|
Continued:
Totally-enclosed and positively-lubricated, the gearbox was used only for threading and engaged by a push-in knob on the outer face the changewheel cover. By combining the rotation of two dials thirty different pitches of thread from 8 to 64 t.p.i. could be generated and, in addition, by operating an (optionally-fitted) "doubler" sixty became available. Little known is that inside the box was space to mount another seven gears - and this set, if fitted, would have given fifty-one pitches, or with the "doubler" in action, an astounding total of 102. As other threading ranges were also listed as being available to special order and could be built into the machine from new, one can only surmise that the "missing" gears would have been fitted as required in case a customer required the box to generate a particular pitch. In addition, shown in the metric section of the Operator's manual, is an extra set of gears that do not appear to mesh with anything and whose function is, at the moment, a mystery. If required, additional special threads, or metric pitches, could be obtained (in the usual way) by mounting changewheels on a slotted and adjustable quadrant arm. Although not clear as to the exact positioning or method of operation (though it did involve micro-switches and electrical reverse) the makers claimed that "Micrometer-adjustable stops facilitate length control and allow the production of threads at high speed with accuracy".
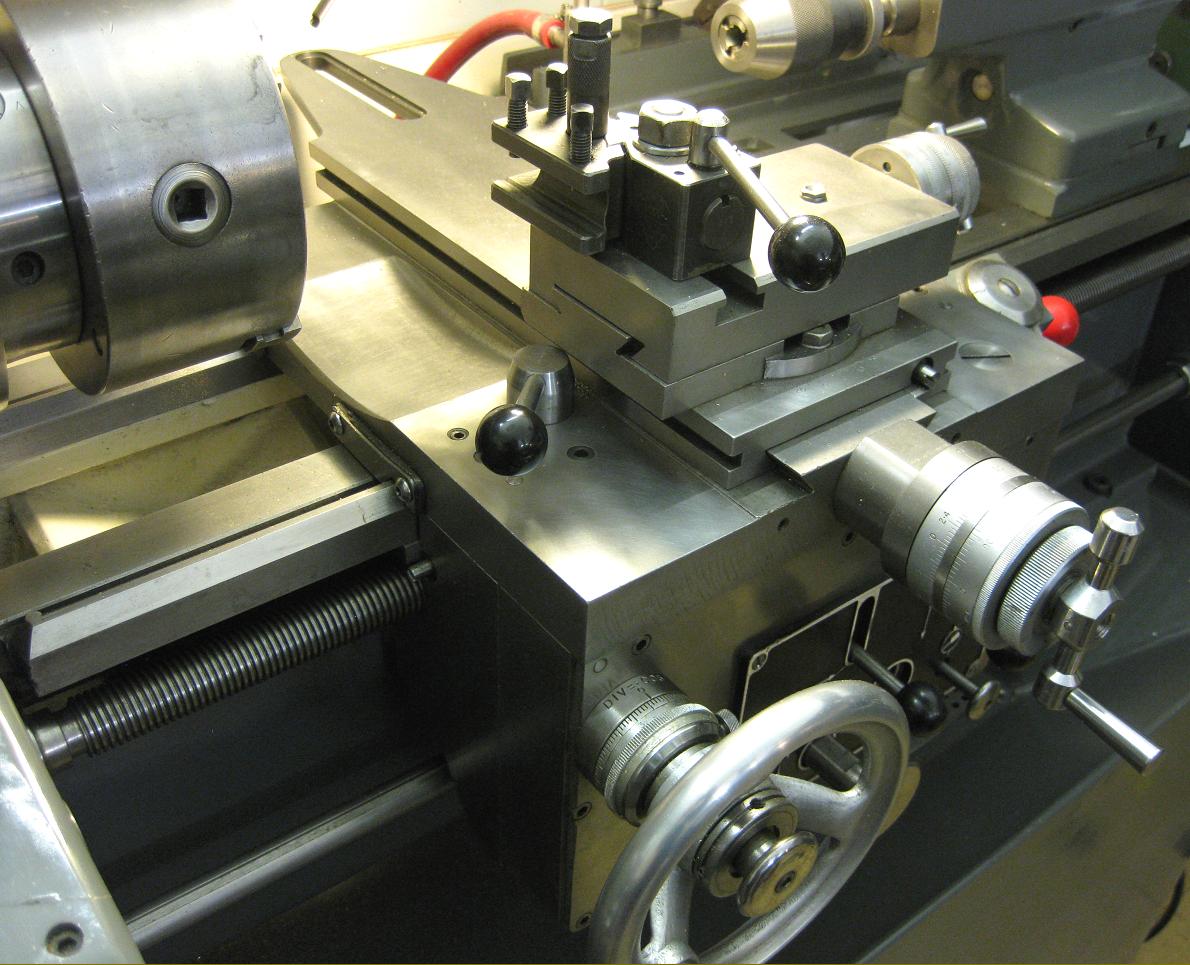
Of double-wall construction, the oil-bath apron incorporated independent (safety) clutches to engage the sliding (along the bed) and surfacing (across the bed) power feeds; these could be quickly adjusted if the aluminium plate on the face of apron was removed. As a further refinement, a push-in knob on the apron controlled the selection of gears that allowed feeds 6-times slower than normal to be obtained. The carriage traverse handwheel, fitted with a micrometer dial, could be disengaged from its shaft by a control knob in its centre--a feature designed to eliminate the flywheel effect of the heavy handle and so improve the accuracy of delicate screwcutting operations. On early lathes, the rim of the handle was properly knurled for oil fingers to grip but later machines, with the escape of the accountant, looked to have had cheap, bought-in, components that lacked that genuine "engineering" look and feel.
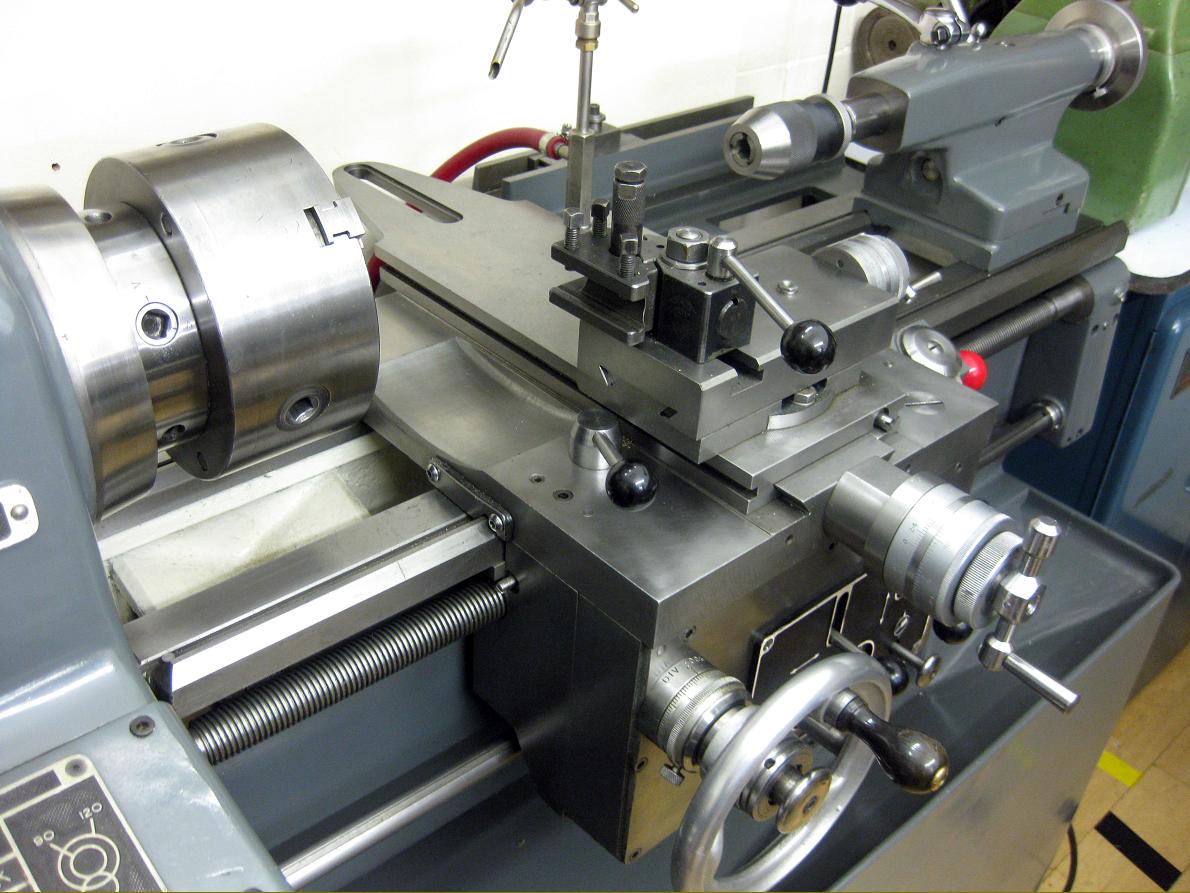
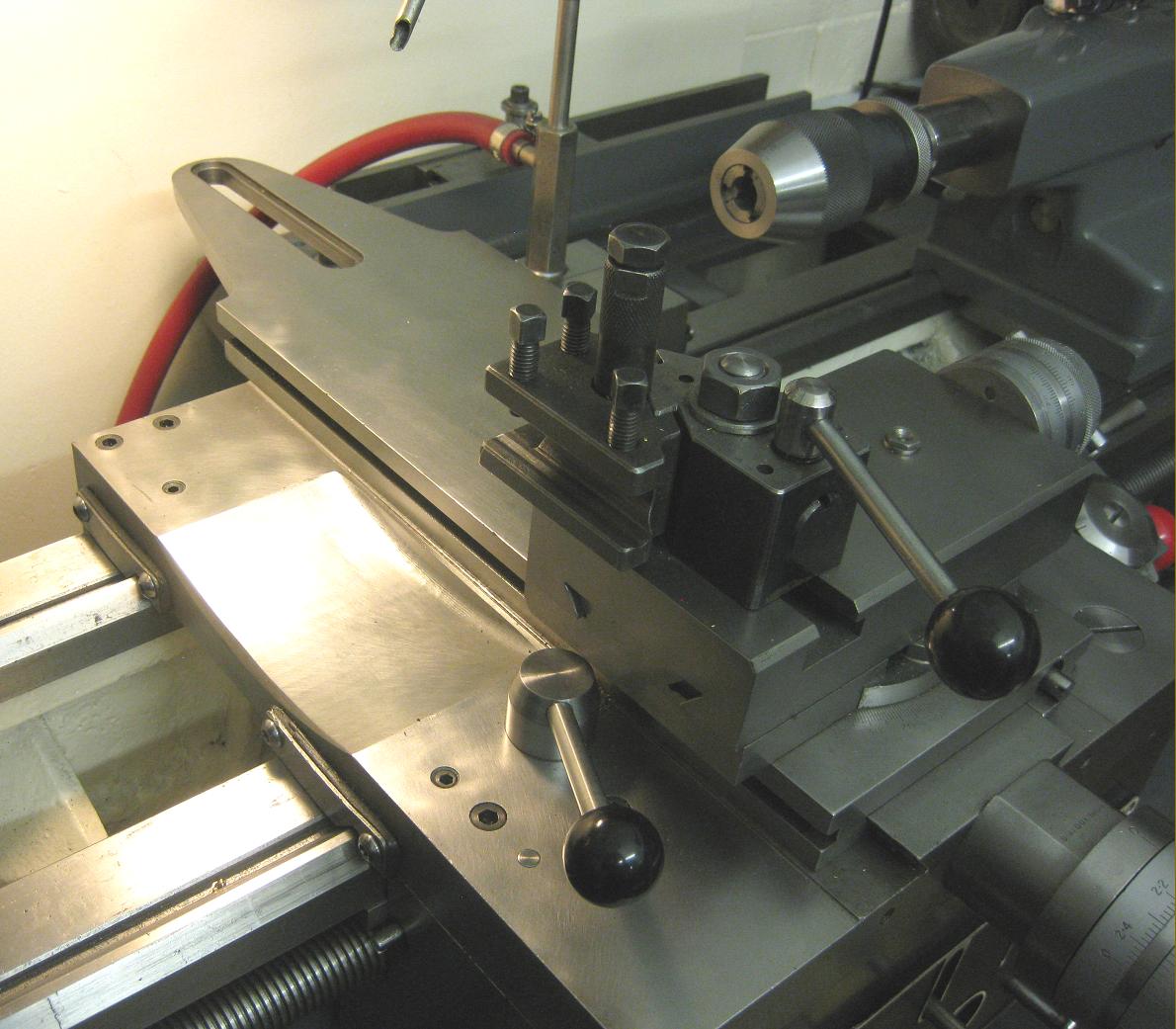
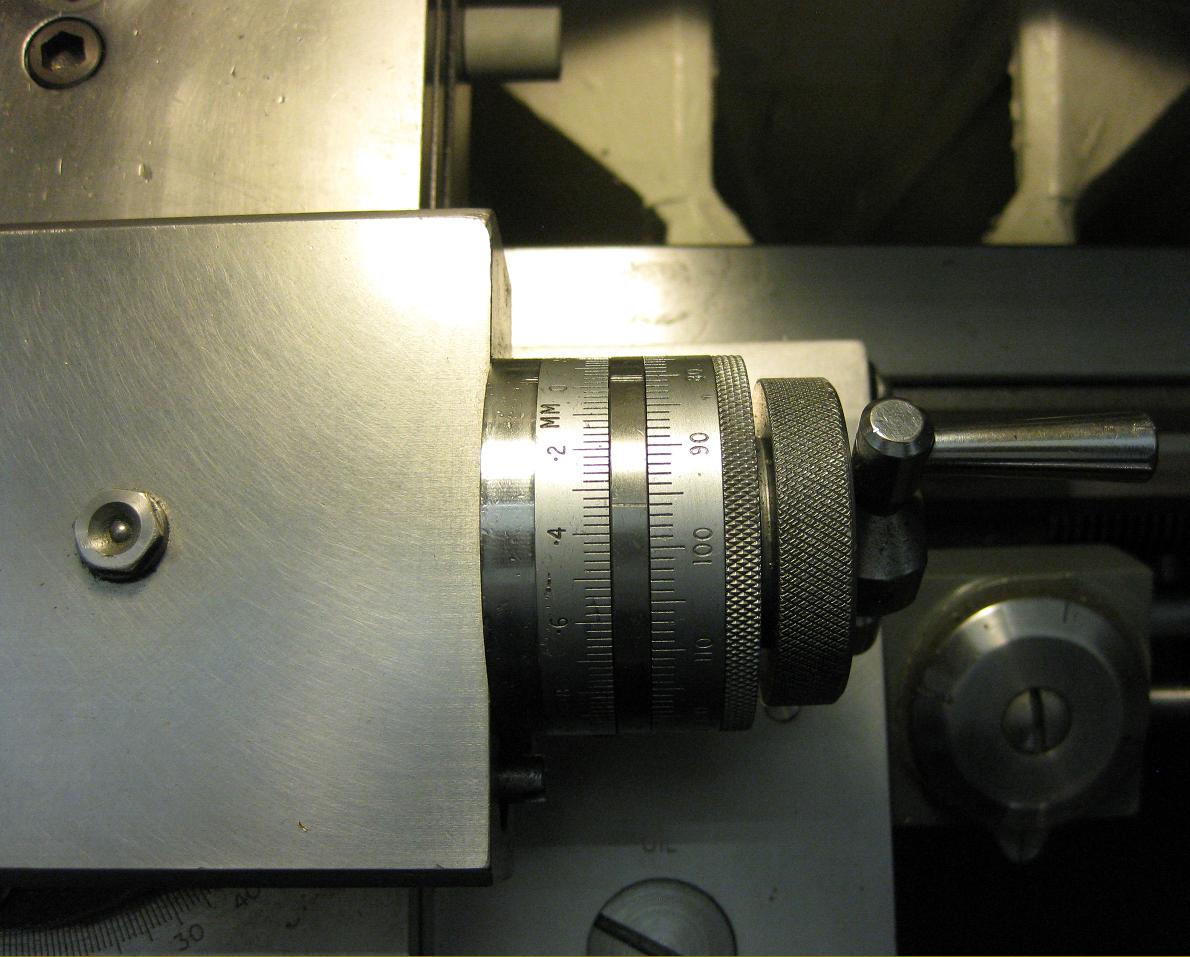
The immensely rigid and wide "wingless" saddle slid along the bed on V and flat ways whilst the cross slide, unusually on this class of machine, carried two transverse T-slots that allowed the fitting of rear toolposts, milling slides, etc. When fitted with hydraulic copying, a plain cross slide was fitted with fittings at the back to carry the necessary unit. The zeroing micrometer dials were of a reasonable, if not large size, where one division represented 0.005" of tool travel; each was locked by a simple thumb screw passing through its rim. As an option, a dual inch/metric dial could be ordered. The top slide could be swivelled through 360 degrees but was fitted, as standard, with only a cheap "American-pattern" toolholder. As an option a quick-action, top-slide withdrawal mechanism could be ordered for fitting (as original-equipment) to help with high-speed screwcutting.
Attention to detail did not stop with the lathe's main elements, even the tailstock receiving some of Holbrook's legendary pedantic concerns with the 1.25-inch diameter, No. 2 Morse taper, 4-inch travel barrel hardened, ground, lapped, fitted with a micrometer collar and lubricated from an oil-bath complete with a dip stick.
An unusual accessory on a lathe already fitted with a screwcutting gearbox was a "thread chasing" attachment. This classic method of thread production relied upon a "Master Thread" or "Former" carried behind the headstock and a long "transmission bar" on which the cutting-tool slide pivoted and slid (the Master Thread was also variously known as a hob, leader or former and available in various pitches). A "half-nut", held in the end of an arm connected to the "transmission rod", pressed on the thread and conveyed its pitch, via an adjustable toolholder, to the workpiece. The interconnection of the cutter holder and the half-nut allowed the nut to be lifted out of engagement and the cutting tool returned by hand to the start without stopping or reversing the lathe. A little additional depth of cut could then be applied by the tool slide or "stop screw", the half-nut rested back on the Master Thread - and the cut restarted. While this system is able to produce very fine and absolutely accurate threads, and is especially suited to delicate operations on thin-wall tubes used to construct such items as microscopes, the length of thread that can be cut, and its pitch, depends upon the availability of the appropriate thread master - although in the case of the Holbrook additional gearing was provided to extend the threading range of each Master Thread by several multiples.
Available in both English and "all-metric" versions, in 1964 a Government Missile Development Group was quoted just over £1300 for a machine with basic equipment and 3 and 4-jaw chucks; Today (2019) that would equate to nearly £34,000.
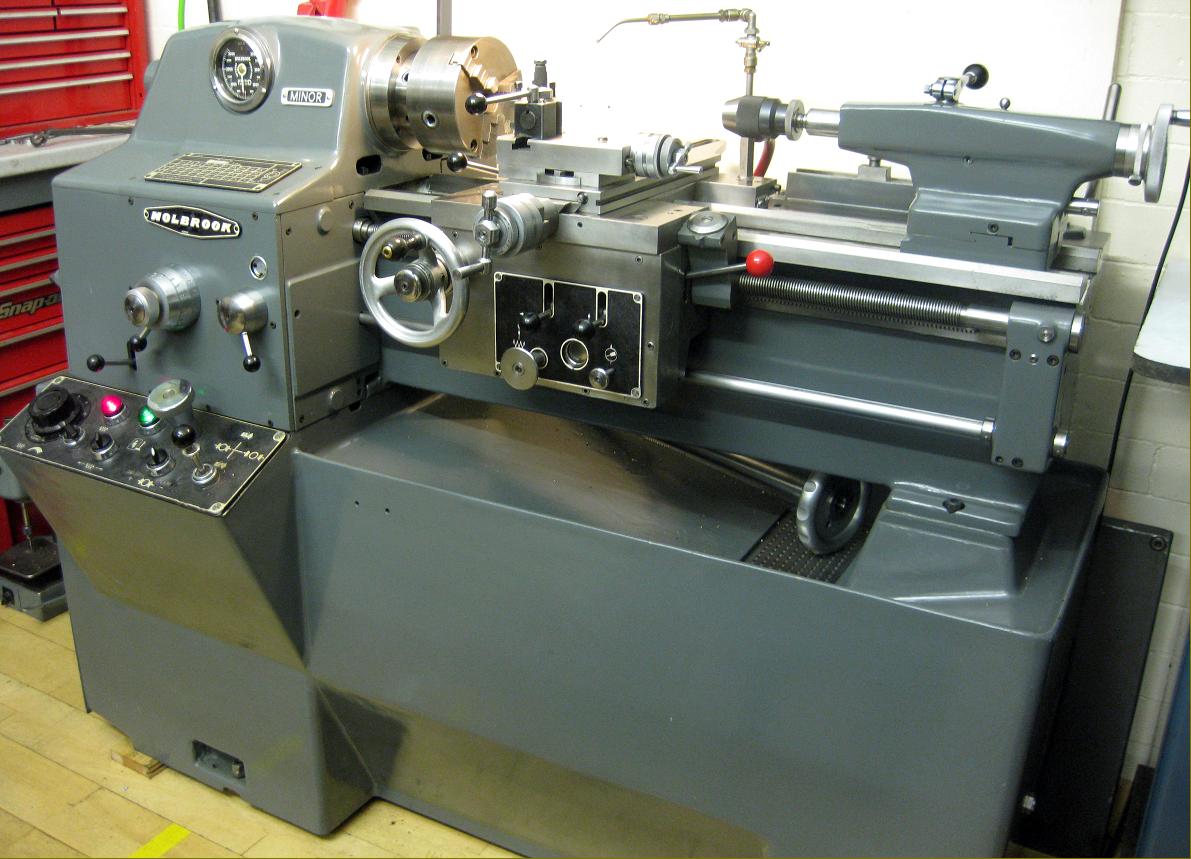
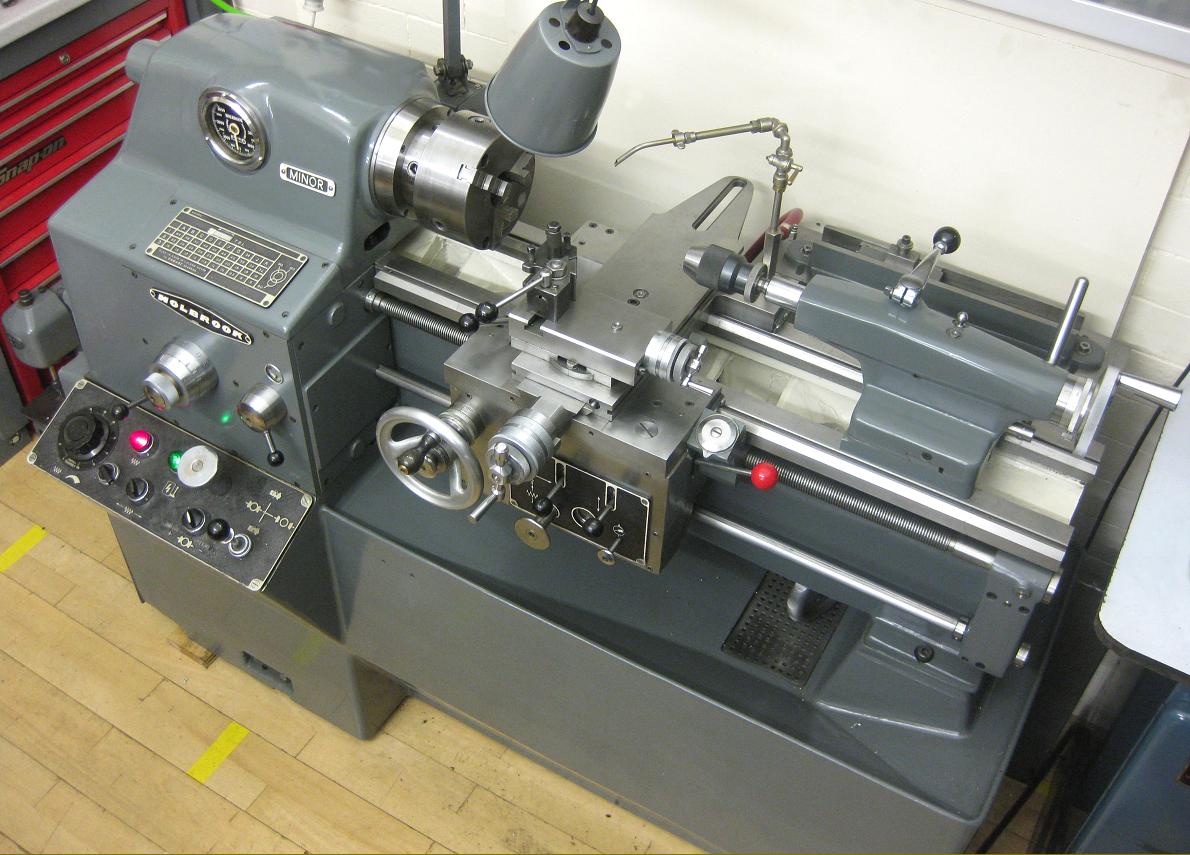
Although mounted on a wide and stable stand the "Minor", due to its very heavy construction, is a top-heavy machine and great care needs to be exercised when moving it. If you assume it will, at the slightest provocation, fall over - and then take the necessary precautions - all should be well.
Approximately 5-feet 6-inches (1676-mm) long, 2-feet 5-inches (737-mm) deep and 3-feet 11-inches (1194-mm) high, the lathe weighed, with standard equipment, around 2750 lbs - a lot more than the1680 lbs quoted in the catalogue... Photographs continued on Page 2
|
|