|
Once enjoying the position of producing more machine tools than any other American state, Ohio had, for the first half of the twentieth century, by far the greatest number of large, medium and smaller firms in the trade and produced enormous quantities of all types of metal working equipment. In 1905, for example, it manufactured well over three times as many lathes as its nearest competitor, Massachusetts, and also led in the manufacture of boring and drilling machines, planers, shapers, slotters, threading machines and many smaller specialised items; only in milling machines was it out performed by Rhode Island - a situation that was to be satisfactorily reversed in favour of the Ohioans a few years later. |
|
|
||
|
|

|
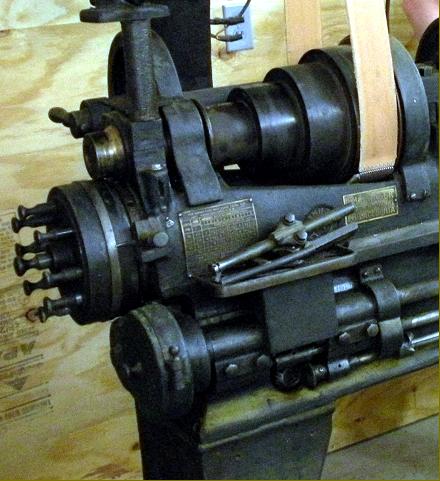
26" x 120" Type A with the (Flather patent) Hamilton "Universal Screw Cutting and Feeding Arrangement". The circular gear case, with its protruding selector levers, can be seen at the end of the lathe; the circular casing below it contained the train of gears which drove to the feeds reversing bevel box at the left-hand end of the leadscrew. |
|
36" x 120" screwcutting lathe with changewheels and two types of tool slide - swivelling (shown mounted) and a presumably more rigid "fixed-position" example lying on the floor in line with the faceplate. Note the genuine "triple-geared" headstock with a conventional "backgear" mounted in front of the spindle with a second reduction taken from a point a little way along from its larger gear; a third reduction in ratio was created by the final drive to a gear cut on the inside rim of the faceplate. Some makers claimed "triple-backgear" status for lathes that had only two gear-driven reductions - their argument being that lathes with no backgear at all were often referred to as "single-geared", hence a conventional "single" installation of a backgear should be called double-geared and one with two backgears awarded the status of "triple". |
|
16" x 72" Hamilton Type B lathe with screwcutting by changewheels and a separate power sliding and surfacing feed from a 4-step flat-belt drive pulley on the end of the powershaft. |
||
|
|
||
|
End section showing the disposition of the |
||
|
Side section through the screwcutting gear box and leadscrew-reversing bevel box (17). No. 18 is the screwcutting leadscrew, No. 19 the feed shaft for the power sliding and surfacing and No. 20 the rod that provided an automatic knock off for the feeds. |
|
Joe Michaels, writing from the United States in the year 2000, recounts an interesting story about using a Hamilton lathe: |

|
|


|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||