|
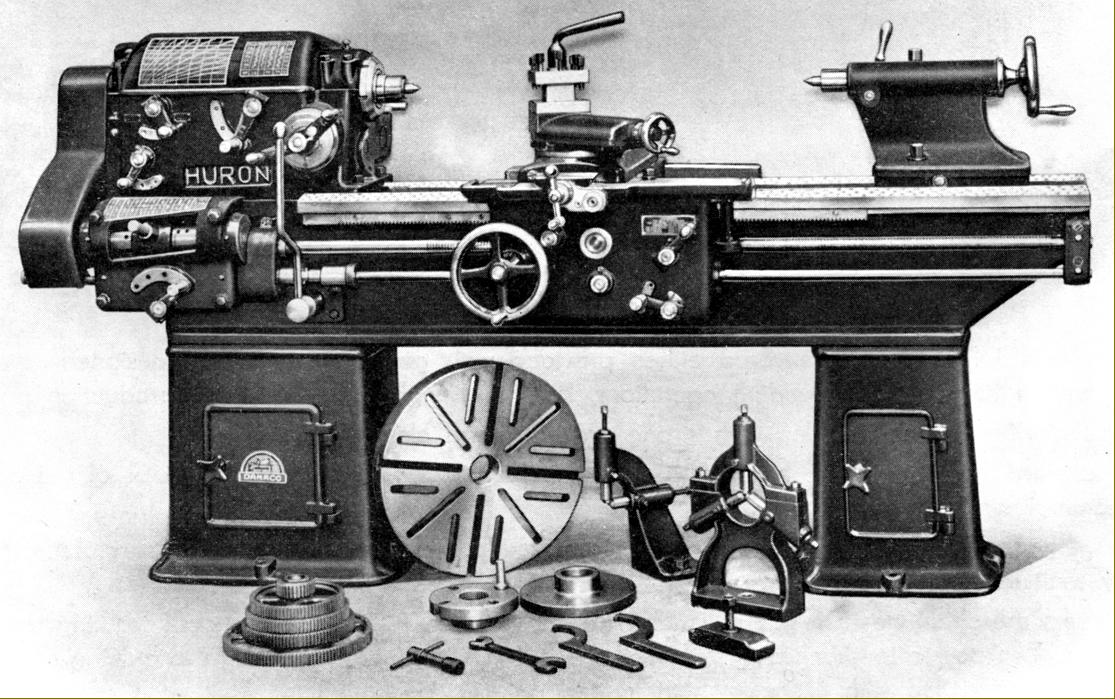
Huron lathes were distributed by the "DAMCO" machine-tool marketing organization in Denmark - and were probably made by P.Huré , a Company better known for their Huron milling machines. During the 1930s three interesting, high quality models were offered, all based on a single type of 9-inch centre height machine: sold as the Types '4', '5' and '6', they could be had with both straight and gap beds and between-centres capacities of 40, 60 or 80 inches respectively.
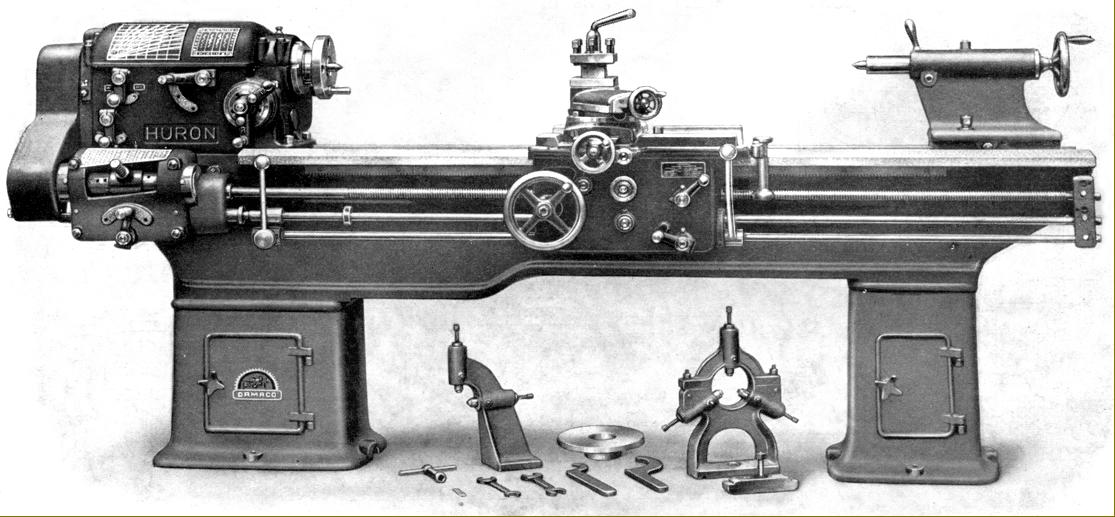
Although the 13.5-inch wide Huron bed, with its traditional ways of 2 Vees and two flats, was an especially rigid casting the "general-purpose" gap models were inherently less stiff than the straight versions and, to compensate, were given a closed bottom and large 90 degree cross ribs. The straight bed models were advertised as suitable for heavy-duty production work and fitted as standard with a bed whose bottom was open (to allow quick chip clearance); however if the customer for a gap-bed machine required a particularly heavy-duty unit (and could accept the disadvantages of the bed that filled up with chips) the factory was able to supply a closed-type bed instead. With the gap bridge out a piece of material up to 10 inches thick and 27 inches in diameter could be turned.
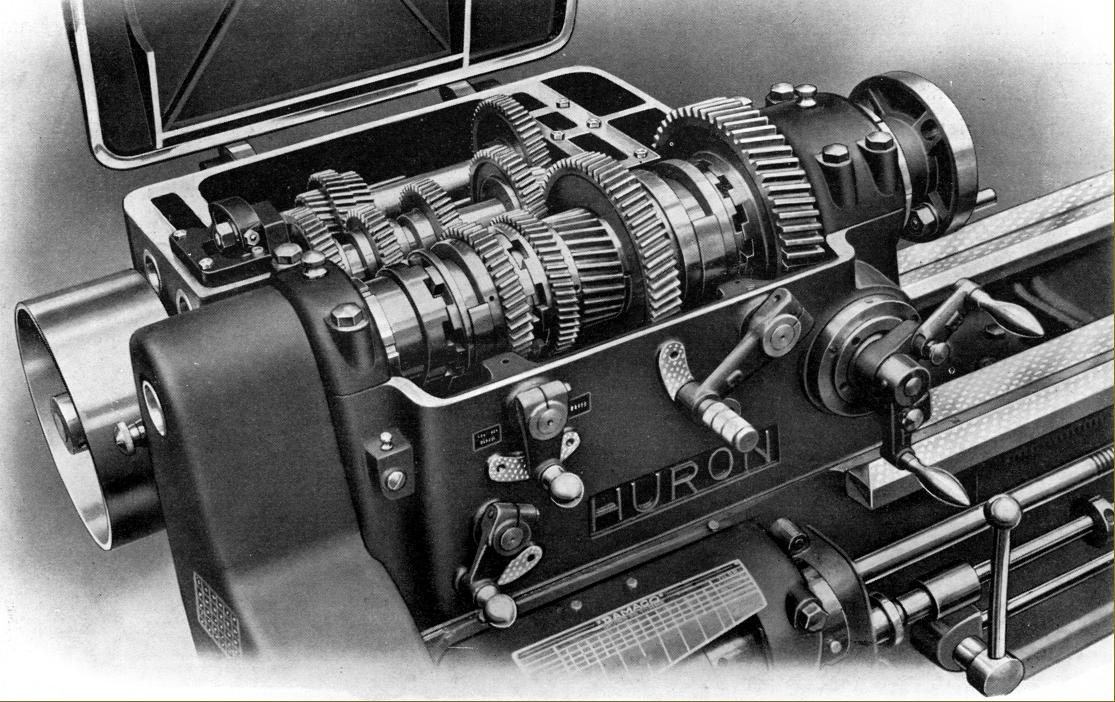
Power was fed into the spiral-gear, splash-lubricated headstock by a 10-inch diameter by 4.5-inch wide flat pulley that (to reduce strains within the gearbox) ran on a set independently-mounted ball races; the input shaft within the headstock was fitted with an all-metal, multi-disc reversing clutch. All the headstock bearings were in bronze (with ring lubricators) and those supporting the 15/8" bore spindle were, at 3.125" diameter by 5.125" long, especially large and also adjustable for wear. Speed changes within the headstock were by a combination of sliding dogs and face-dog equipped gears on the main spindle and sliding gears on two rear-mounted layshafts. The operator selected the chosen spindle speed by the juxtaposition of three levers conveniently mounted on the front face of the headstock; one pair, positioned immediately below and to the left of the front spindle bearing, were arranged to turn on concentric centres the other, above and to the left of the first, was a two-position quadrant arm. A further two levers on the same face provided a means of reversing the leadscrew direction and engaging an 8 : 1 ratio fine-feed mechanism for the leadscrew and power feeds.
Spindle stop, start, neutral and reverse was controlled, on the two lathes with shorter beds, by a single lever at the headstock-end of the lathe working on a full-length control rod; on the two longer-bed lathes the lever was duplicated for safety and convenience by a second pivoting from the right-hand face of the apron. Spindle speeds were rather on the slow side (even for a medium-size lathe of the 1930s) with the early models running in geometrical progression from 10 to 470 rpm and later ones some 50% or more faster at 16 to 710 rpm. The spindle speeds (and feeds, if engaged) worked 40% faster in reverse, so acting as very useful "semi-rapids" return.
Able to generate 32 English pitches from 3 to 44 t.p.i., the screwcutting gearbox was a direct copy of that used on the Leblond Regal 18-inch lathe from the 1930s and was supplied, as standard, with metric transposing gears enabling it to generate "the complete range of metric threads". A separate power shaft provided a feed to apron for power sliding and surfacing feeds - the longitudinal feed being engaged by screwing in a knurled-edged knob and the surfacing feed by a handy button that protruded through the face of the bracket that held on the cross-feed screw. A separate, lever working through a two-position quadrant, could be used to instantly reverse the direction of both feeds. Of double-wall construction, with all shafts supported on both sides in gunmetal bushes, the base of the apron held a supply of oil that would have been inefficiently distributed by the churning action of the lower, and slow-turning, gears.
Delivered complete with a driver plate and a spare threaded backplate, fixed and travelling steadies, a set of metric transposing gears and the necessary spanners, in the late 1930s the Huron lathe was very expensive and sold in the United Kingdom for approximately £310..
|
|