YOU SPENT $2000 ON WHAT???
Page 1 - Page 2 - Page 3 - Page 4 - Page 5 - Page 6 - Page 7 -
I'd given J&N Engineering six and a half weeks to do the job properly. I told John and Narelle that I wasn't interested in a quick job, I'd rather he took his time and did it right. After all, this was a machine my grandkids would be using.
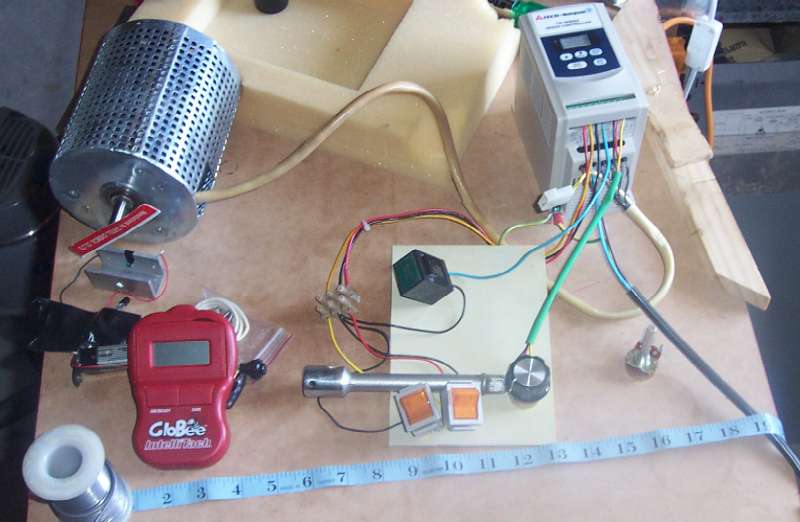
Just after I bought the machine I got a Teco inverter from AWM Electrical Wholesalers in Altona North. I tested it on an ex-mainframe blower motor, and gee whiz it works! Awesome technology. I also bought switches, a potentiometer, and a diecast aluminium box to house the remotes. This way the inverter could be put out of the way and a convenient speed and direction control mounted on the lathe.
February 27 2002
One thing you really need with a variable speed setup is a tachometer. I looked at various kits but they were either x00 resolution (too coarse) or 0.x resolution (too expensive). Then I found what could be the answer. Radio control aeroplane guys in the States use a remote sensing tach to determine prop speed / engine revs. It's called a Globee Intellitach and retails for around USD$60. New and used examples pop up on ebay quite often. I bought a new one for USD$35 plus post. It has a range from 120-30000rpm and a resolution of 30rpm. Ideal!
It works by pushing the on button to set it to two, three or four bladed props, and a CdS cell picks up the light fluctuations as the blades whiz past. I tried it by pointing at revolving chucks, but there are too many reflective surfaces and I got nonsense readings. Artificial light - especially fluorescent - locked it at 3000rpm (50Hz). OK, I need to try something else. I used a green LED pointed at the CdS cell and a cardboard interrupter glued to the motor shaft to test. With the lights off, or in daylight, it works great. I've got some mainframe tape sensors which I'll be able to mount on the lathe headstock, eventually this will be a working unit!
March 21 2002
I paid periodic visits to check on progress. Five weeks later, the pallet had been moved twenty feet but that was the limit of progress. I was starting to raise an eyebrow at the delay but I was assured that they were busy on other things, and that all the work would be done prior to the set date. No worries!
Ongoing chats with Narelle at J&N were quite productive. We decided that if the lathe motor didn't have links for star/delta winding, she'd put on another motor that did. I didn't need a tailstock centre as I had a Skoda live centre and a Jacobs chuck from my previous machines. Instead there were some old toolholders that came with the lathe, she'd give me a few carbide tips to go with them, and some other assorted tools that were lying about. Thanks!
March 25 2002
I paid another visit and to my total surprise the Hercus was painted and assembled, ready to go, three days before deadline. We pried off the motor switch cover and sure enough, star winding only. Nevermind, J&N would put the new motor on for me. We spent an hour poking around looking for one around the right size that could be delta wound. It's only half a horsepower, but that's what sharp tools and back gear are all about.
I arranged to have it picked up by a carrier who did specialist machinery moving. The lathe and cabinet would fit in my station wagon in two trips, but I figured the carrier would have all the specialist gear and would do it a lot faster. I was going to take all the loose stuff but was told not to - "Ian will look after it like his own."
April 3 2002

After a week of delays, it was finally delivered in the dark between heavy rain showers. I'd cut the guy a lot of slack when he broke something on his truck and didn't turn a hair when, after already spending two days at home waiting, I let him drop it off at his house at lunchtime, do some other jobs and then deliver it after he had his dinner that evening. It's a shame I'd been so nice and understanding, as he charged me two and a half hours (plus tax) for what would have been a one hour job if he'd done it in one go. Still, he DID have the gear, and it saved me a couple of big lifts out of the back of the car.

The lathe still had the original motor, and there was no sign of the replacement nor the extra tooling that had been promised.
April 4 2002
I went back to J&N the following day and was grudgingly given the motor after I said I'd drop the original off. As for the tools - "Hah! Not at that price!" We live and learn.
Of course I had to make new motor mounts, I quickly did that with some 1" aluminium channel that has been in my family's bits box for 29 years, wayback from 1973 when Dad worked for Alcan. I always thought it would come in handy one day.
Equally of course, the pulley off the old motor didn't fit. It was 5/8" bore with a 1/8 key. The new motor was 14mm with a 5mm key. I didn't fancy boring and sleeving the 2-1/4" cast iron pulley on the Sherline lathe. Fortunately there is an industrial belting supplier just down the road. The closest he could give me was 1/2" bore with 1/8" key. Australia has been metric since the early '70s. Almost all motors sold in Australia in the last ten years have had metric shafts, but the only suppliers of pulleys still use imperial. They don't want to spend money on new tooling apparently.
It took about five minutes to bore it out to 14mm on the Sherline (gee its handy having a second lathe) and ten more to file the keyway to fit. Who needs broaches?
I wired up the motor to the inverter and away she went! Excellent. The pulley wobbled. Not from the bore - where I'd gripped it in the vice to file the keyway. Soft aluminium pulleys distort! I grabbed a file and quickly smoothed the high spot with the motor running at quarter speed.

On with the belts. Hmm. Doesn't sound very good, there's a bit of bearing noise. I oiled all round and let it run light for a few minutes - the headstock bearings were quite warm, but not hot. I decided to give it a proper going over.
Page 1 - Page 2 - Page 3 - Page 4 - Page 5 - Page 6 - Page 7 -