Home Machine Tool Archive Machine-tools Sale & Wanted
Hobbymat Home Page Prazimat Lathes
can be ordered on-line here.
BFE 65 Milling Heads
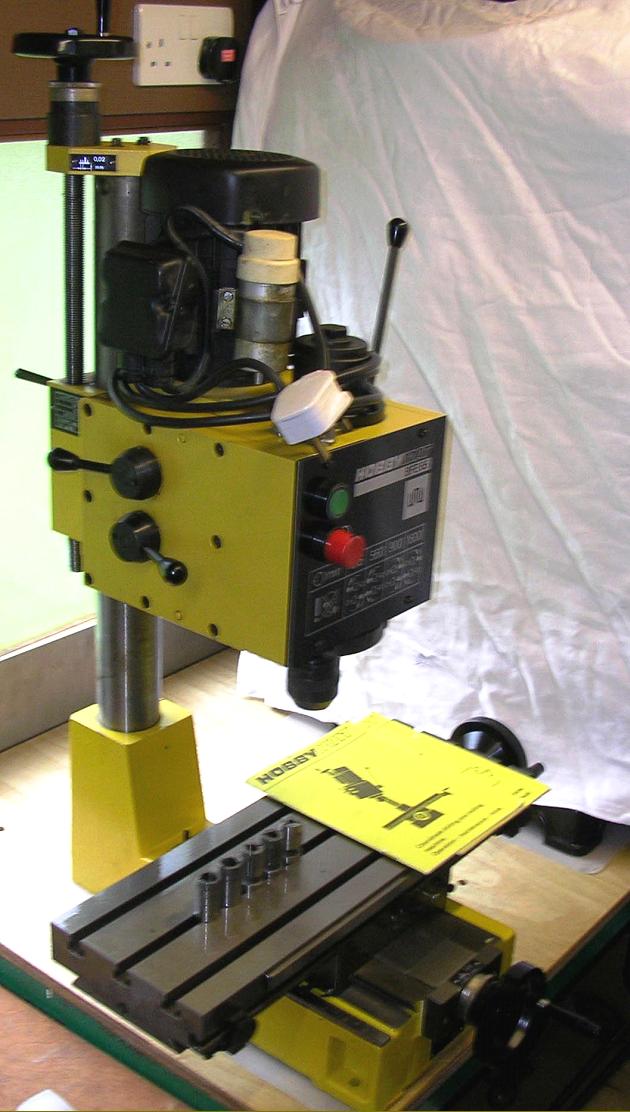
The same vertical milling head with its 315, 560, 900 and 1600 r.p.m. speed range was used on both the MD65 lathe and very useful compact stand-alone BFE vertical miller. When set up as an independent unit, a 160 mm x 450 mm co-ordinate table was employed, equipped as standard with rulers on each axis. Early heads were very reliable, with reports of them being in continuous service for over 25 years, Unfortunately, those made after approximately 1992 were fitted with "improved" plastic gears in place of the earlier fibre type and these can suffer from loose bushes that allow them to slip down and partially engage the face dogs of those beneath and so locking the drive. Fiddling with the control levers and twisting the spindle backwards and forwards usually enables the machine to start up again - and run in an apparently normal manner. Even if stopped and started several times, the symptoms may not reappear so, if you are contemplating a used example, warm the miller up by running it for ten minutes on top speed and then do a stop-start test at least a dozen times on every speed. Only then, if it works correctly, should you accept it as satisfactory. However, should the fault be present, it is not fatal and the bushes can be easily 'Loctited' back in place - though dismantling and reassembling the head is an awkward and time-consuming job. To keep the head in good working order, regular greasing of the gears - and the selector forks - is vital. Two interesting points concern the mounting of the vertical head within the bracket that fastens to the back of the bed: the bracket is bolted into place, and can be adjusted by two screws each of which bears against a dowel pressed into the bed. This arrangement allows to column to tilt left or right, but not towards or away from the operator. Hence, should the column prove to be out of line in a fore and aft direction, the only solution is to shim the bracket mounting faces along their top or bottom faces.
Closed down onto the column by two cap-head screws, the support casting employs a third screw acting to spring it open slightly to aid removal (rather in the manner of the tailstock and carriage fitting to the bed). If these screws are mishandled the block will be cracked - therefore any adjustment should be approached with great caution.
Like all vertical millers where the head slides up and down a round column, there is a sweet-spot on the adjustment of the locking screws that allows the whole head to be moved, yet not be too loose. Further, when the locking screws are fully tightened to lock the head in place, this will move the whole assembly slightly out of line - a careful measurement on one machine showing that this drove the cutter forwards by 0.003" and to the right by 0.0004". Hence, when setting up an accurate job, it's as well to know what built-in errors your machine might have..
|
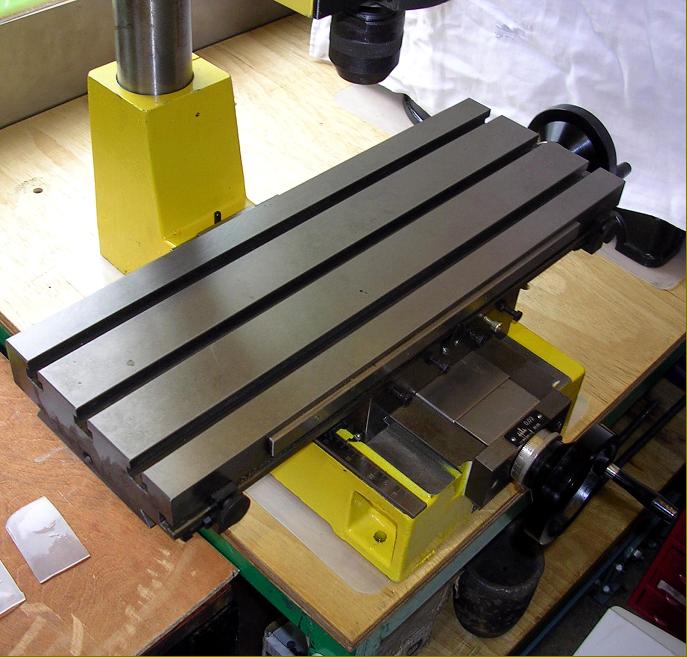
BFE65 Milling Head fitted into a bracket on the rear of the bed and converted the lathe into a most useful milling and drilling machine. Included in the kit was a T-slotted table to replace the ordinary lathe cross slide and the head was also available on its own compound table as an independent mill/drill. |
|
|
|
|

Home Machine Tool Archive Machine-tools Sale & Wanted