|
Manufactured by Klopp-Werke Gm, bH, in Soligen-Wald, a small town south of the main Ruhr industrial area and once famous as the "City of Blades" - or "Edge Trade" - where high-quality items in hard steel were made including swords, knives, scissors, razors and cutting tools. While Klopp are best known for the wide range of shapers and slotters, their range of milling machines appears to have been somewhat limited - that is, if evidence of those imported to the UK can be relied upon.
Klopp revealed something of their background in the machine tool industry in a catalogue issued during September, 1960: We have been making machines since 1910. Originally they were all special machines. We took up the manufacture of high-speed shaping machines at the end of the First World War and already at that time had a team of specialists at our disposal. On the occasion of our fiftieth anniversary we looked for the oldest K LO P P high-speed shaping machine still in use. Among the large number of machines built in the early years we found a KLOPP high-speed shaping machine made in 1918. This was taken back by us in February 1960, and in exchange the owner was given a brand-new high-speed shaping machine No. 43007 from the latest batch.
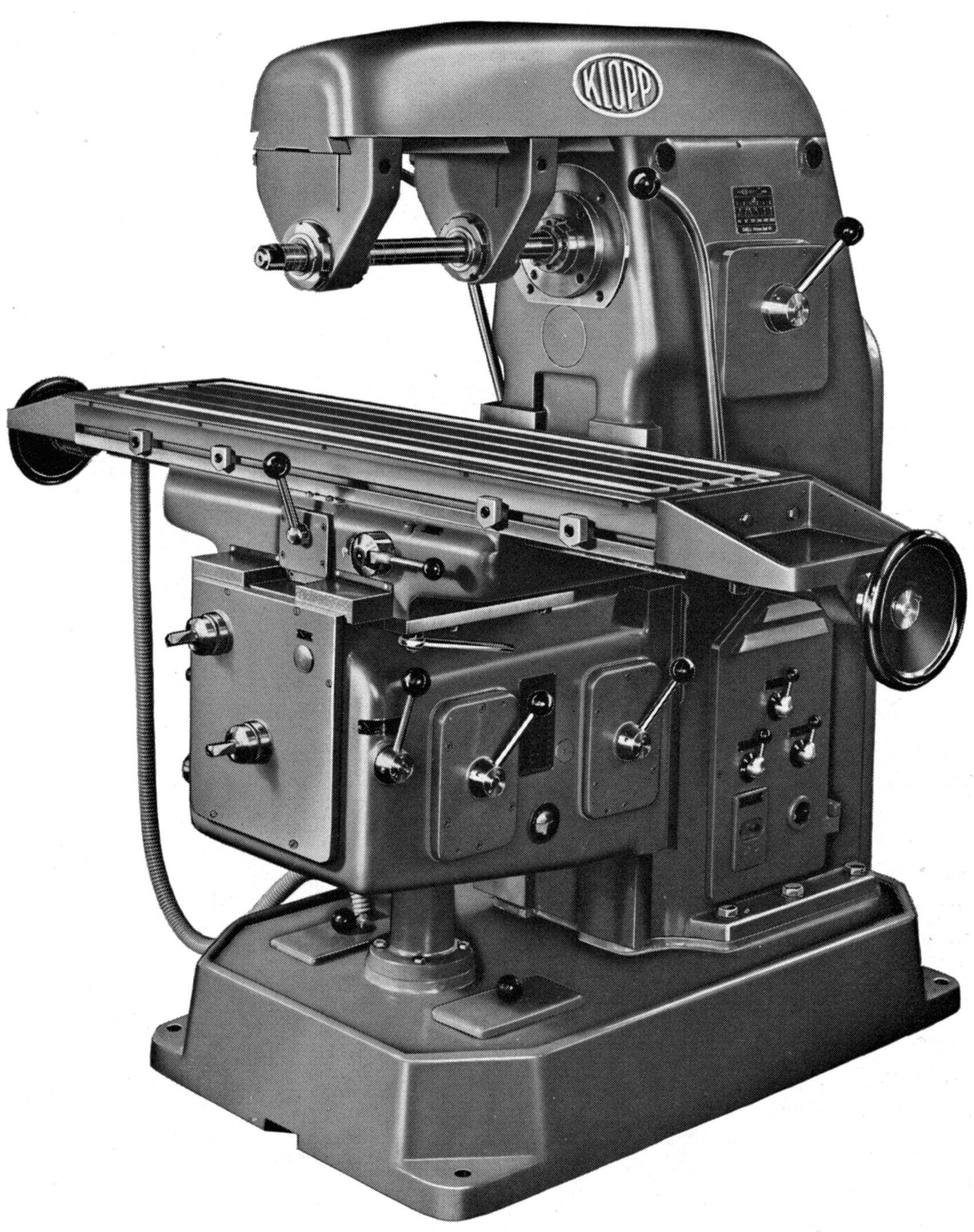
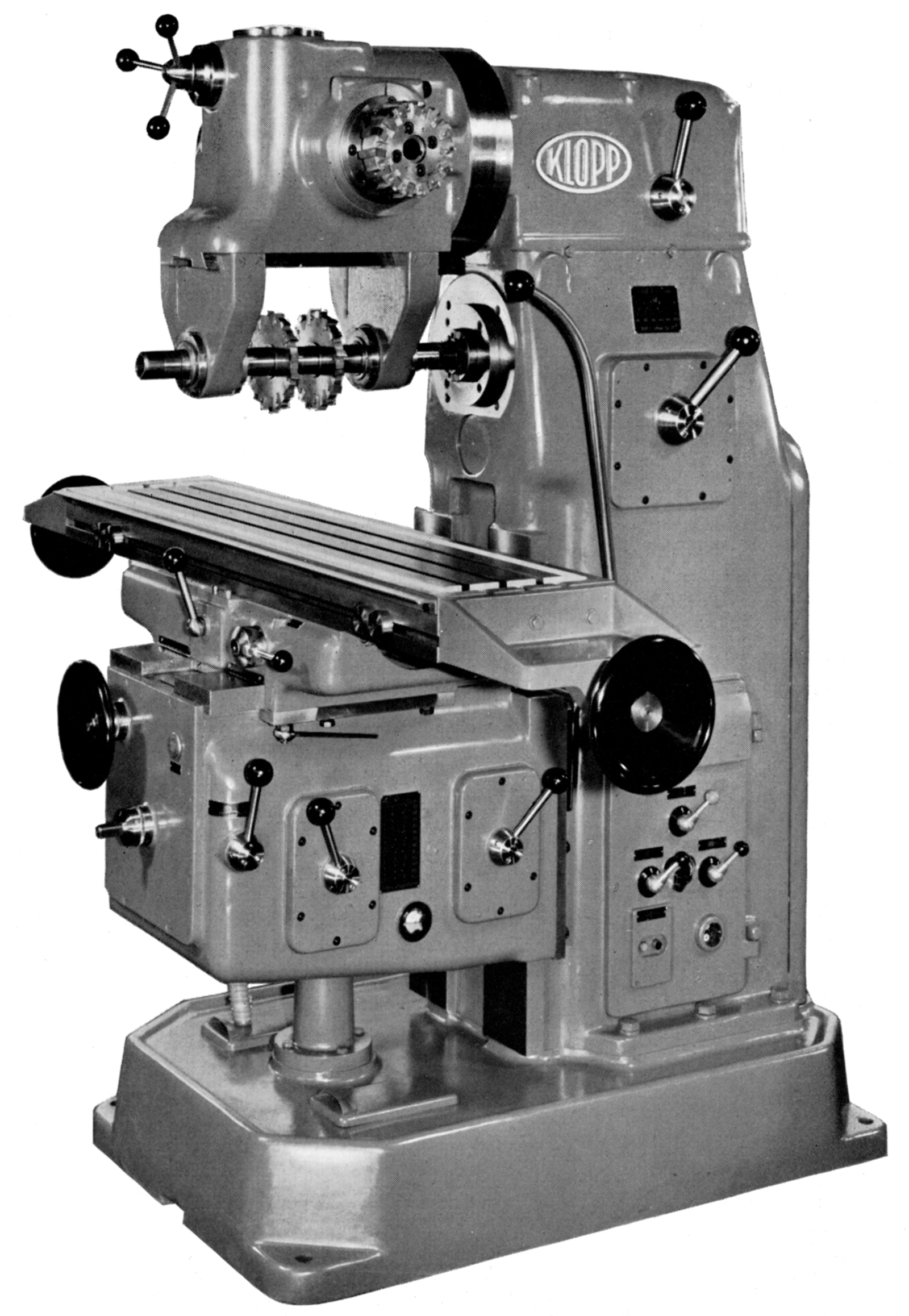
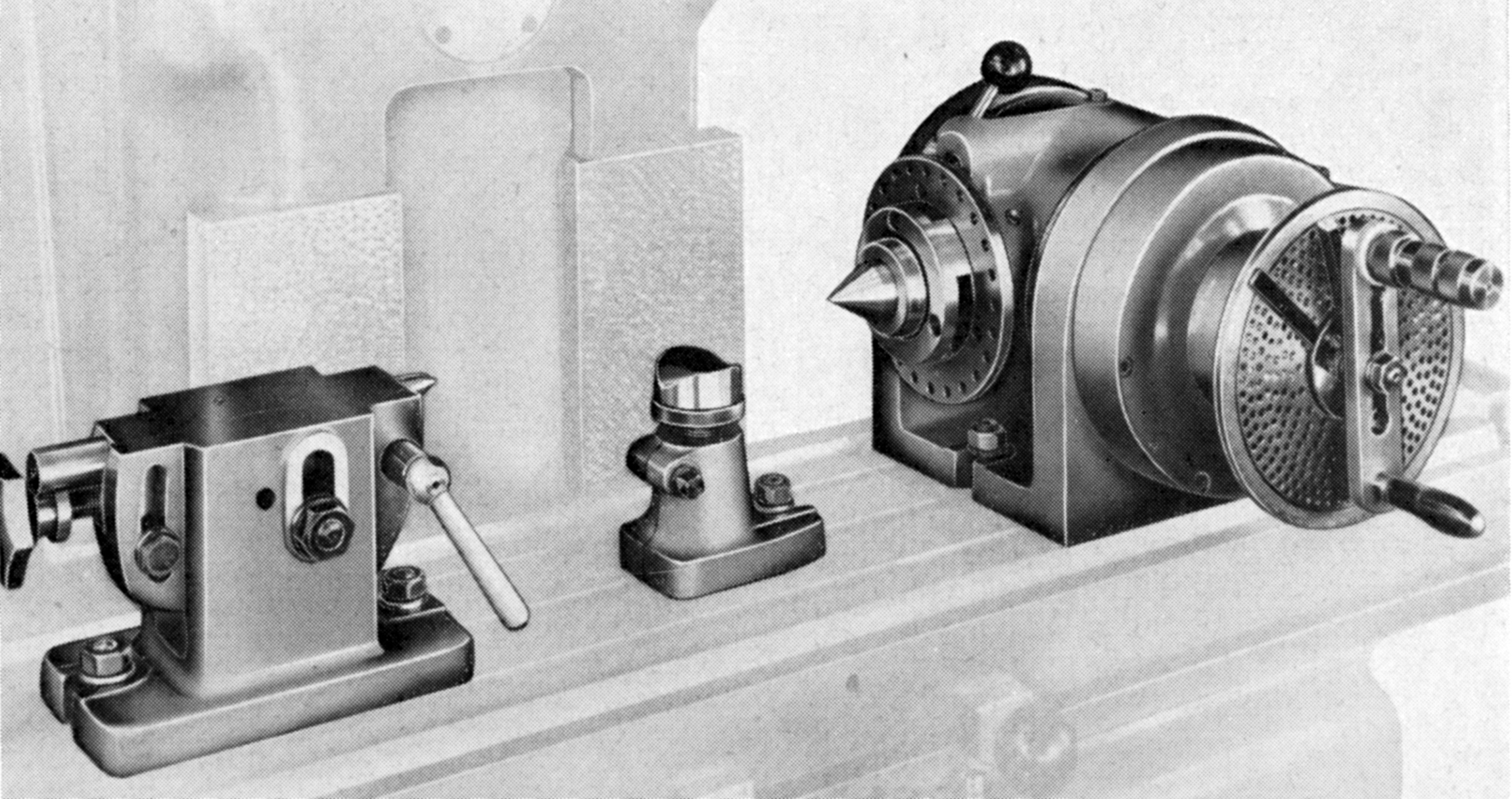
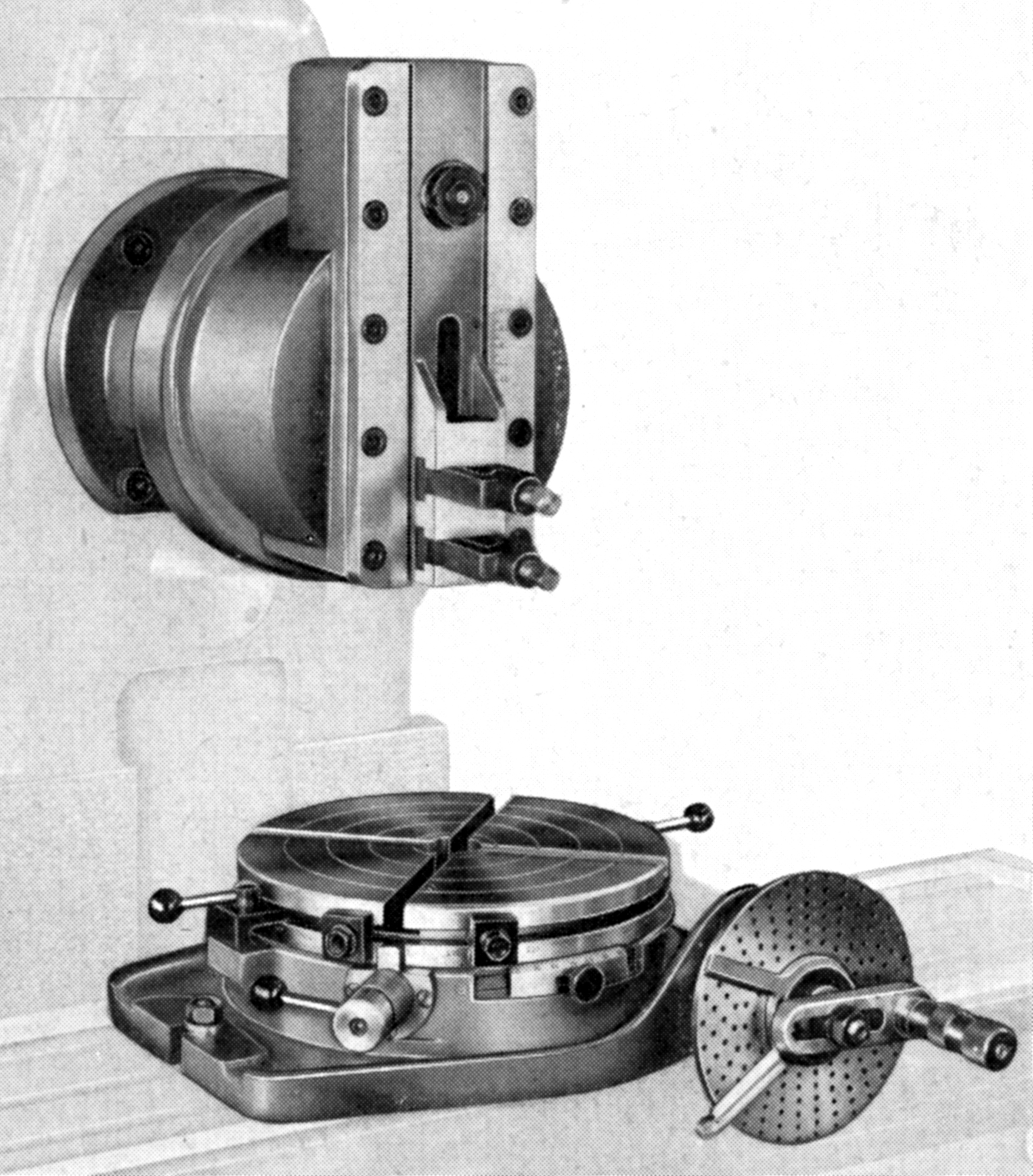
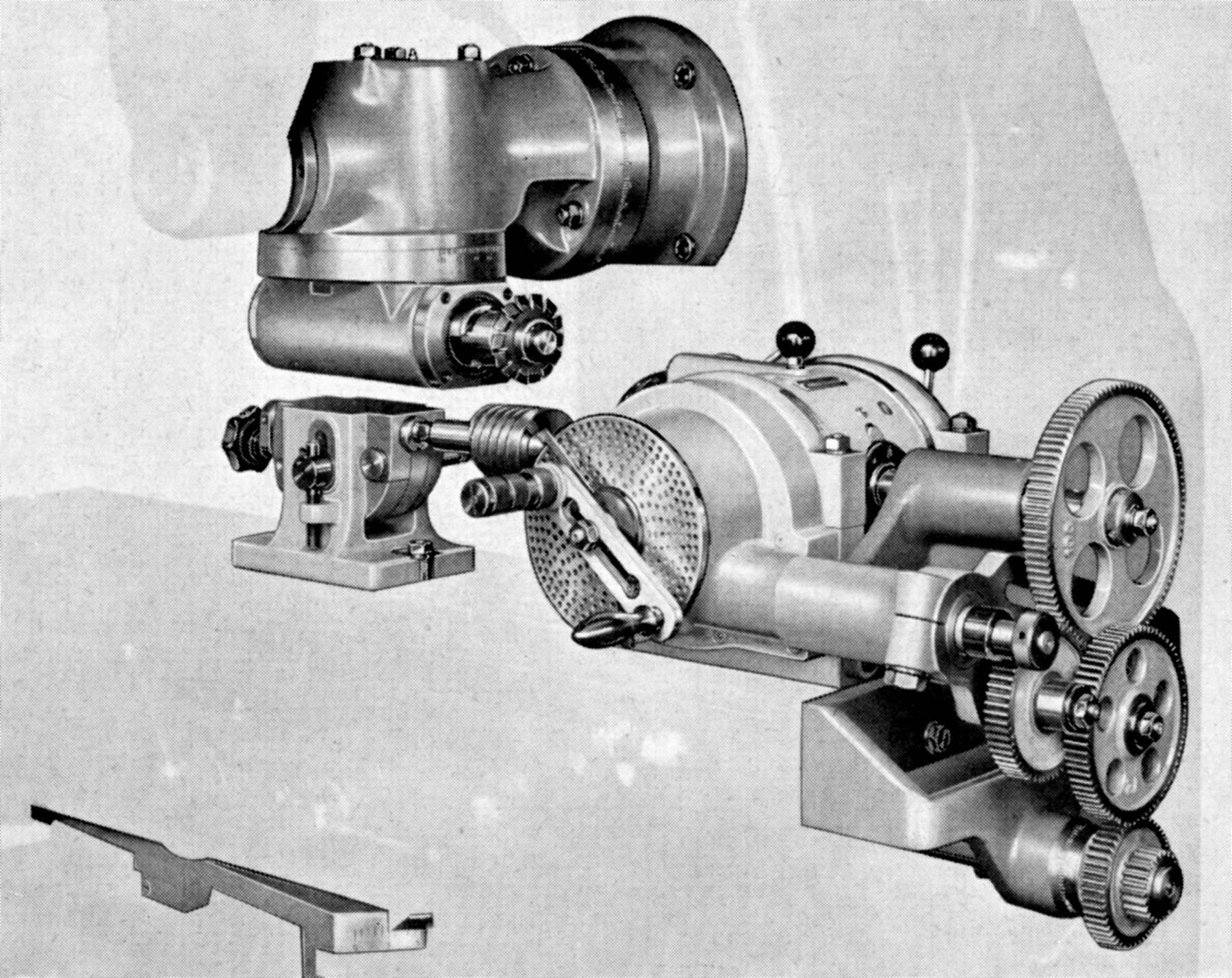
By the late 1950s the range of Klopp milling machines exported to the UK consisted of the horizontal, knee-type Models FW 1100, FWU1100, FW 1300, FWU 1300 and the combined horizontal and vertical FWSU 1300. All versions were based on the same base, main column and drive system - with those models suffixed "U" having the hand feed on the table's transverse motion replaced by power only. In addition, each miller could be fitted with a table capable of being rotated a full 45° each side of central, this converting the machine into a "Universal" type and so able to be fitted with a universal dividing attachment (Type UTA 125) with power to its changewheel drive being taken from the end of the table feed-screw.
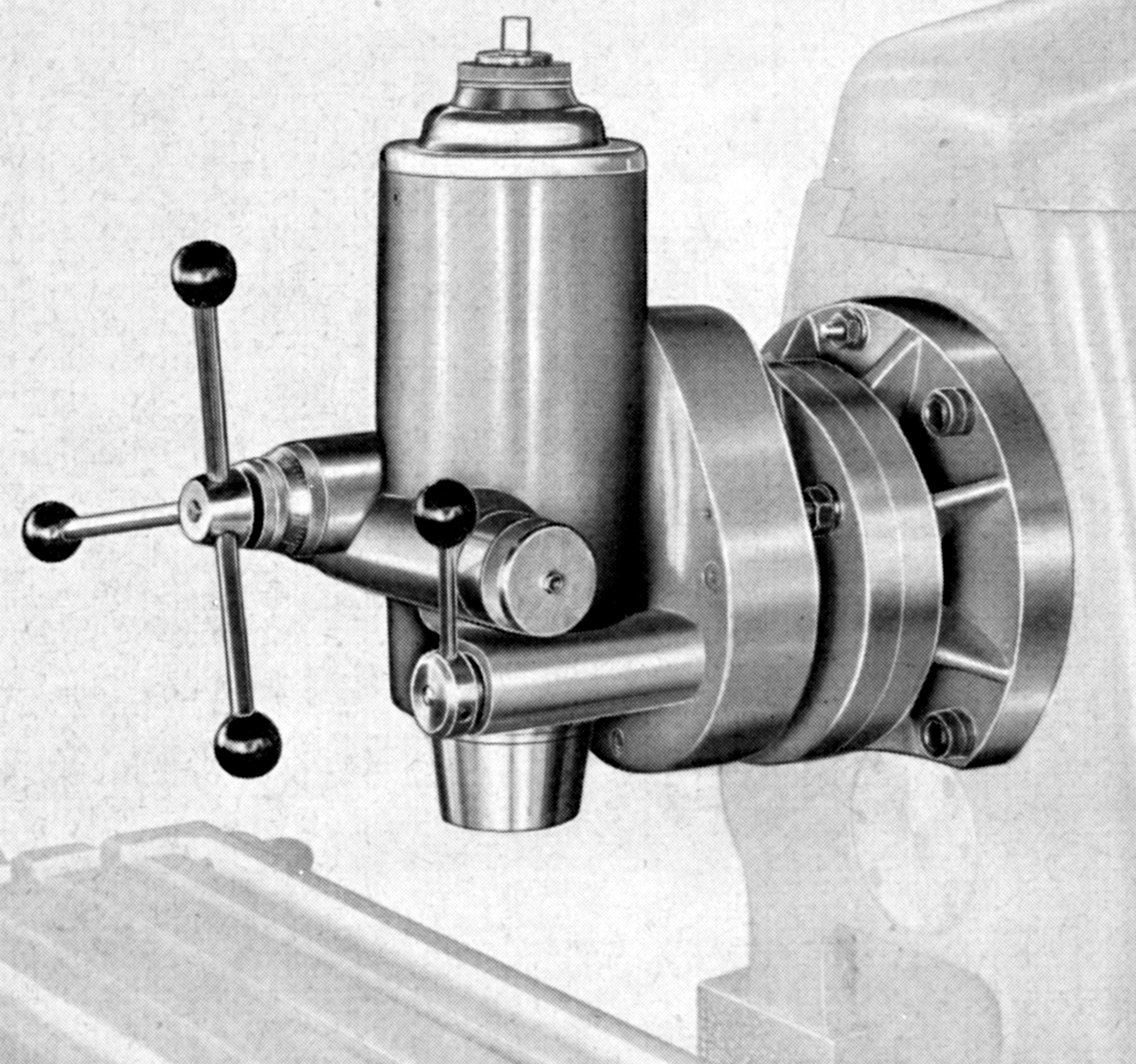
Fitted with a 10.5" x 43.5" table, the FW 1100 had 30.75 inches of longitudinal travel and 8.75 in traverse; the other models all had a 11.75" x 51.25" table and a longitudinal travel of 35.5 inches - though the traverse remained the same at 8.75 inches. Vertical travel was a useful 16 inches, though on the combined vertical/horizontal model FWSU 1300 the design of the special milling head reduced this to 15. Table power feeds came from a separate motor and gearbox, this design doing away with the need for the universally-jointed and splined driving shafts and chains, etc. when powered from the main motor. All versions shared the same twelve rates of longitudinal feed, these being available as a choice of three ranges, in inches per minute of: 0.59 to 16; 0.9 to 24 or 1.18 to 32. Rapids, driven for safety through a Sinus-type multi-plate clutch, were set at two rates of 60 and 120 inches per minute. Lubrication of the knee and table slides was automatic with two separate pumps being employed for the purpose.
Hardened and ground, the milling spindle was fitted with a steep-angle taper nose to DIN 2079 specification and ran in adjustable, high-precision taper roller bearings with what was described as "automatic lubrication". Spindle drive came from a 2-speed 4.5 h.p. motor on the FW 1100 and a 2-speed 6 h.p. on all other versions, the drive in every case being by the patented Klopp "friction" type where a rubber-covered roller on the motor shaft pressed against, under spring pressure, a larger wheel on the machine's input shaft. The result was a range of six speeds from 40 to 960 r.p.m. on the horizontal machines and twelve from 40 to 1360 r.p.m. on the vertical.
The spindle and table-feed motors were both started, stopped and braked by a single lever, the operations carried out automatically in their correct sequence by simply actuating the lever - the makers claiming that "...no particular attention on the part of the operator is necessary…"
|
|