|
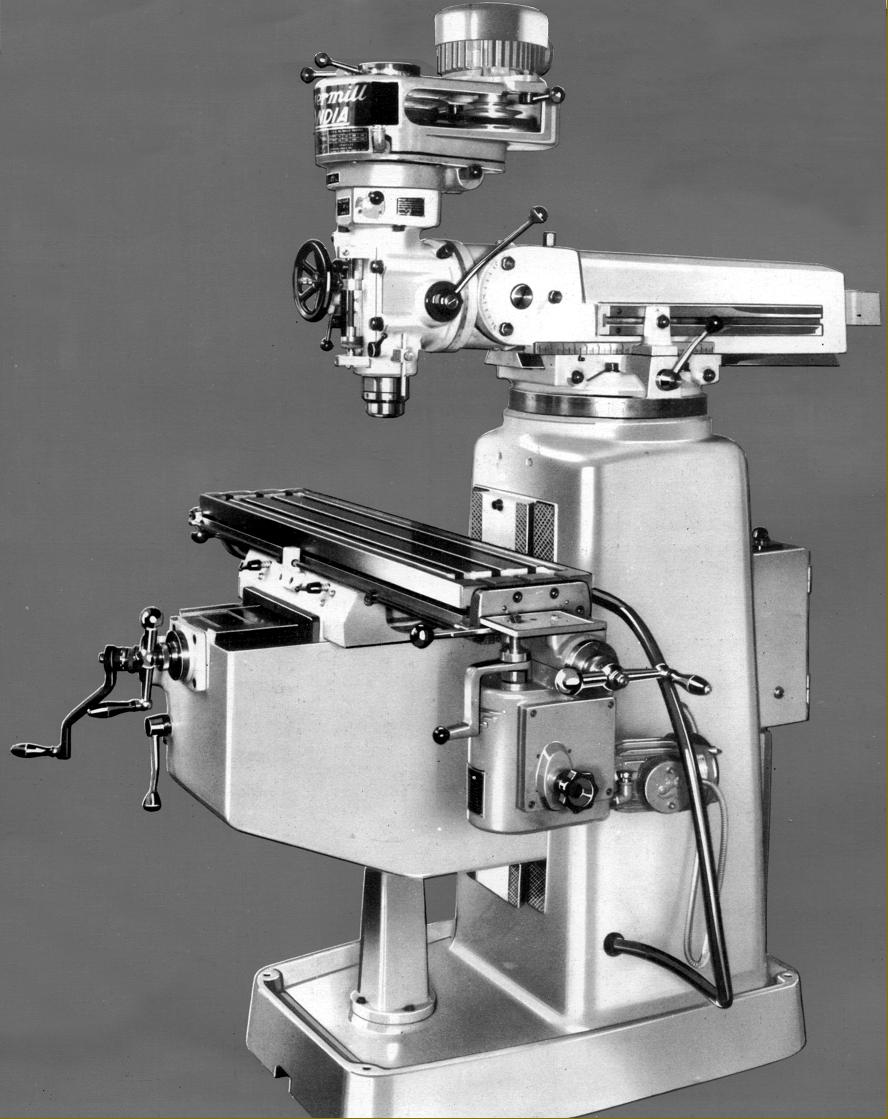
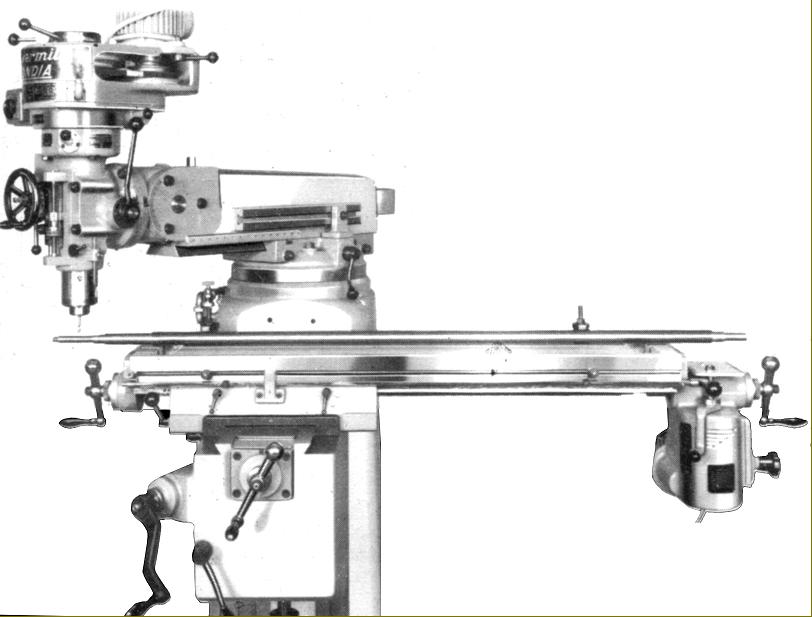
Kondia are a Spanish Company (still in existence with its web site a paradigm of corporate uselessness) who offered, from the 1960s until the 1980s, a range of conventional milling machines including the popular FV-1, a clone of the Bridgeport Series 1. Best known and most widely distributed of the eighteen or so other copies of the American machine made in Spain during those decades, the Kondia was well-made and offered in various forms together with a decent range of accessories and options. Branded for sale by various importers including Hurco and Clausing in the USA, the model was first produced in the 1960s with the initial batch reaching the USA during 1968. The first examples manufactured were of inferior quality and suffered from a poor cosmetic finish and with some parts so badly machined as to require post-production hand fitting in the factory - and hence non-interchangeable with standard spare parts. However, with teething troubles out of the way, the miller settled down to become a good-quality machine that was to enjoy a long and profitable life with many owners running them for years without significant problems - and some even preferring them to a Bridgeport.
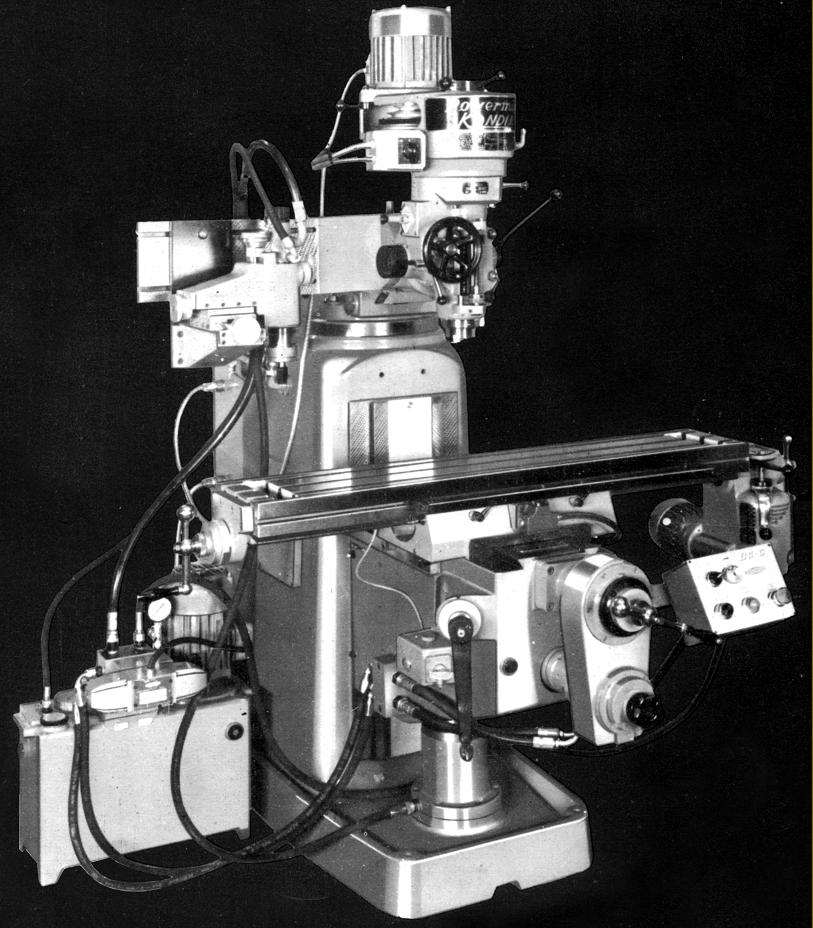
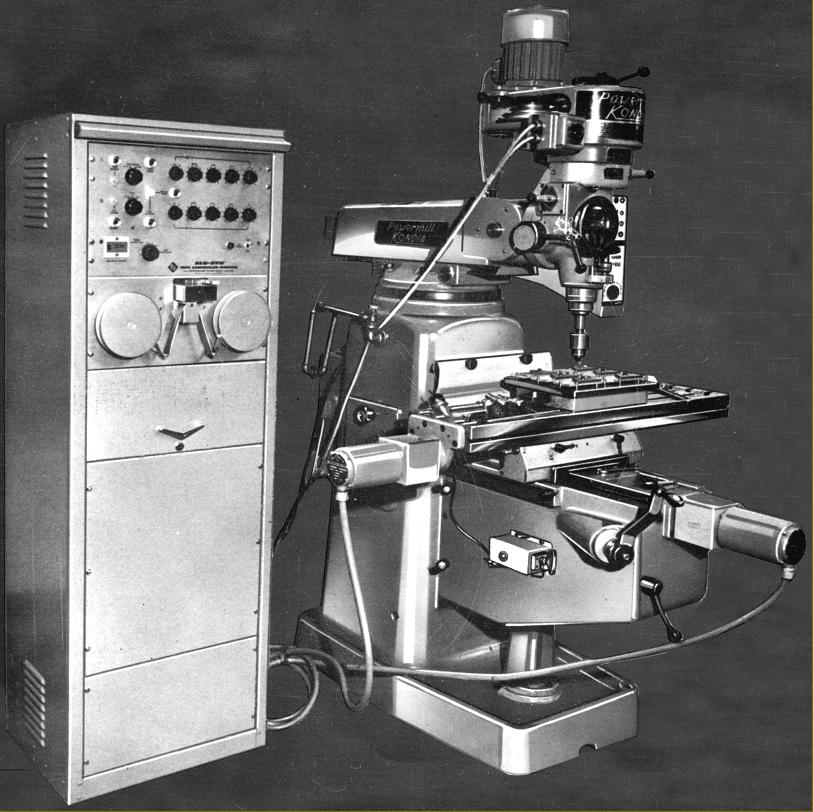
A number of different models were made over the years including the standard, manual machine, a variable-speed model and copy versions; of the latter the most popular appears to have been the FV-1-T, a type fitted with two or more heads and hydraulic copying equipment and able to work in linear or contour modes, in two or three dimensions and with automatic and semi-automatic control and intended for the manufacture of die moulds and die stampings. A single-head type copy type was also made; equipped with the "Import-Kondia 1-D" hydraulic tracer unit for reproduction milling it also had automatic longitudinal and cross feeds. In the 1970s, with the advent of NC controls, the FV-1 was offered with the SLO-SYN numerical tape system, its control cabinet being almost as large as the miller itself.
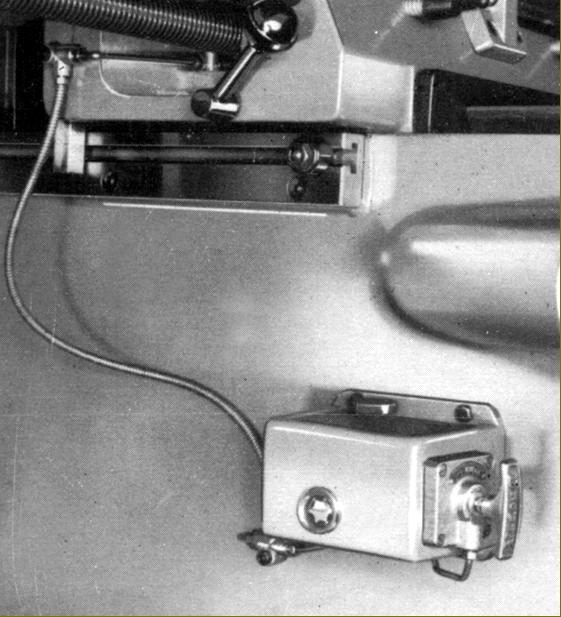
Fitted with a 1070 x 230 mm (42" x 9") table as standard three other tables were available: 1220 x 230 mm (48" x 9") and 1525 x 230 mm ( 60" x 9") (the latter requiring the fitment of an extra heavy-duty knee) and, to special order only, 1219 x 305 mm (48" x 12"). Longitudinal travel was 762 mm (30"); traverse 382 mm (15") and vertically 419 mm (16.5"). Available as an option [that reduced the longitudinal travel by 89 mm (3.5")] was a power-feed unit of the early type of Bridgeport type whose gearbox and 1/6 h.p. motor gave 12 rates of feed from 13 to 190 mm (1/2" to 7.5") per minute. To protect against overloading, the box was fitted with an automatic disconnect mechanism. Several options were available for the table drive including hardened and ground feed screws, dual inch/metric dials, an electronic control box to give variable-speed drive, electronically-controlled power cross feed, rapid feeds (rarely found) and protection bellows for the slideways - the latter tending to be hardened and ground and not hand scraped as on the Bridgeport..
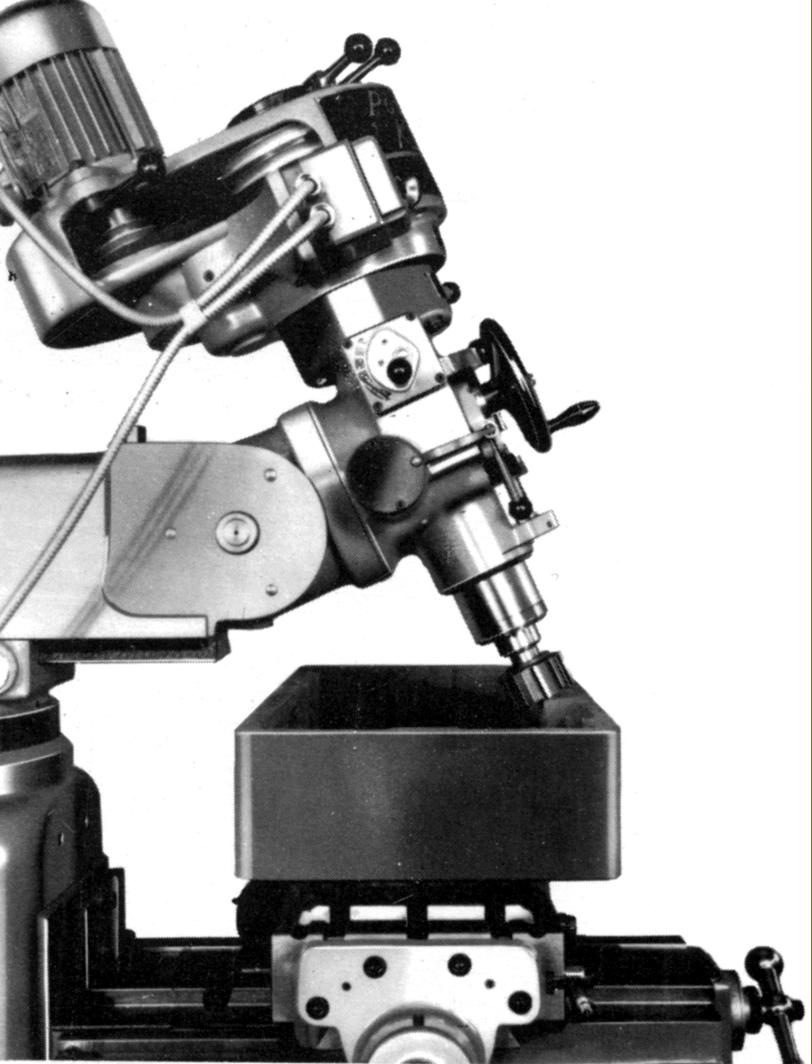
Two heads were available, the standard being 2 h.p. type with V-belt drive that gave eight speeds from 70 to 2500 r.p.m. and the other (fitted to the FV-1 VS, the variable-speed model) with an improved range from 60 to 4250 r.p.m. obtained with the help of a high/low ratio gear assembly. As extra-cost options two other motors were available: a single-speed 3 h.p. and a 2-speed, 2 h.p. - the latter able to be specified with a speed range of 35 to 2500 r.p.m. or 70 to 5000 r.p.m. (the speeds quoted are for 50 cycle motors, those running on a 60 cycle supply, as in North America, would run 1.2 times faster). The spindle taper could be ordered as either a Bridgeport-type R8 or an ISA-30 - though by the mid 1970s the option was also offered of an ISA40 - though if this required a different design of quill assembly is not known. Spindle travel, using either the quick-action drilling lever or fine-feed handwheel, was 127 mm (5") with power down-feed fitted as standard with three rates of: 0.0015", 0.003" and 0.0047" per revolution of the spindle. The spindle lock was an improvement on the Bridgeport original having a spring to keep the two bronze clamping blocks apart and a handle that could be adjusted on a ratchet to set the best working position.
To increase the miller's vertical capacity three head raiser blocks were listed: 100 mm (4") 150 mm (6") and 200 mm (8").
Mounted on the left-hand face of the column was a one-shot hand-operated oil pump that delivered lubricant to all the slides as well as the longitudinal, traverse and vertical feed screws. At extra cost a fully automatic system was available - a fitting that may have been standard for certain markets.
In addition to those accessories already mentioned, the makers offered an automatic longitudinal feed box, a universal dividing head, a rotary milling table, mechanical and hydraulic vices, a self-powered slotting attachment, optical readers (this was in the days before DRO systems became available) and collet holders and collet sets to fit the various spindle noses..
|
|