|
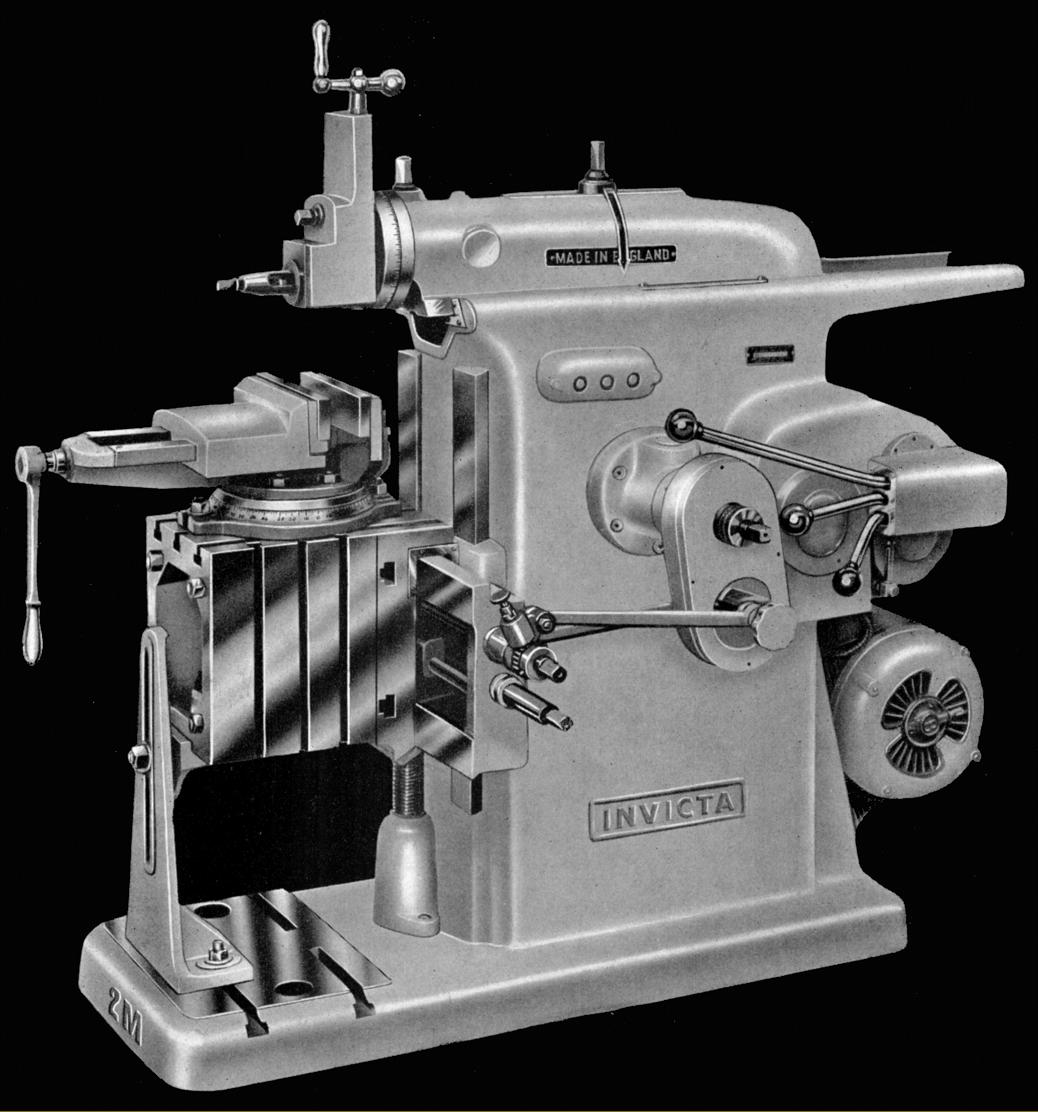
Invicta Series M
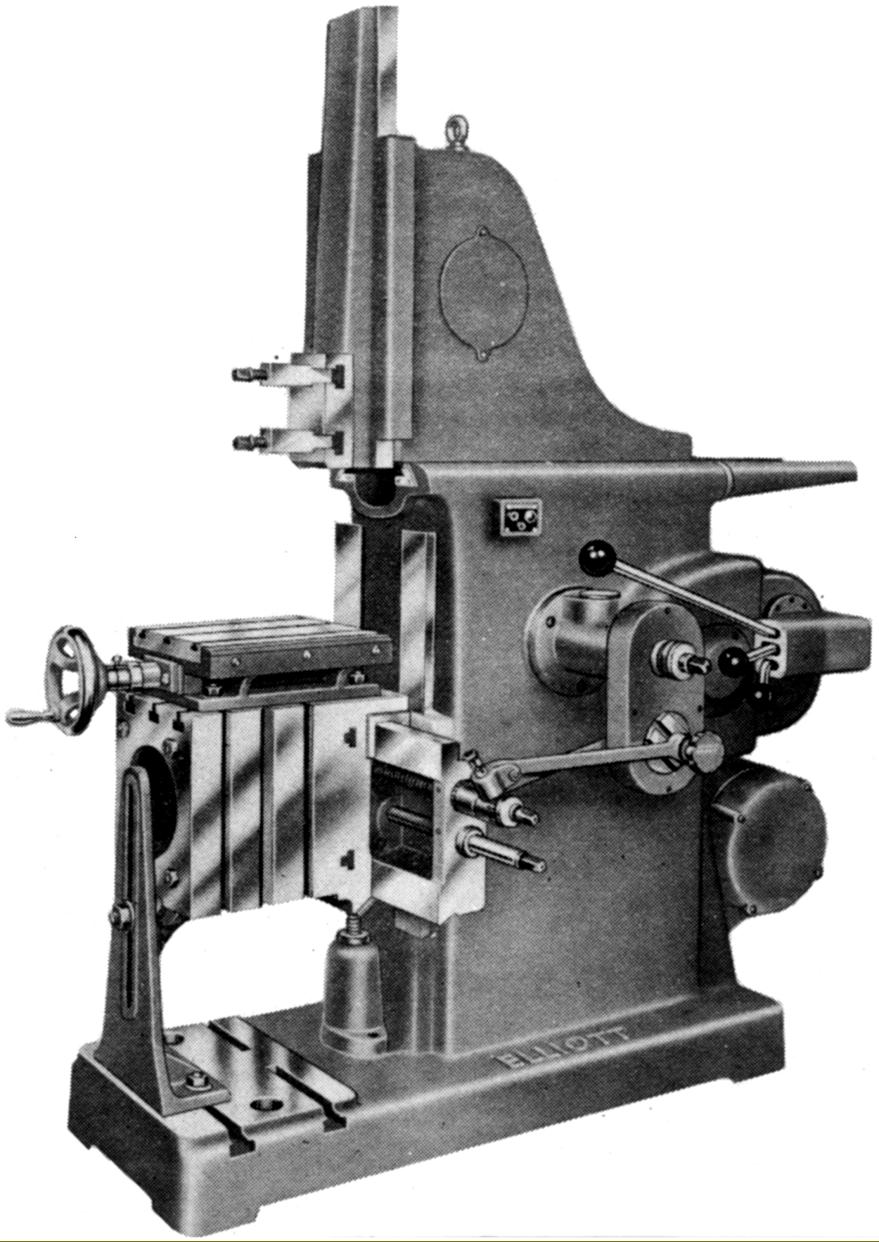
Sold pre-WW2 with just Invicta badges, by the early 1950s the strongly-built Company's Series-M machines were being dual branded as Elliott/Invicta and, by the end of that decade, sold with Elliott badges only (see this link for other Elliott brand shapers).
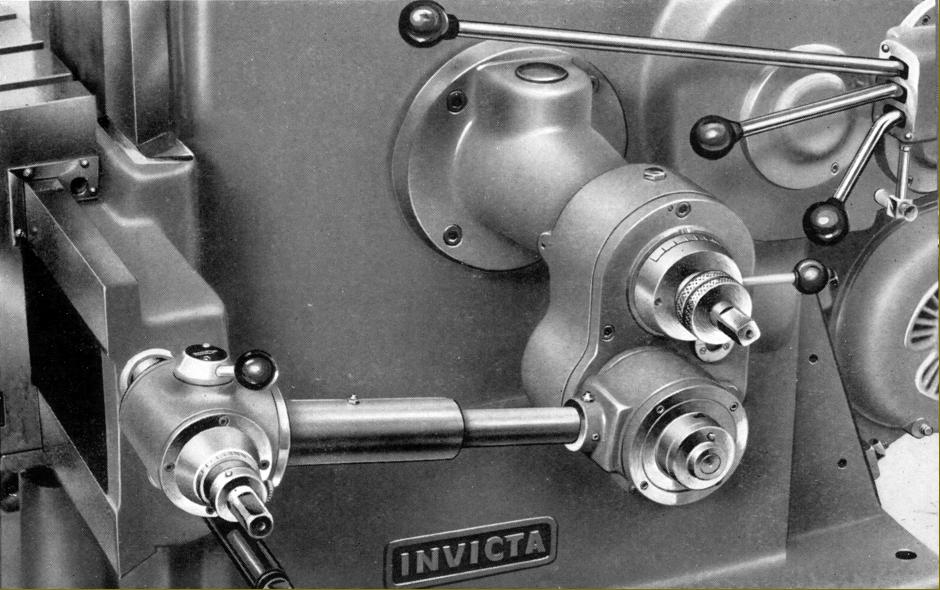
Six versions were offered originally, the - 1M, 2M, 4M, 5M, 6M and 8MR - all being of identical design and with ram strokes of, respectively, 10" (254 mm) 14" (355 mm), 18" (457 mm), 21" (533 mm), 24" ( 610 mm) and 30" (762 mm). At some point in what must have been the late 1940s, the 8MR disappeared from the catalogues - replaced, presumably, by the rather heavier "Major" 30" With the exception of the little 1M, running alongside the standard "M" versions, with their simple 4-speed ratchet-fed cross feed mechanism, was the MR range - these being fitted with a more complex but easily-handled 6-speed table-feed gearbox with one lever to selected the required feed rate and another the direction of travel. To help speed production an instantaneous reverse mechanism was also fitted and feed rates could be changed without stopping the drive.
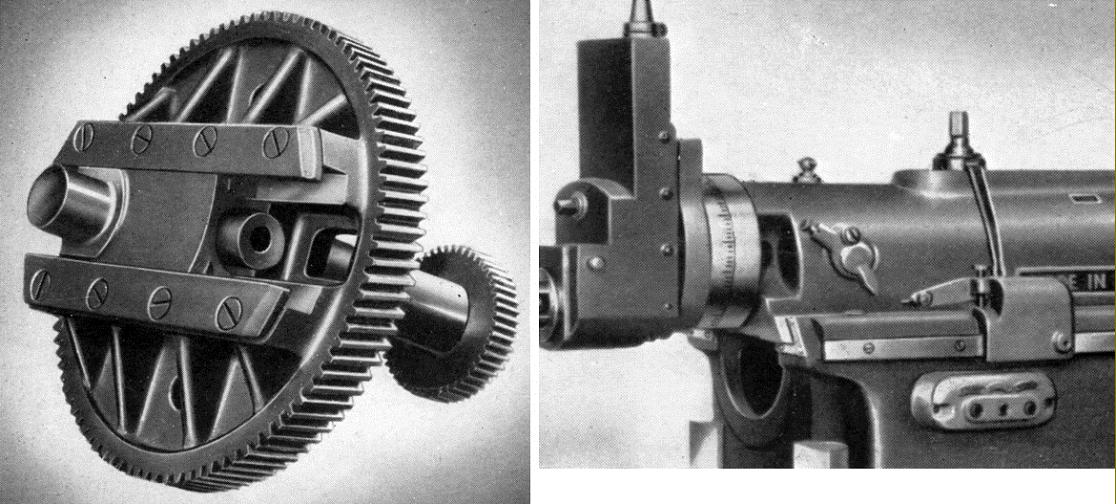
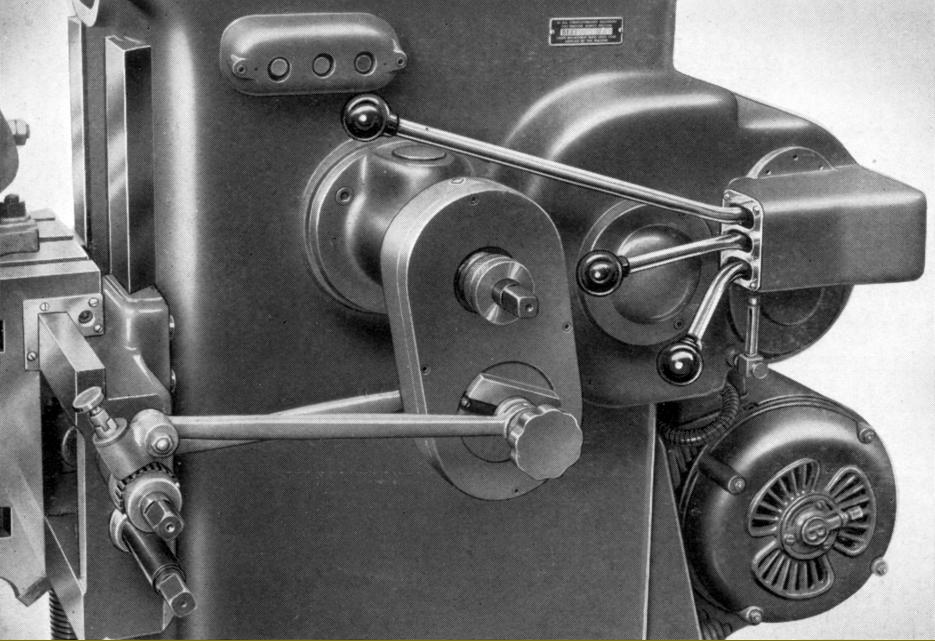
All sizes had their electric motor foot mounted in an easily reached position at the back of the main body with drive by multiple V-belts through a Matrix multi-disc clutch to a 6-speed, totally enclosed gearbox. Lubricated by splash from an oil bath, the box contained gears made from manganese chrome molybdenum steel carried on shafts running in ball bearings. However, for those workshops still equipped overhead line shafting, the makers offered the option of a flat, single pulley drive with the clutch built into its hub. Running on a large bearing lubricated from an oil well, the large bull wheel was cut with helical teeth, this giving a smooth, chatter-free drive to the ram. Electrical control was by a simple push-button starter that incorporated a jog control - an almost essential fitting on these large machines with their heavy and difficult-to-move-by-hand castings.
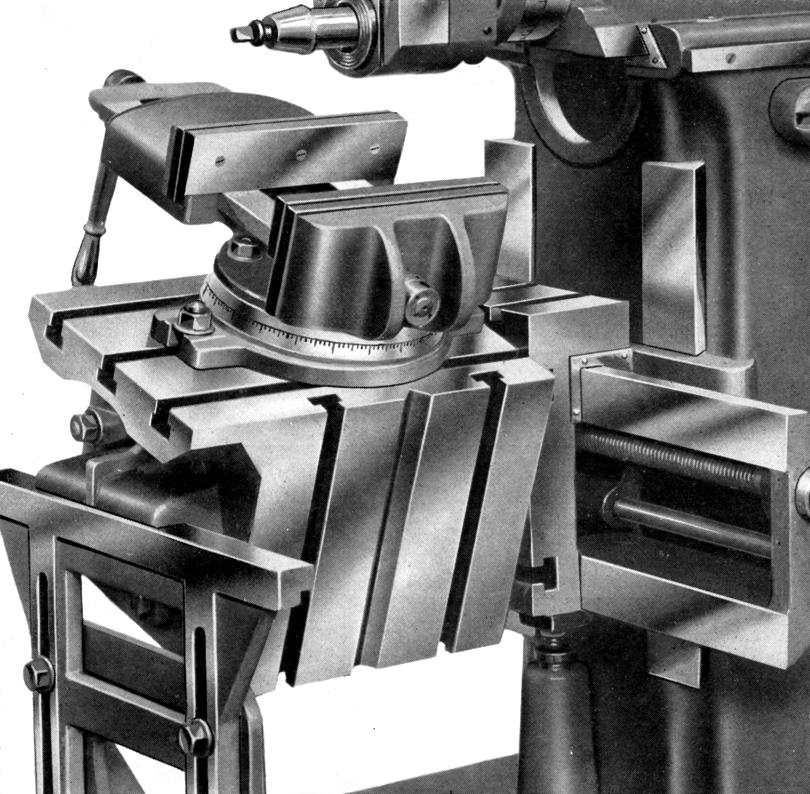
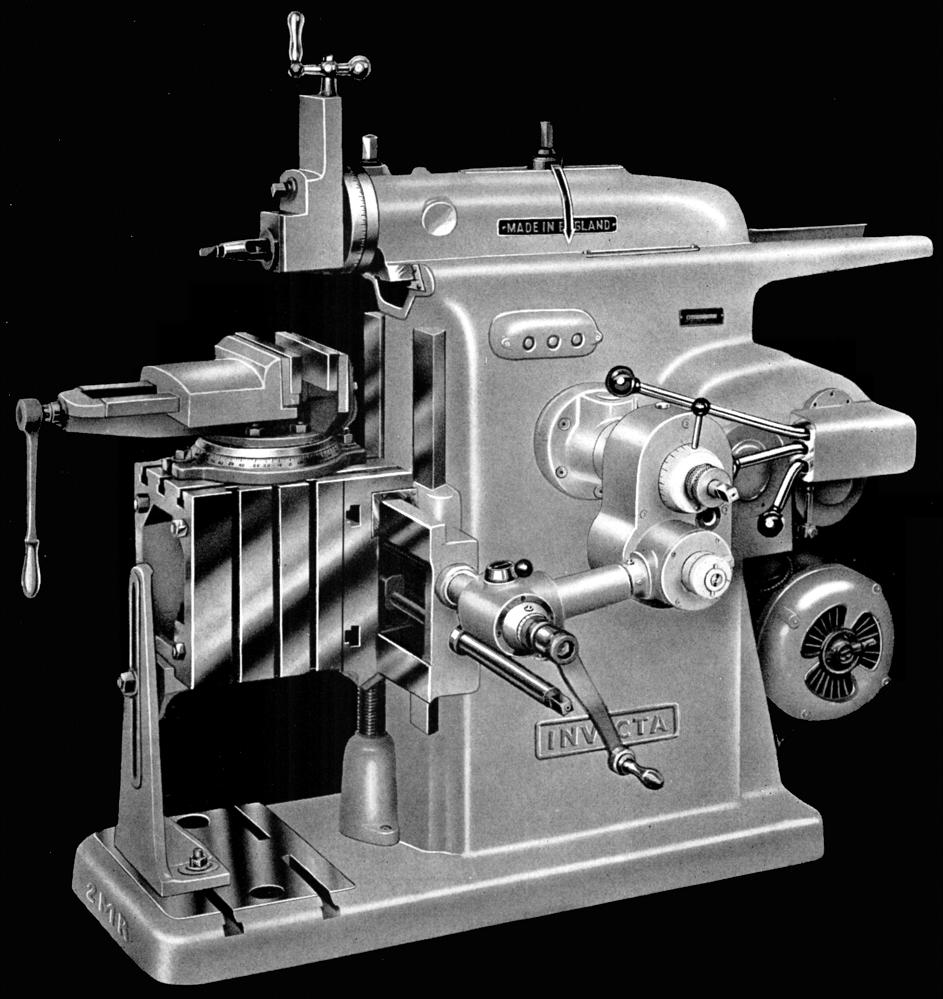
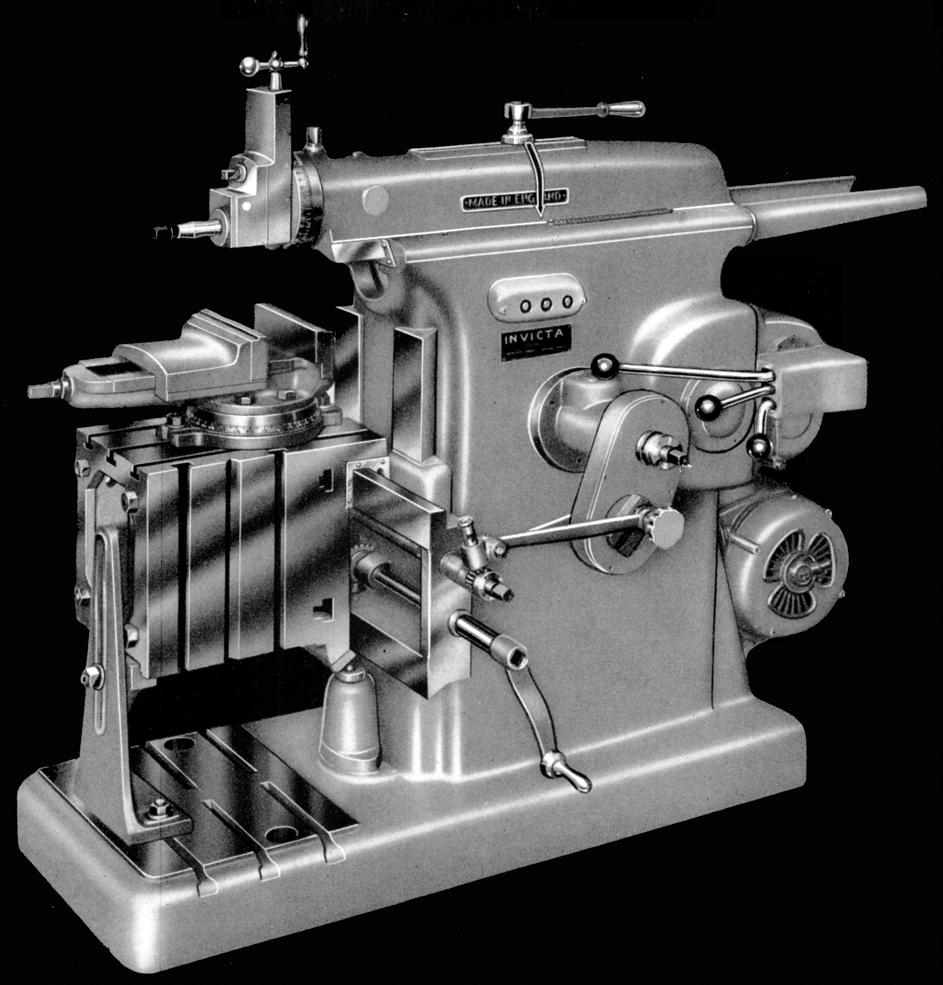
All tables, no matter how large, were of box form with three T-slots machined into the top surface and, down the right-hand (operating) face two T-sots with a V-groove between them and, on the left- hand face, usually a number of tapped holes (though the writer has seen versions with different arrangements, presumably special order jobs). Like models of a similar size from competing firms, the tables were supported at the front by an adjustable brace, this taking the form of a triangular iron casting with a centrally-positioned, vertical slot that held a right-angle plate onto which the front, lower edge of the table rested and slid. However, the largest models, the 6M and 6MR were equipped with a more robust arrangement consisting of a rectangular frame bolted to the base to which was fastened, through two vertical slots, a second vertically adjustable frame the top face of which acted as the support surface to fit against a right-angle cut-out machined into the front face of the table.
Rams were all of the V-guide type, fitted with felt seals and with a section cut out beneath them that allowed a shaft, gripped in the vice, to pass through the body of the machine
Supplied with every new shaper was a robust, single-screw type vice mounted on a swivel base with degree graduations, operating crank handles, an instruction and parts manual and a test certificate. Available at extra cost was an automatic down-feed mechanism, a swivelling table and a special fitting for the toolpost that took a long keyway cutter holder. In later years a complete conversion kit was offered that transformed the shapers into slotting machines, this consisting of a vertical attachment that fitted in place of the ordinary ram and a screw-feed T-slotted table to mount on top of the box table. Pictures continued here
|
|