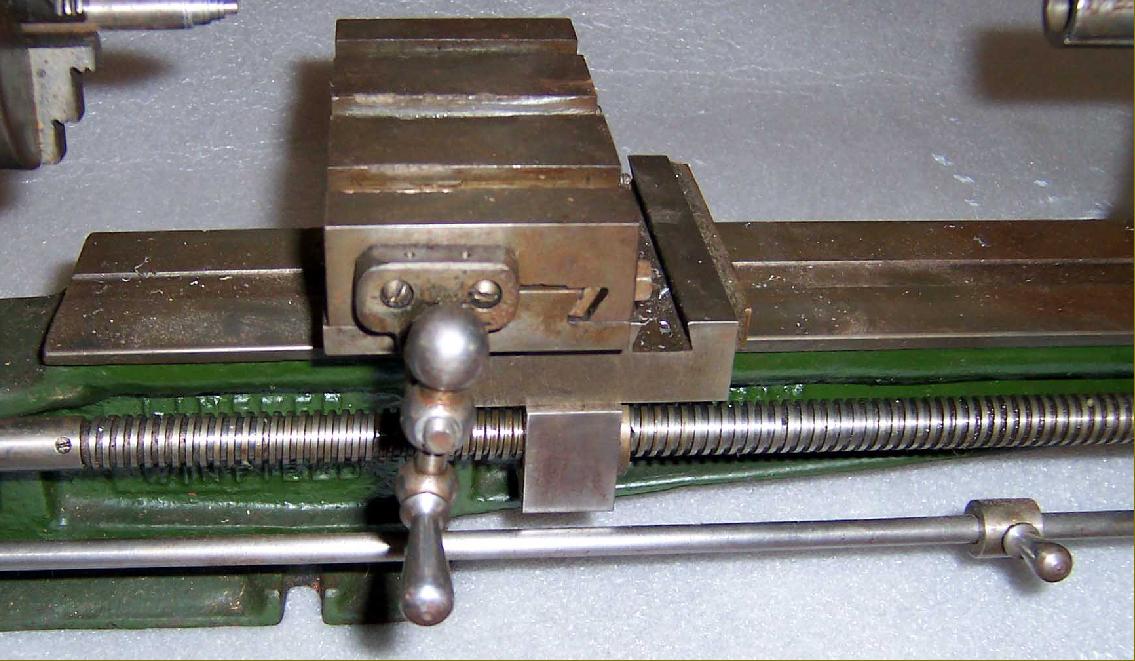
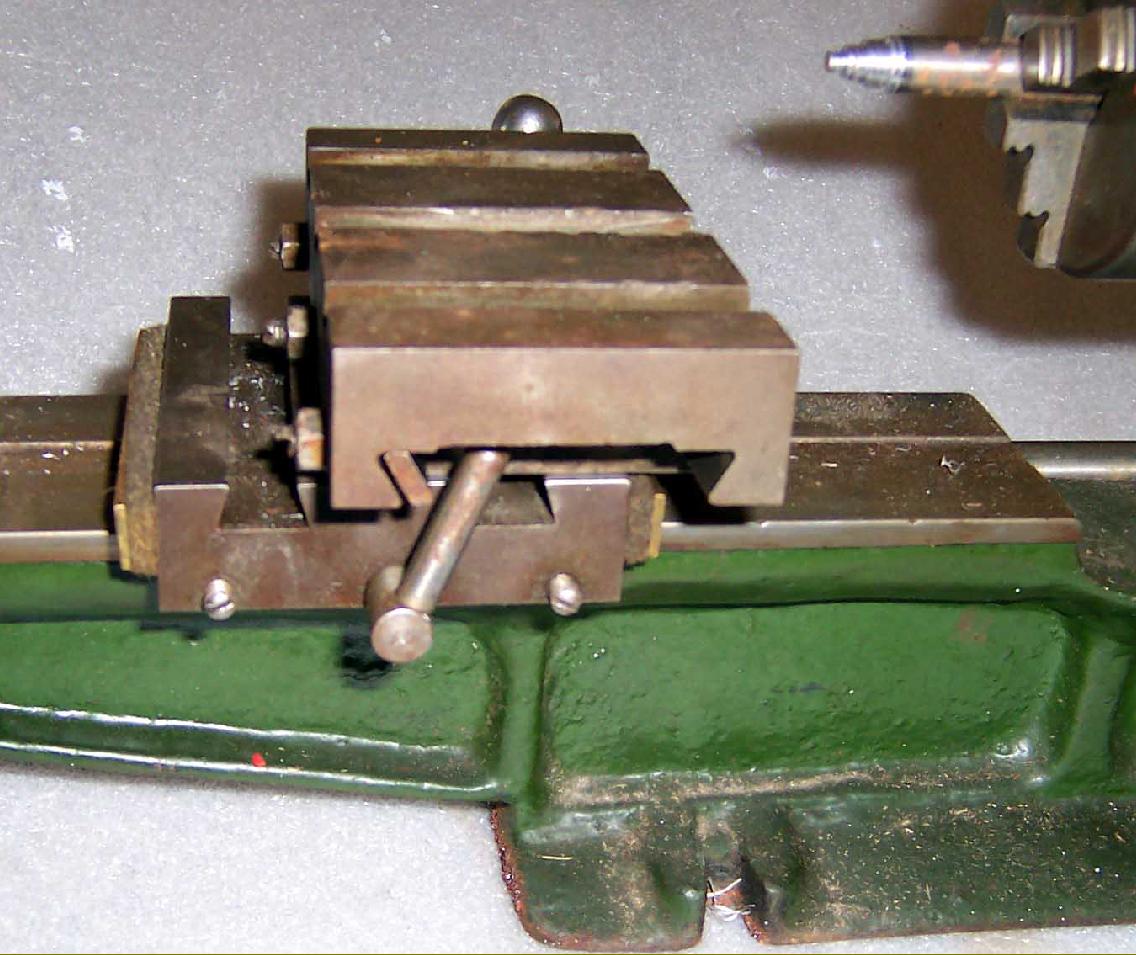
None of the versions appears to have been fitted with a proper compound slide rest, the earlier model having its saddle formed as a boring table with two transverse V-shaped slots to hold a swivelling tool slide with three V-slots upon which an American-pattern lantern toolpost was mounted. V-shaped slots were a feature used by some machine-tool makers until the late 1800s, but after that were increasingly rare and, on a lathe of this lighter type, virtually unknown. Although a feedscrew offset to the side of the top-slide casting was often found on some classic bench-precision lathes, on a cheap, lightweight machine it was distinctly unusual; it would also have brought in its wake some unwanted, out-of-line stresses and can have done little enhance either accuracy or feel. With operator safety down to the home-mechanic in the early years of the 20th century, no gear or belt guards were fitted, nor were any feed-screw micrometer dials, though as most machinists at the time were adept with callipers, vernier gauges and micrometers this mattered little in day-to-day use. Later versions of the Lineker and Winfield appears to have been fitted with an entirely different saddle and slide rest, but with the side-mounted feed-screw retained.
Formed in one piece - and so unable to be set over for taper turning - the tailstock carried a No. 1 Morse taper spindle locked by a bolt closing down on a long slot in the casting. Happily, the barrel was hollow - in the manner of the Myford ML7 - and so handy for adaptation to long-hole boring in wood and allowing a stuck centre to be knocked free with great ease.
If you have a Lineker & Winfield lathe, or a Sheen, or any information about the lathes such as contemporary advertisements, the writer would be interested to hear from you..
|
|