|
A company originally specialising in lathes, the long-established Liebert & Gürtler was founded in 1895 by two engineers, Johannes Liebert and Arthur Gürtler. Based originally in the machine-tool centre of Chemnitz, at the end of WW1 a move was made in May, 1919 to Alexanderstr. 6 in Döbeln, a small town some 40 km to the northeast. By 1929 the company was still relatively small, employing just 80 people and turning out its 2000th lathe - though by 1940, under pressure from German rearmament, the number of employees had increased to over 350 and production expanded considerably. Following WW2 Liebert & Gürtler found itself in the Russian-occupied zone and was, as a consequence (like many other German engineering firms), asset stripped and the entire plant moved to the Soviet Union. With that came the end of machine tool building in Döbeln; instead a variety of humble work was undertaken including (no doubt to the disgust of the skilled toolmakers) welding pots and the repair of hand-carts and the damaged fireboxes of steam engines. It was not until 1950 that a newly-designed precision lathe, the FD145, could be put into production - this move, almost certainly, being in accord with the needs of both the Soviet's Eastern European empire and the requirement to export and earn valuable Western currency. By 1966 over 3000 examples of the FD145, FD150 and the later DLZ-300 had been manufactured with the bulk going for sale abroad.
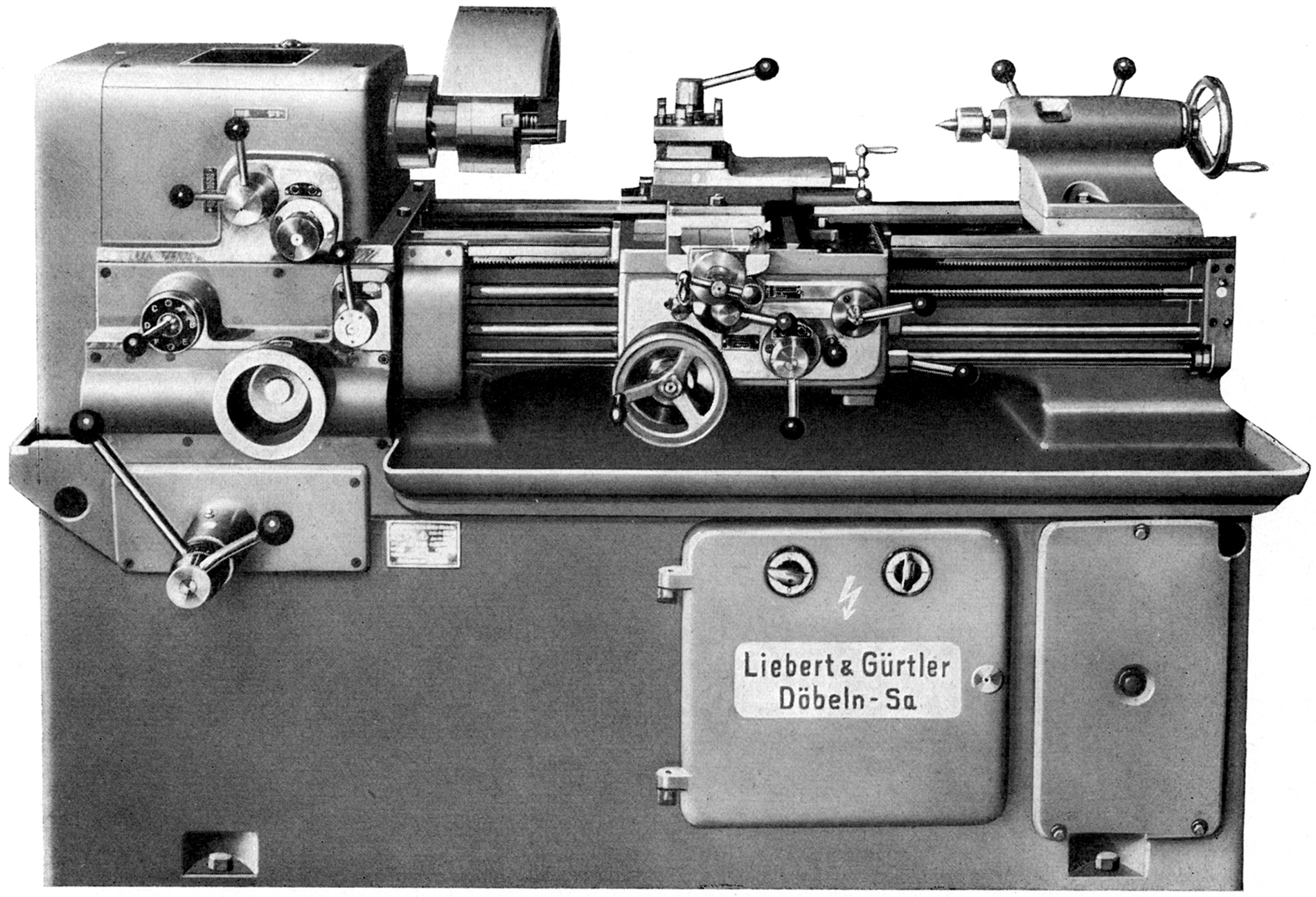
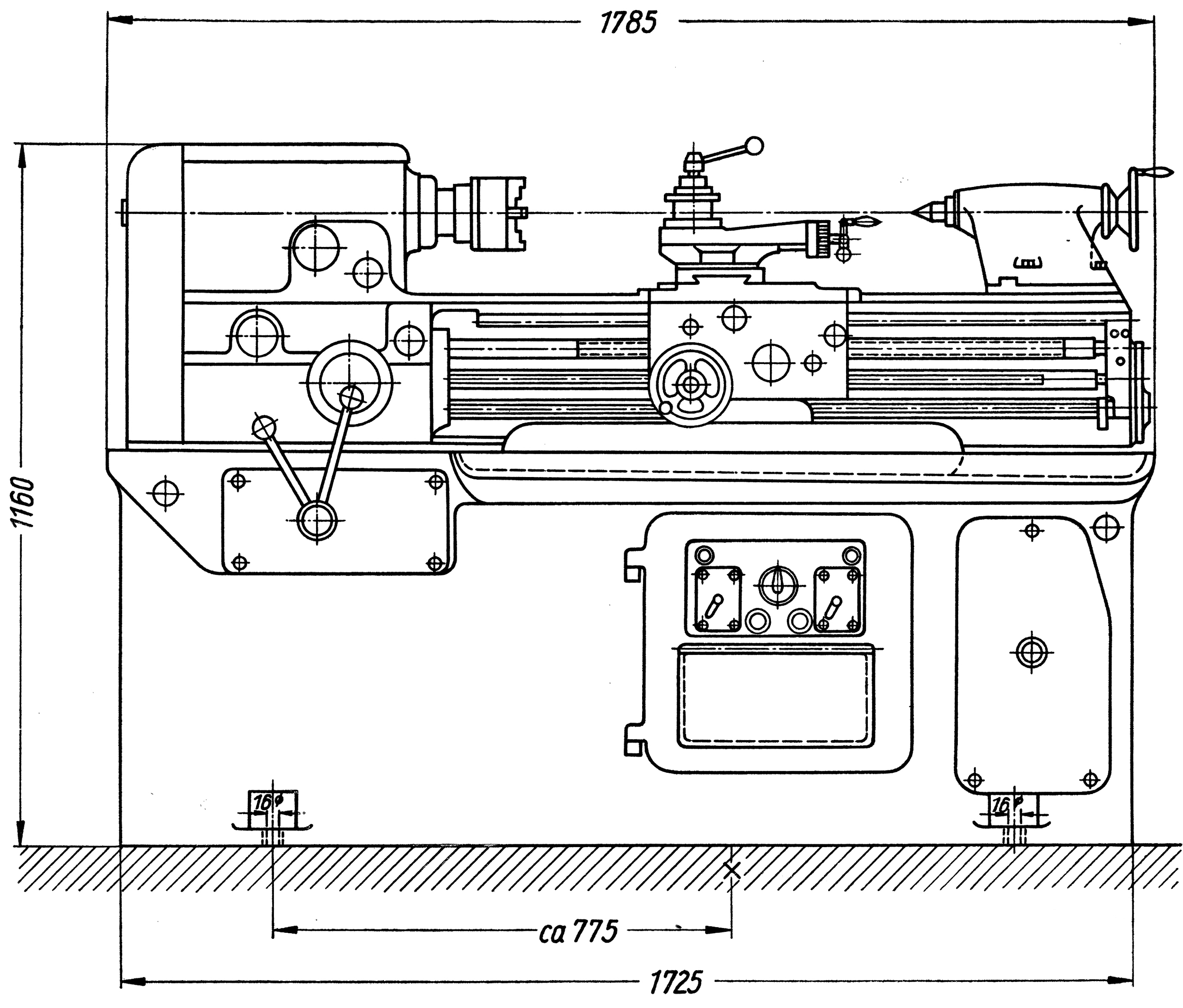
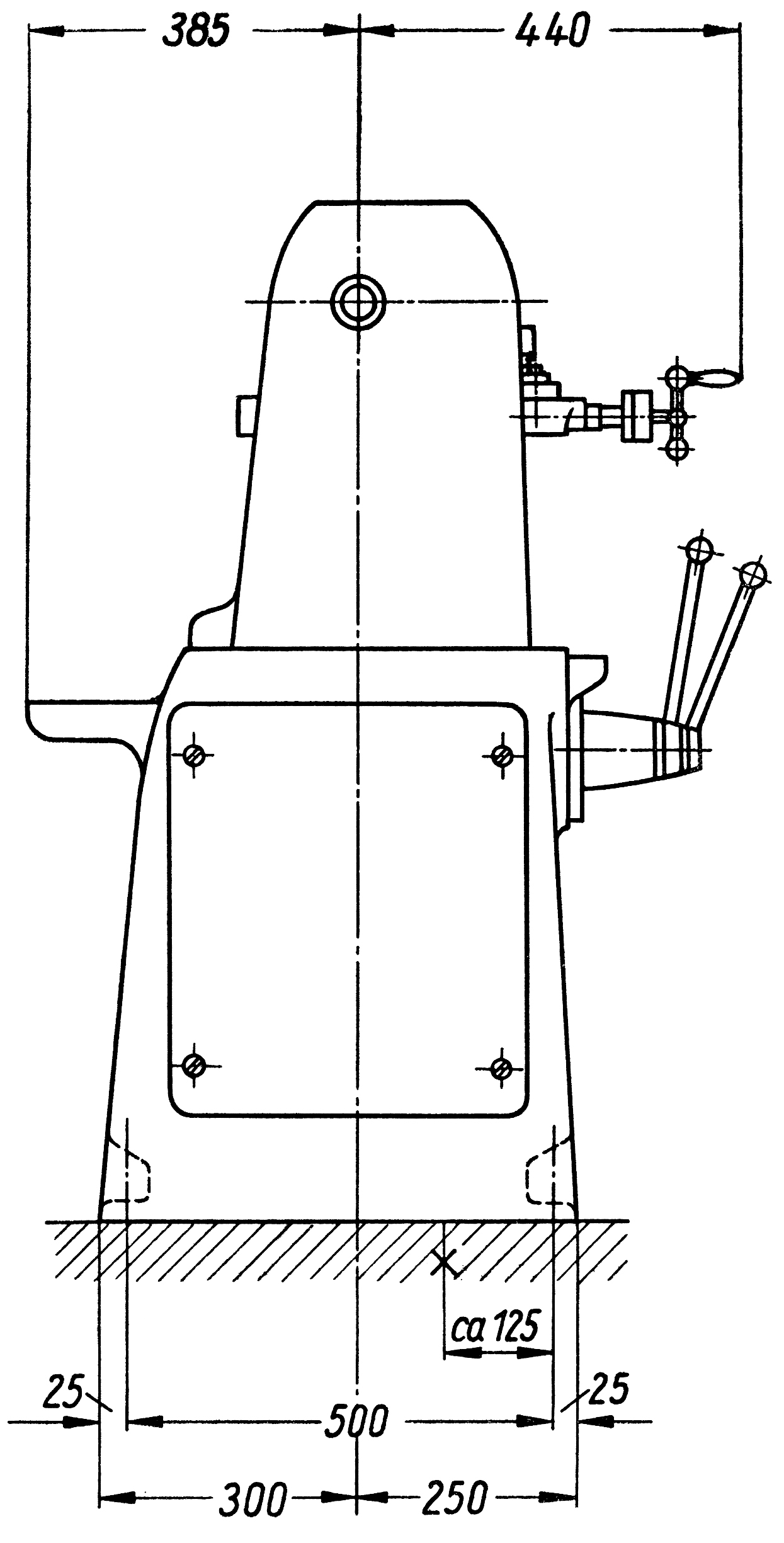
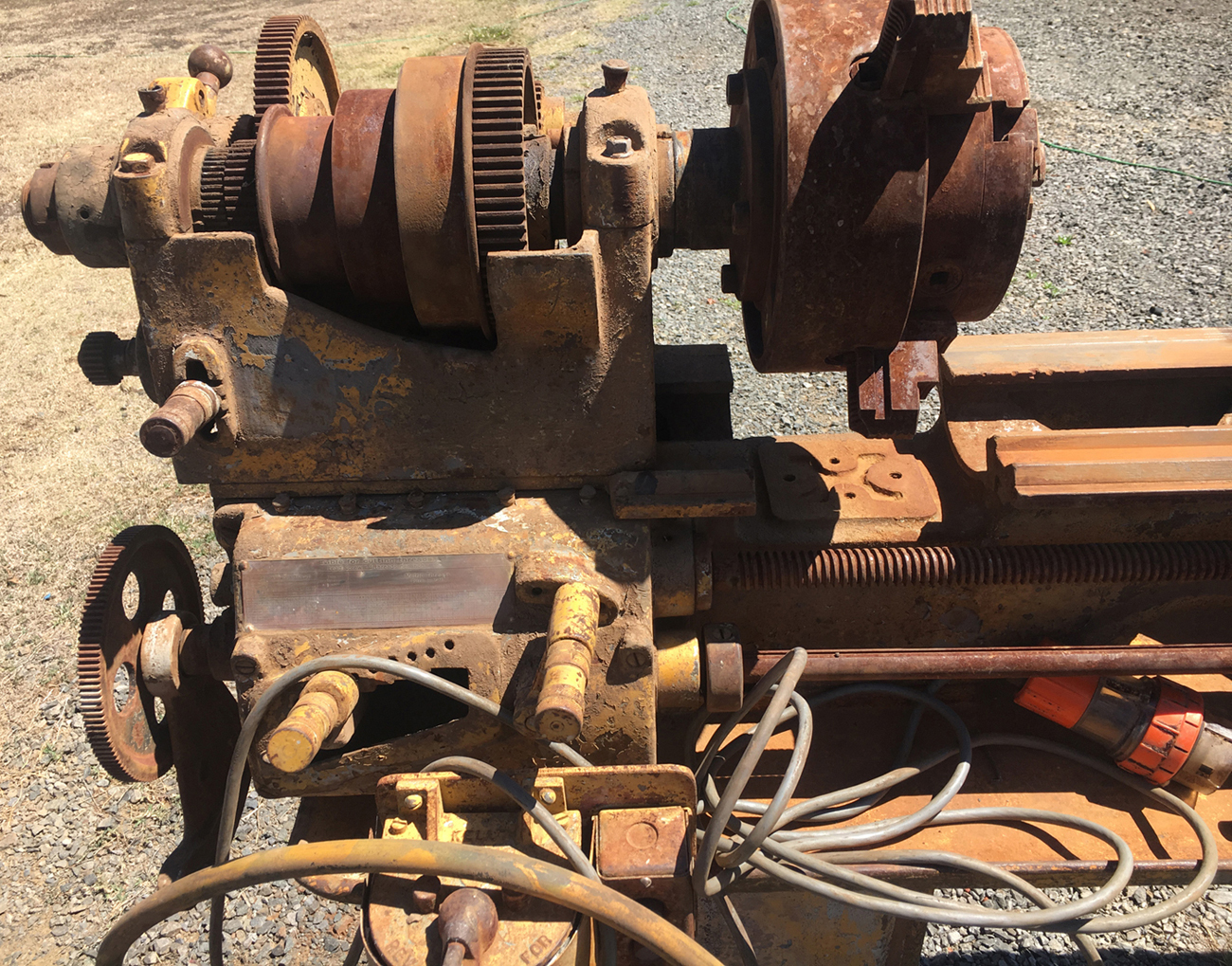
Still trading today as Rasoma, the Company's range of lathes in the 1950s and 1960s was huge and included some spectacularly large examples. However, the type shown on this page, the DLX-300 (developed from the FD-145 and FD-150) was of more modest proportions, weighing 1260 kg and with a centre height of 150 mm and taking just 600 mm between it's No, 5 Morse headstock centre and No. 3 Morse tailstock. Of pleasing proportions and built to DIN 8605, a specification for toolroom machines( werkzeugmachergenauigkeit), the lathe had a V and flat-way bed some 242 mm wide - this falling just short of that needed for the common classification of a true toolroom lathe where the bed width should be at least equal to the swing. However, this was still a very robust structure with walls of a considerable depth braced by diagonal ribbing and further strengthened by being bolted to a massive, cast-iron stand.
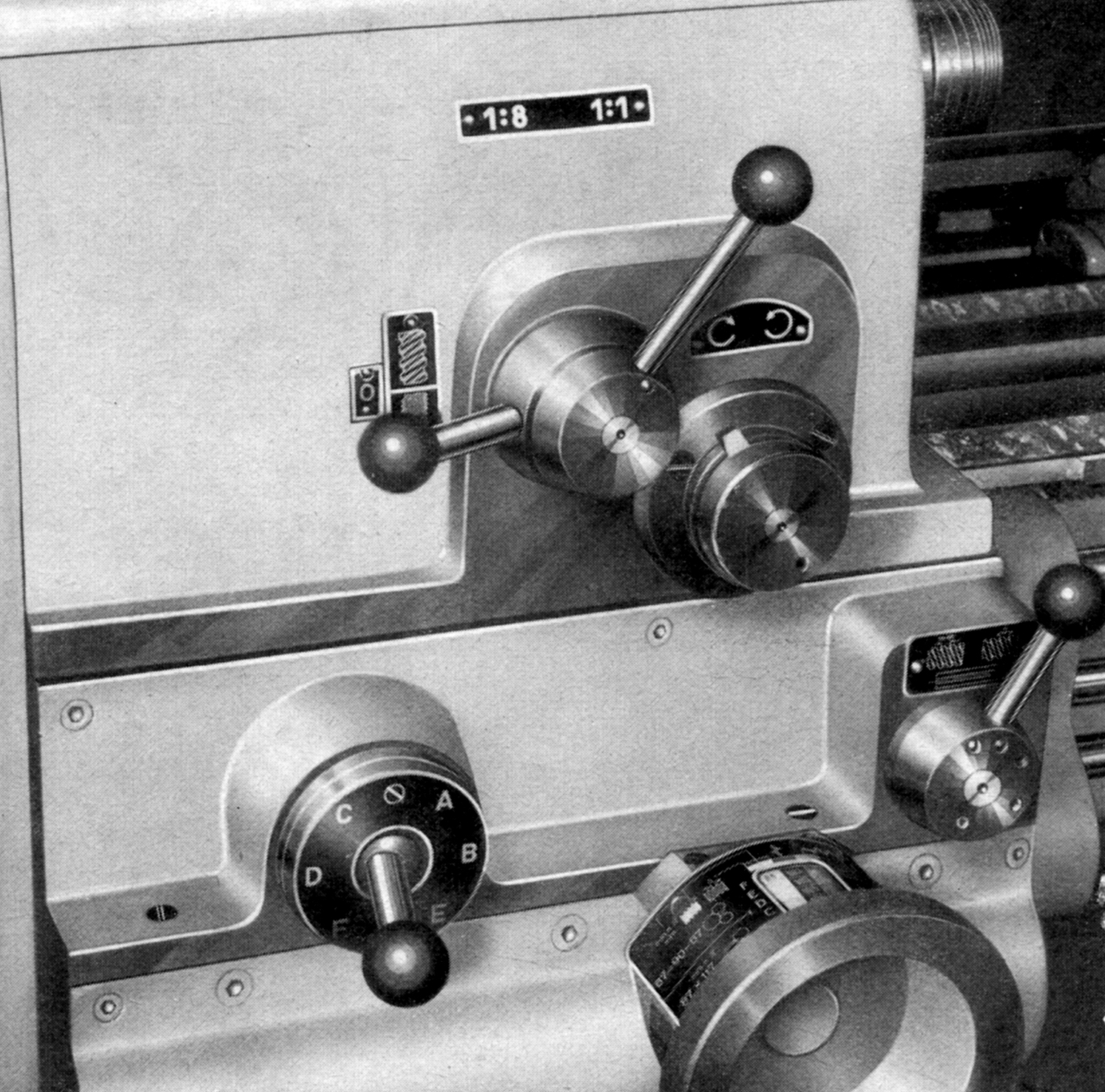
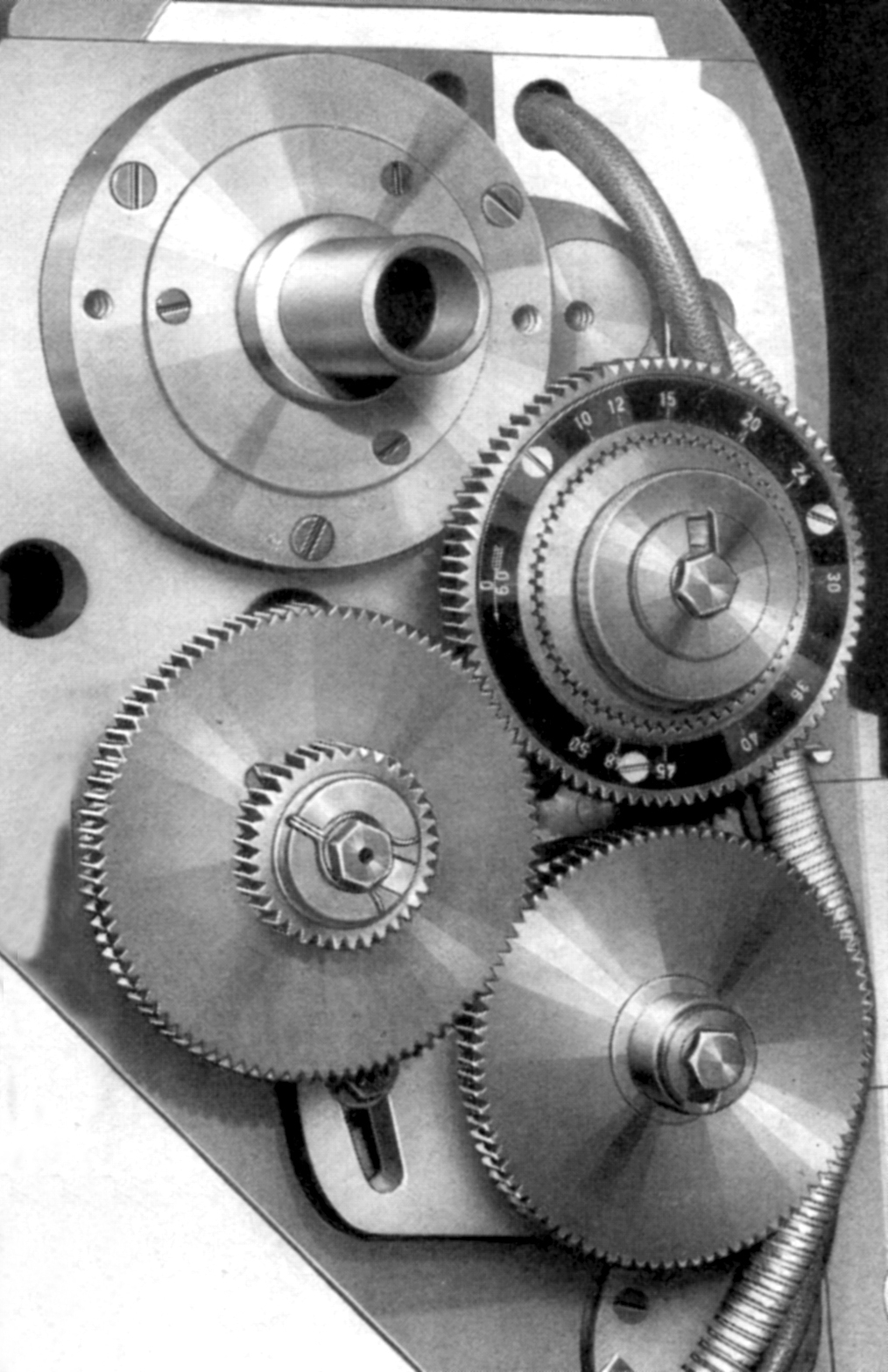
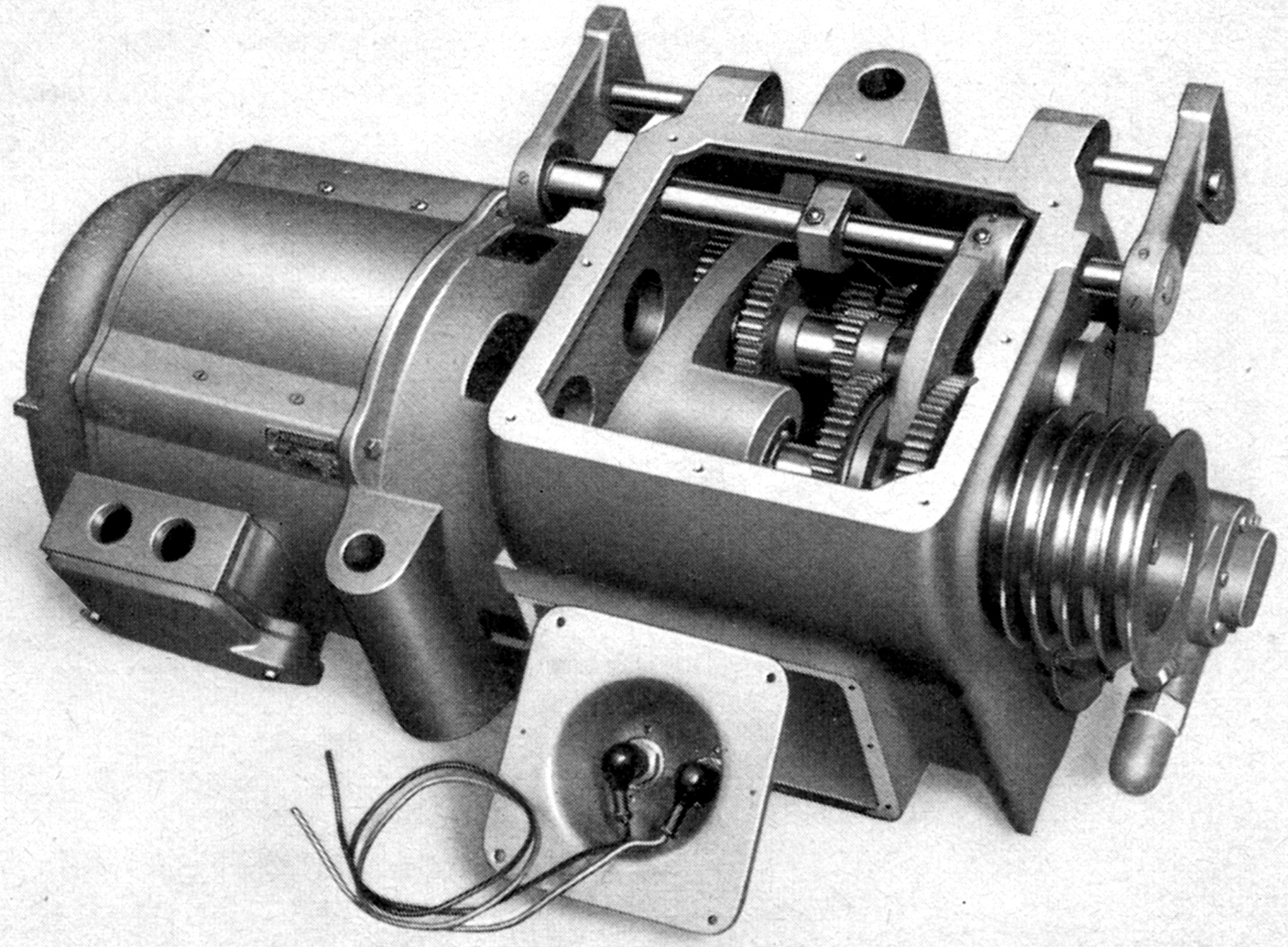
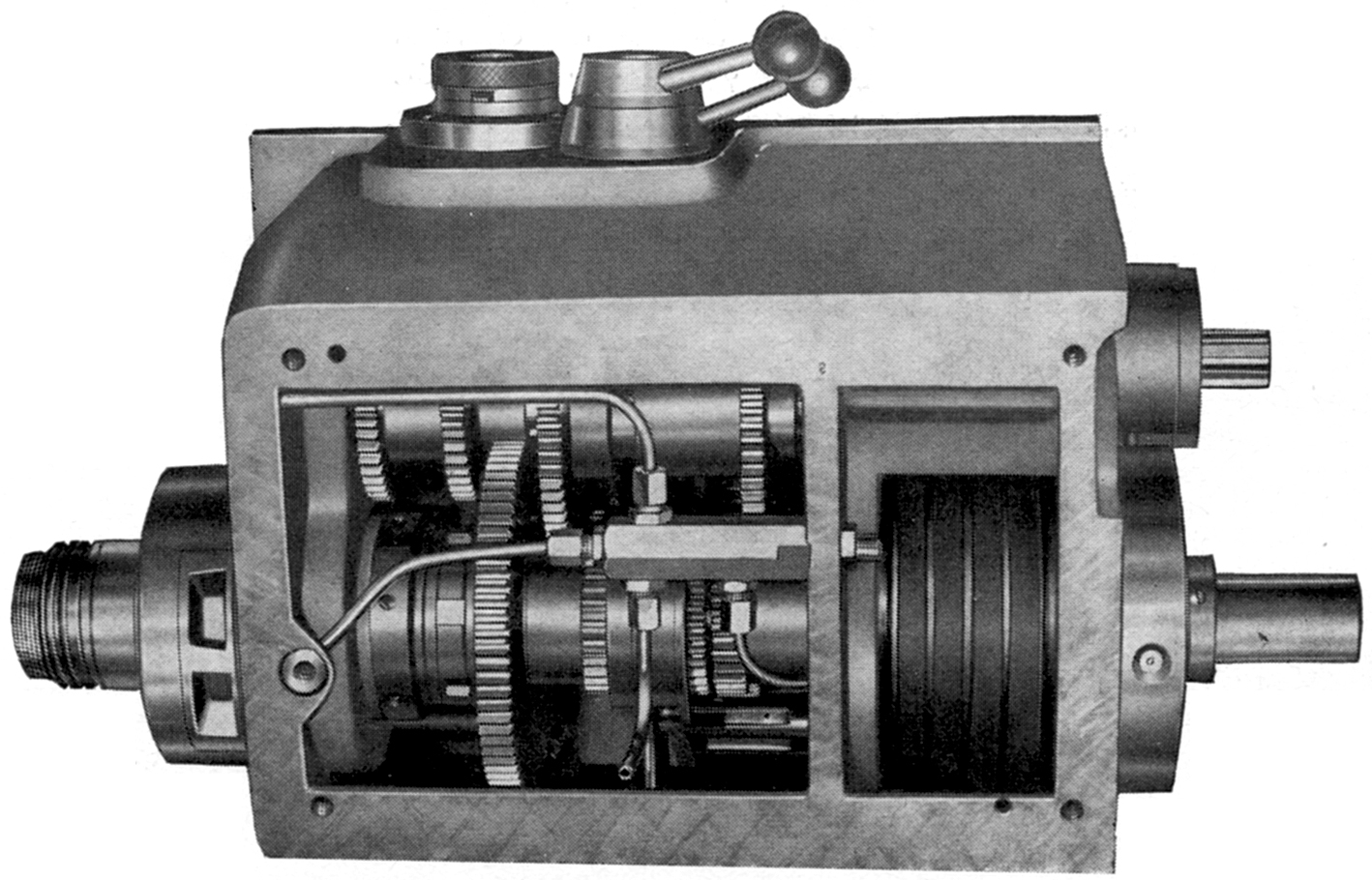
Bored through 30 mm clear, the spindle ran in a large, adjustable bronze bearing at the front and a precision roller bearing at the rear - end thrust being taken by precision ball races mounted at each side of the front bearing. Fitted with a 68 x 6 mm pitch threaded nose (to DIN 800 specification), the spindle was driven by 4 V-belts from a 3.5 kW squirrel-cage motor, flange mounted to a splash-lubricated gearbox suspended on threaded rods and held within the left-hand end of the base. As with other lathes using this arrangement, the aim was to limit the effects of gear thrash on the surface finish of turned work. To relieve the spindle of the effects of belt pull, the V-pulley ran in its own bearings and, to help the maintenance department, the belts could be changed without having to dismantle the headstock; in the words of the maker: "innerhalb von wenigen Minuten" (within a few minutes). In addition to the remote speed-change gearbox, the lathe was fitted with a low-speed "backgear" assembly inside the headstock - the design enabling the six highest speeds to be transmitted directly to the spindle and the six lower through torque-amplifying gearing. It is believed that the makers offered three speed ranges, although only two were listed in the official specification; the first was described as "standard" with direct drive by belt giving 265, 375, 530, 750 1050 and 1500 r.p.m. and through backgear of 33, 47, 67, 95, 132 and 190 r.p.m. The second range employed faster speeds, with a high range of 365, 530, 750, 1050, 1500 and 2100 r.p.m. and a low of 47, 67, 95, 132, 190 and 265 r.p.m. All gears in the drive system were made from a suitable grade of alloy steel with case-hardened and ground flanks. Lubrication was automatic, using a geared pump mounted on the speed-change gearbox and drawing oil from a remote tank from where it was directed through pipework equipped with labyrinth and magnetic filters to the headstock, screwcutting and feeds' gearbox and changewheel housing.
Continued below:
|
|