|
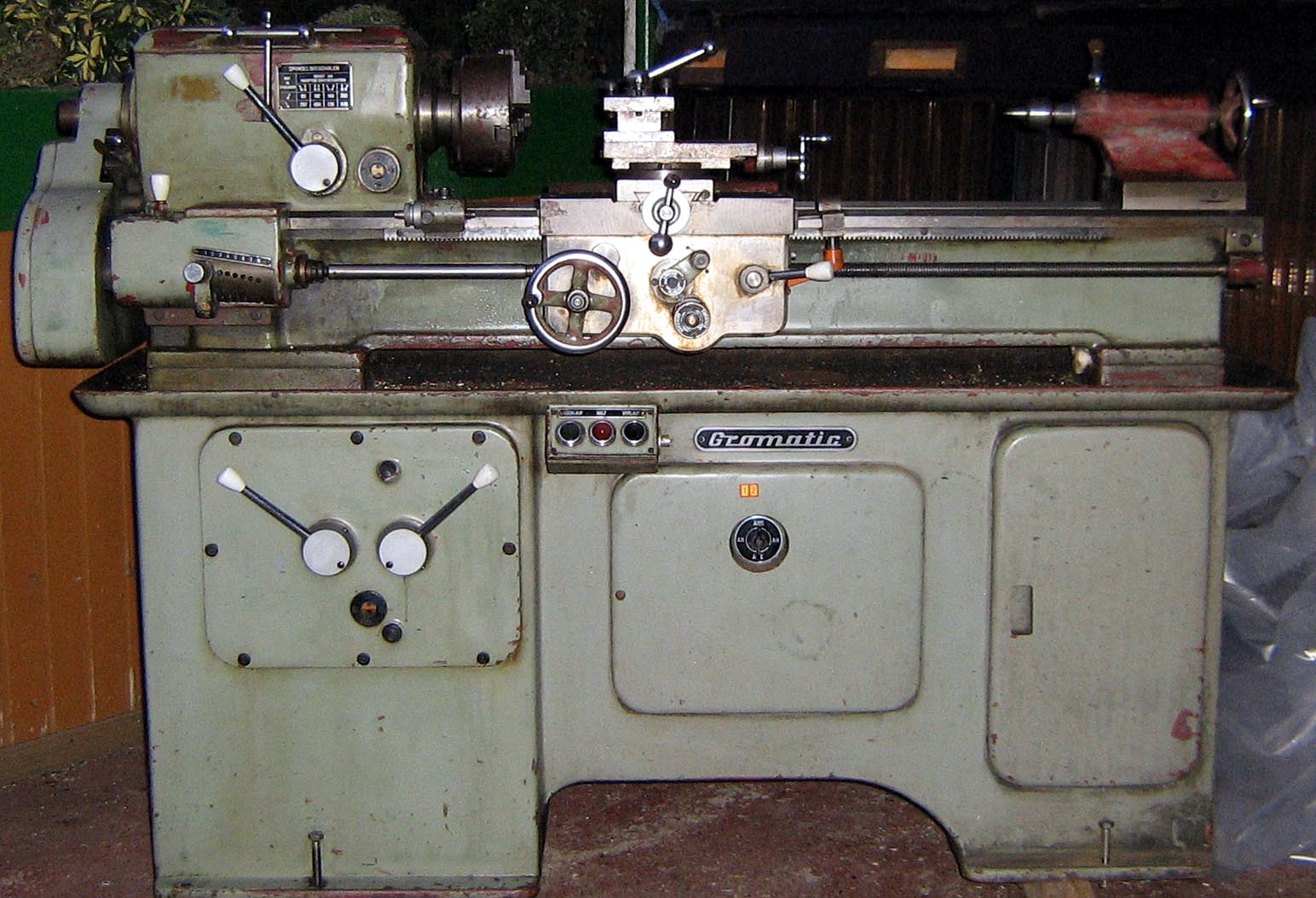
Described by its maker, Groenewegen Machines of Stadionweg 21, Rotterdam, Holland as being of exquisite luxury execution the Gromatic (as shown below) was current during the 1960s and 1970s and appears to have been built in three versions: one with a 145 mm centre height (the Type 145) one very slightly smaller at 140 mm (the Type 140) and a heavier example (the 180 mm centre height Type 180T), intended claimed the makers for maintenance and repair jobs. The following notes concern the Type 140
Taking 800 mm between-centres, the lathe was aimed at that market segment requiring a toolroom specification lathe of straightforward design with a decent level of standard equipment but at a significantly lower cost than usual. At 220 mm wide the bed was not quite in the class where it was equal to twice the centre height - a parameter often used to classify a lathe as being of superior toolroom quality - but machine's total mass of 825 kg equaled that of the beautiful French DeVallier 140 and made it very heavy for its capacity. In some cases the bed was further strengthened by being bolted to a massive cast-iron stand that featured an integral chip tray, an enclosed coolant tank, electrics built onto the inside of the coolant-tank door and a storage compartment on the right-hand side.
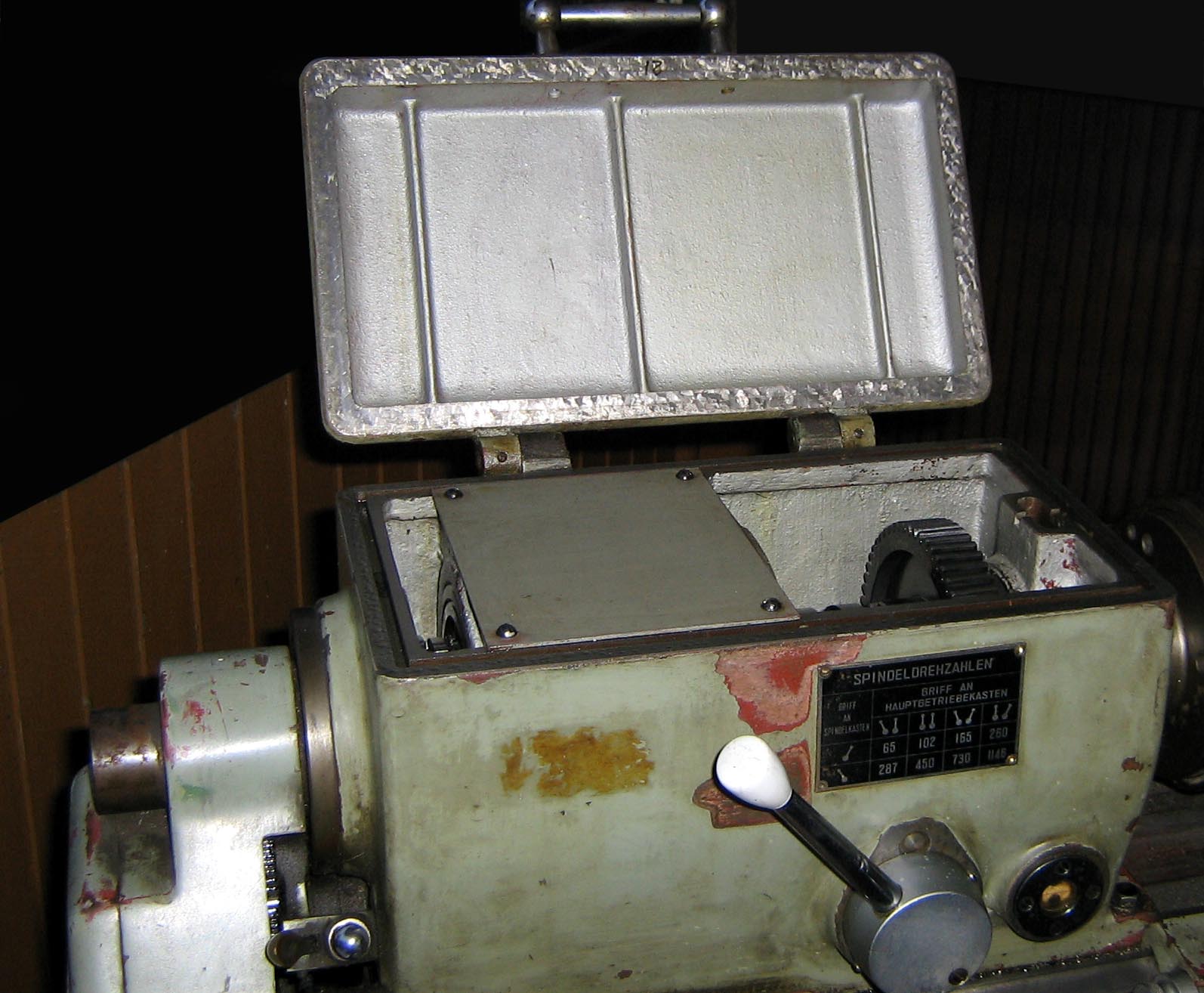
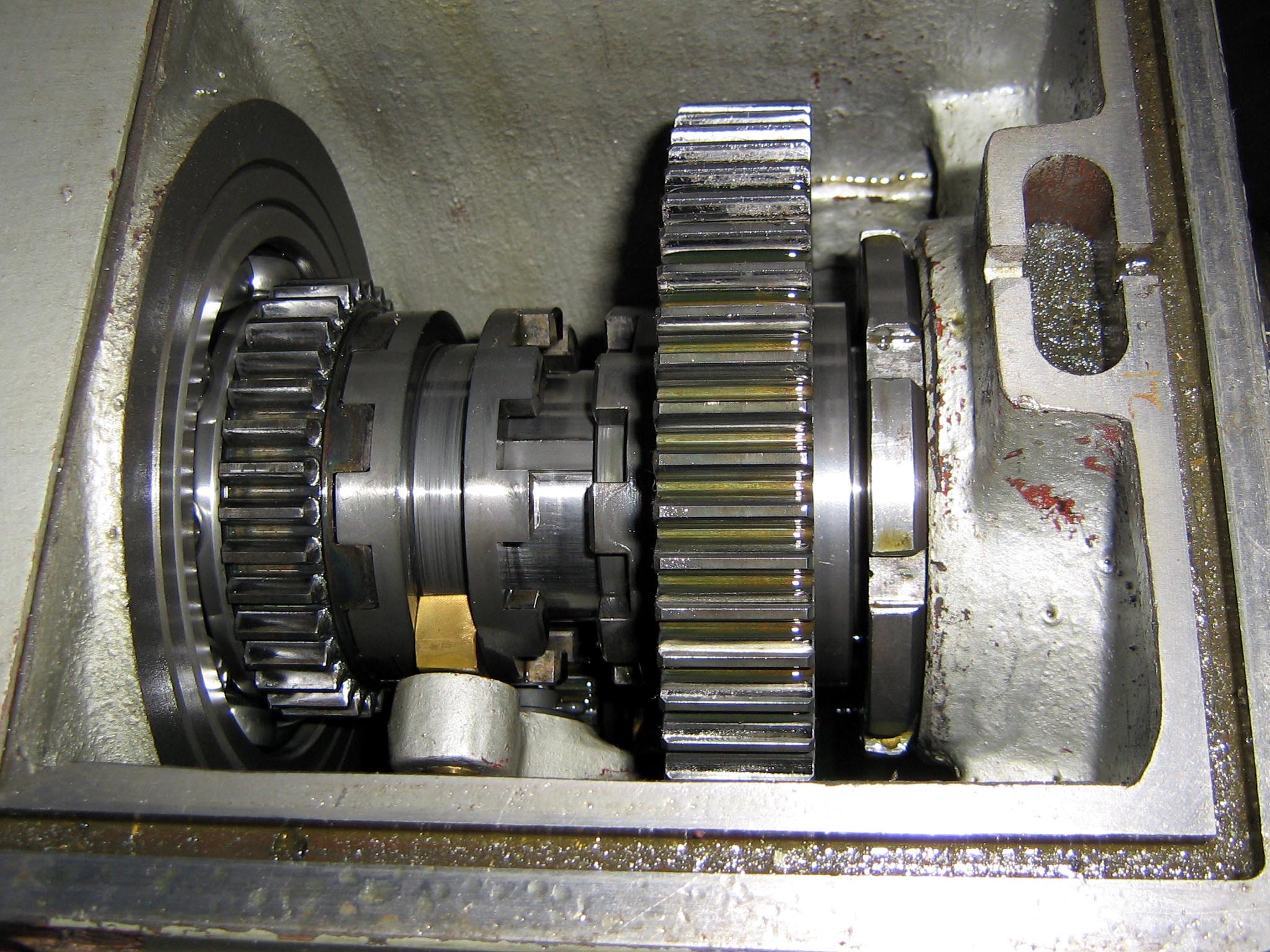
Hardened and ground, the 32-mm bore spindle was supported in four bearings: a large phosphor bronze bush at the front (to promote smooth running and fine surface finishes) two ball races in the centre and an axial roller bearing at the rear. A very heavily built, dog-clutch-engaged "backgear" (sliding on the main spindle) was fitted but, on the downside, the headstock casting was weakened by being provided with an unnecessarily large hinge-open top. Lubrication was by splash from a sump with the front bearing lubricated by oil draining through it from a catch-trough formed around the top edge of the headstock walls.
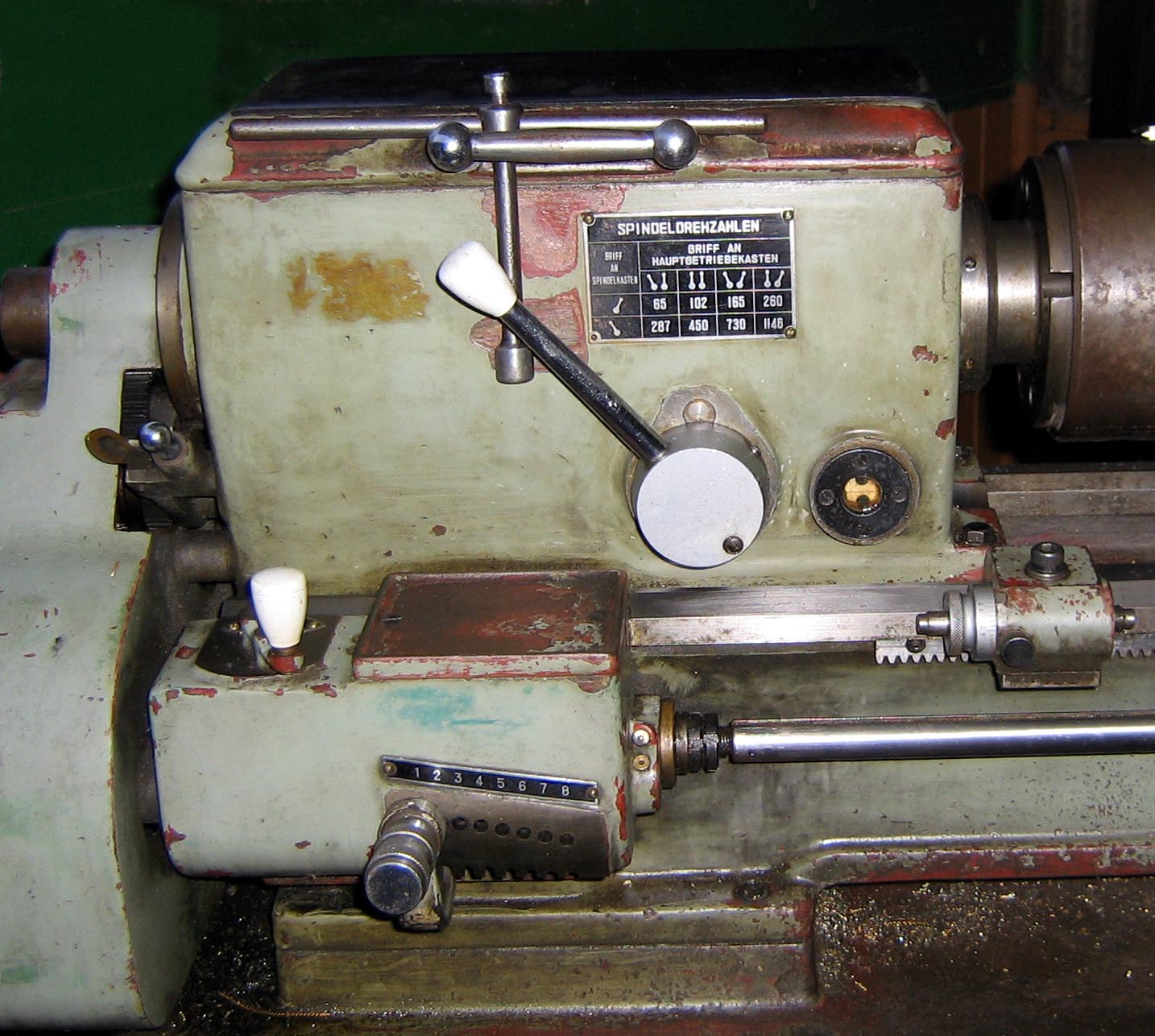
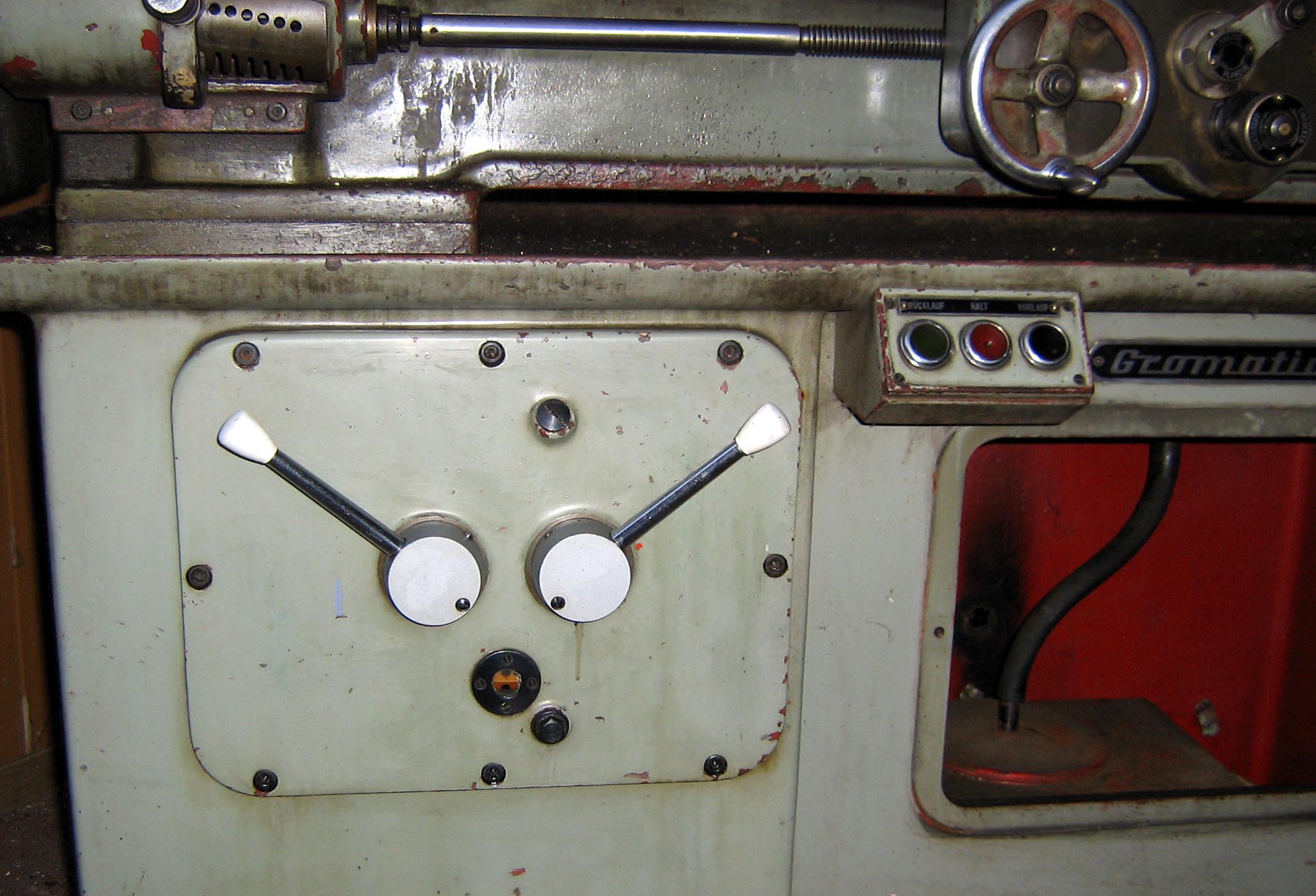
Formed as a deep, rigid, continuous beam without gap or cut-away section along its bottom edge, the bed had ground ways: two Vs and two flat, machined to what the makers claimed were tool gage limits. If not equipped with the superior cast-iron stand, it sat on a heavy cabinet fabricated from braced and welded steel plate with a 2 hp, 3-phase motor and 4-speed, oil-immersed speed-change gearbox within its base; The motor drove to the gearbox using a twin V-belt with the drive emerging at the other end and being conducted upwards by an inverted-tooth chain to the headstock spindle. The remote speed-change assembly isolated the headstock from gear vibrations and allowed the 8 spindle speeds to be operated by a relatively simple control mechanism: a combination of two levers on concentric shafts on the front face of the headstock-end cabinet (two separate levers were used on later models) and a backgear lever on the headstock. The speed range differed a little, depending upon the year of production, with some lathes having a slowest speed of 59 r.p.m. and a maximum of 1220 r.p.m. and others a range of: 65, 102, 165, 260 r.p.m. in backgear and 287, 450, 730 and 1145 r.p.m. in open drive.
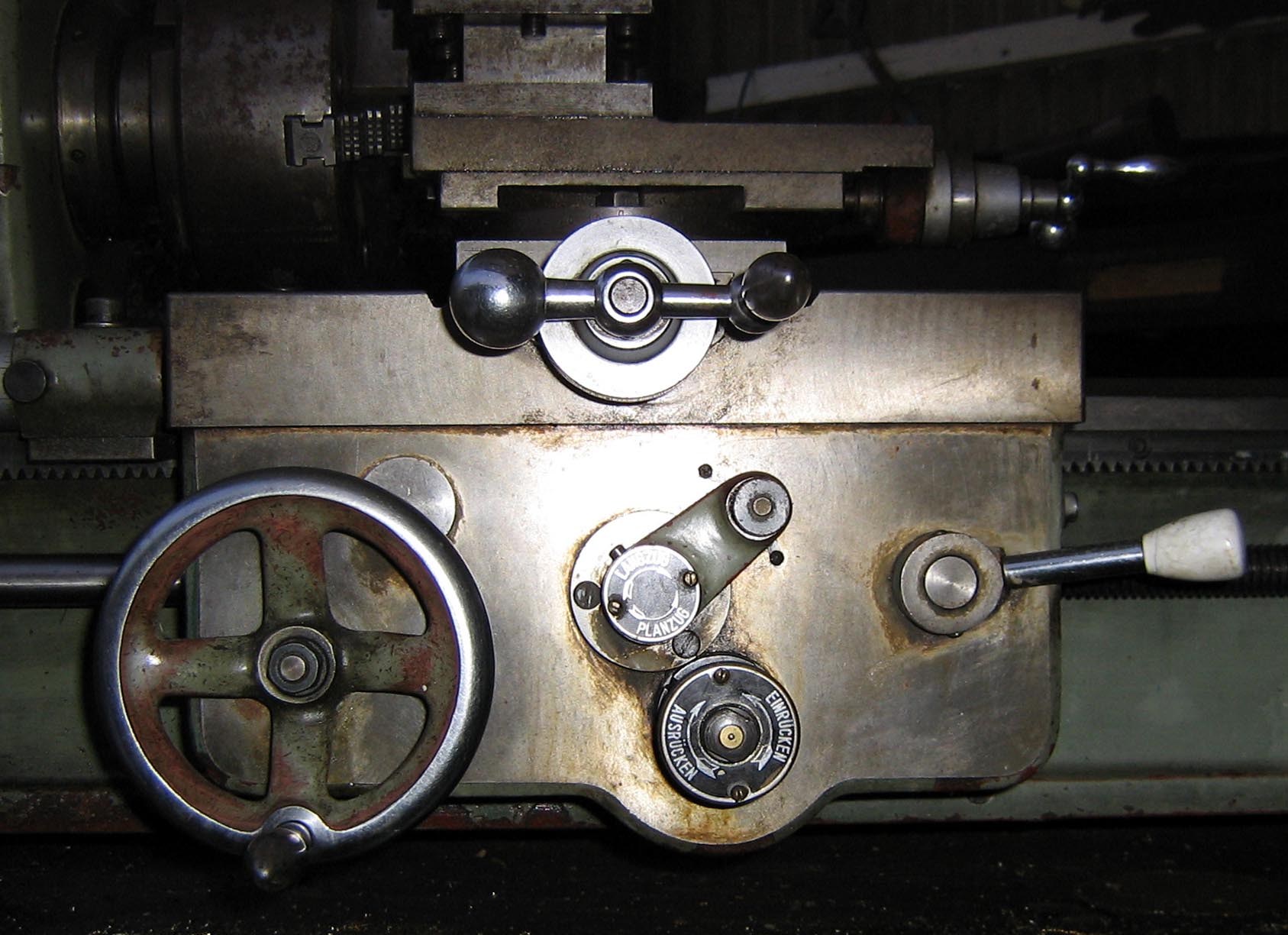
From the headstock spindle, an externally-mounted tumble-reverse mechanism and changewheels took the drive to the standard-fit screwcutting gearbox - a unit that gave a limited range of pitches: 36 English from 2 to 32 t.p.i and 39 metric from 0.3 to 6 mm. Instead of a separate power shaft to drive the sliding and surfacing feeds, money was saved (in the traditional way) by slotting the leadscrew and passing it through a keyed worm wheel inside the apron. The feeds (0.024 mm to 1.010 mm longitudinally and 0.022 mm to 0.951 mm across) were selected by a large quadrant arm on the face of the apron and engaged by screw-in-and-out clutch knob immediately below it; unfortunately there was no control that would automatically disengage the sliding feed, nor one that allowed it to be flipped instantly into and out of engagement.
Well equipped as standard, sufficient items were included to ensure it could be used immediately: a taper-turning attachment, 200 mm 4-jaw chuck (but no 3-jaw) 260 mm faceplate, drive plate, fixed steady, travelling steady, indexing 4-way toolpost, thread-dial indicator, 4-way toolpost, set of screwcutting changewheels (almost certainly a translation set to convert the gearbox) low-volt lighting, carriage bed stop, coolant equipment, two centres and an assortment of spanners.
An original and immaculate Gromatic can be seen here
|
|