|
Home Machine Tool Archive Machine-tools Sale & Wanted Manuals for many SAG lathes are available |
||
|
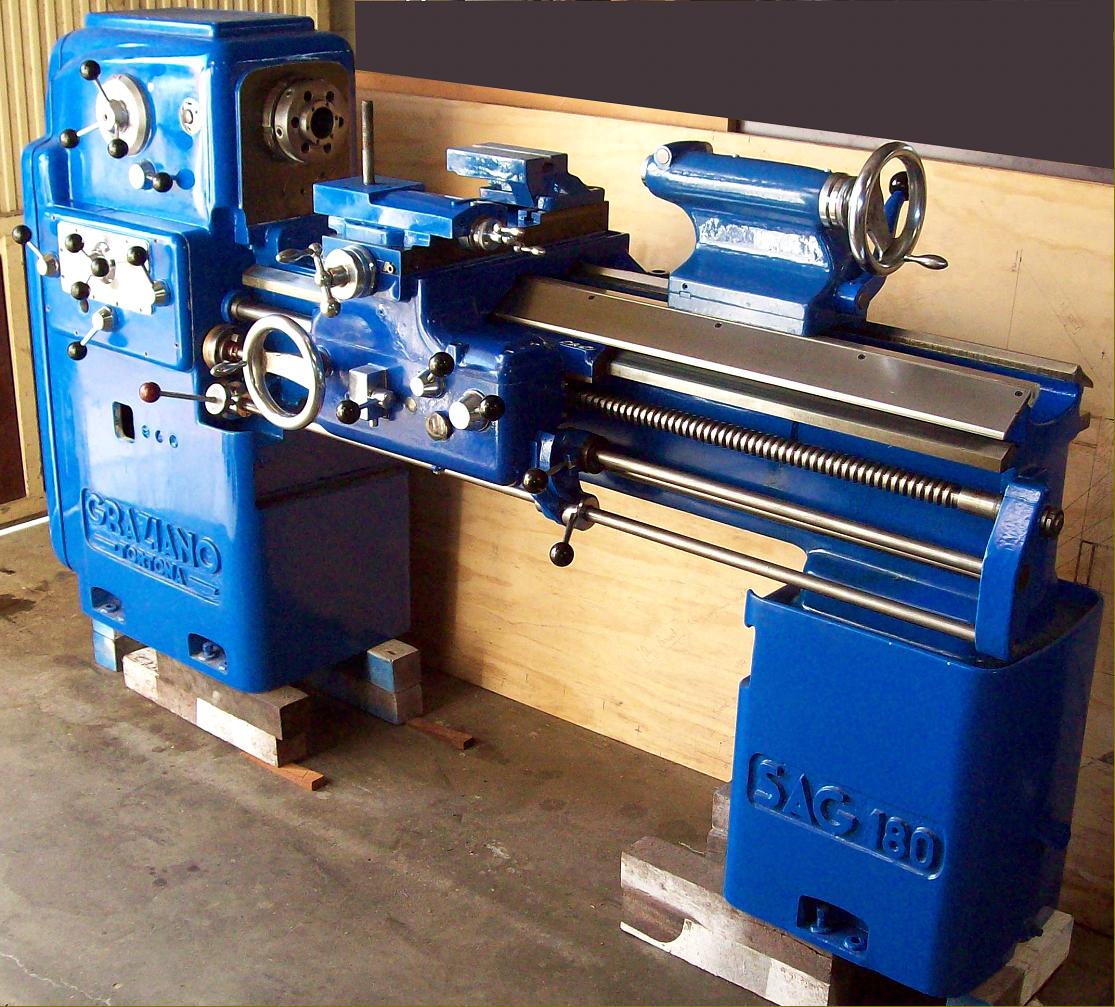
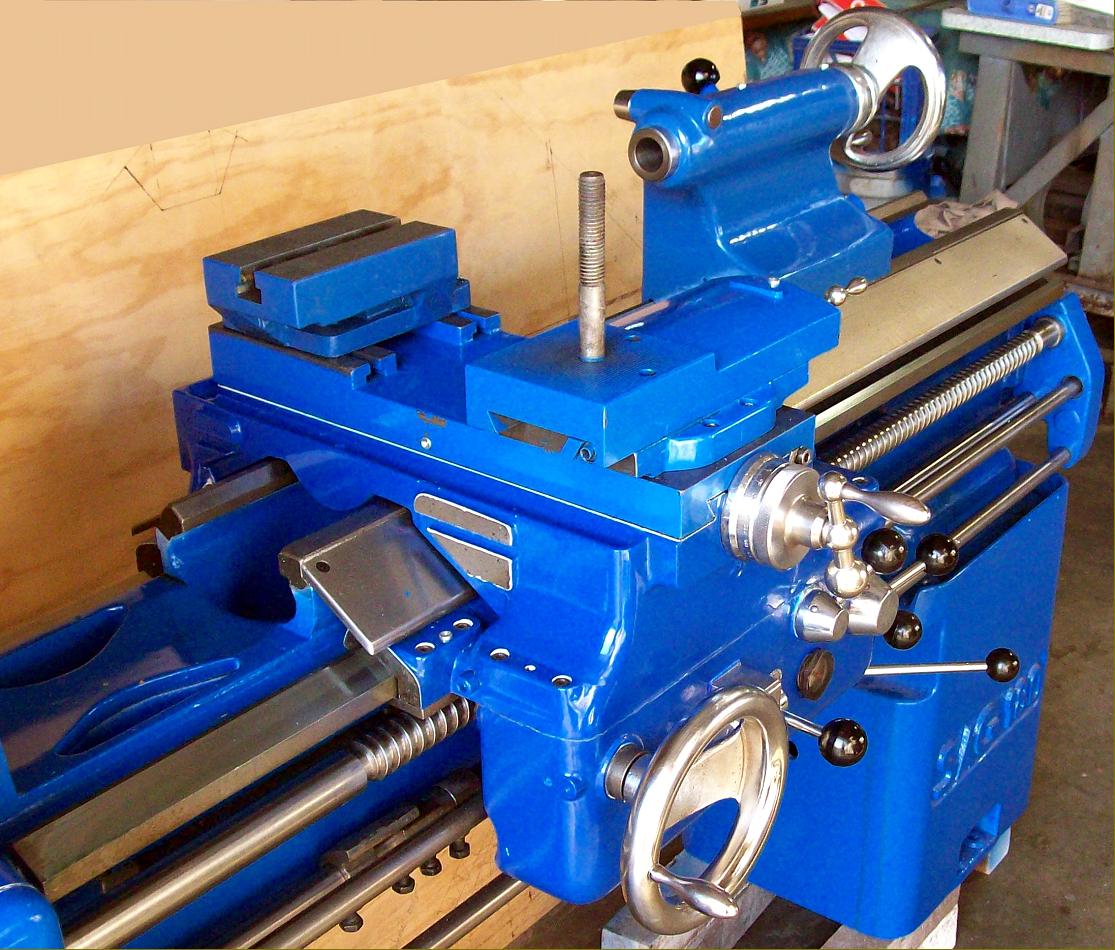
Graziano machine tools were made in Tortona, Italy and although a wide range of lathes was manufactured, the company's most popular appears to have been the SAG 180 - named for metric markets- and the SAG 14 for inch markets (the numbers being the swing in mm and inches respectively). The bed, headstock and massive stand were cast in one very rigid piece - this was a very heavy lathe intended for hard and accurate work. Some examples of the SAG 14 had a bed some 3/8" wider, much larger micrometer dials, a hand-operated bed and cross slide lubrication pump, top and cross slides in steel instead of cast iron, a micrometer-dial equipped carriage-traverse handwheel and other small modifications. Designed as a high-class, precision machine (at an expensive £1048 in the late 1950s), the lathe was twice as costly as an English Willson lathe of equivalent size yet, even so, found a ready market, especially in America, where several thousand were sold. With a 180 mm (7") centre-height, the lathe's had a bed that was flame-hardened and ground-finished with V-ways and constructed as a "double-height" type - not unlike the arrangement used on some flat-bed Drummond lathes in the 1920s - with the carriage running on the covered lower ways and the tailstock on the higher (exposed) set. The arrangement provided a usefully deep "gap", though without the usual weakening effect of a removable bed piece. Fitted with multiple, longitudinal carriage "throw-out" stops as standard, the carriage had long and very wide swarf covers that extended right to the tailstock end of the bed - this latter detail, and the raised bedways, can also be clearly seen in the photographs at the bottom of this page. |
|
with an unusual "double-height" bed, not unlike an English Drummond from the 1920s. |
||
|
The 10-inch centre height Graziano Model SAG 508 was also badged as the SAG 20 and, with a reduced centre height, as the 230. It featured a hardened "double-height" bed, clearly visible in this end-on illustration, fitted with long swarf-guard covers which extended right to the tailstock end. The carriage sliding feed was fitted with multiple, longitudinal carriage "throw-out" stops as standard and the spindle start, stop and reverse could be operated from controls on the apron. |
|
A SAG 20 / SAG 508 / SAG 230 with slightly different styling--but of identical mechanical construction to the 508 shown above. This model was offered with centre distances of 1500 mm (59"), 2000 mm (78.7") and 2500 mm (98.4"). The swing in the gap was 708 mm (27.8") . |
||
|
Clearly seen in this illustration the double-height bed of the Sag 12 (SAG 153) continued the Grazianio tradition on this, the smallest lathe in the series. The Model 12, had a centre height of 153 mm (6") and accepted 800 mm (31.5") between centres. A detachable gap piece was listed as an option and, with this removed, is was possible to turn a piece of material 440 mm (17") in diameter and 200 mm deep. |
||
|
|

|
|
|
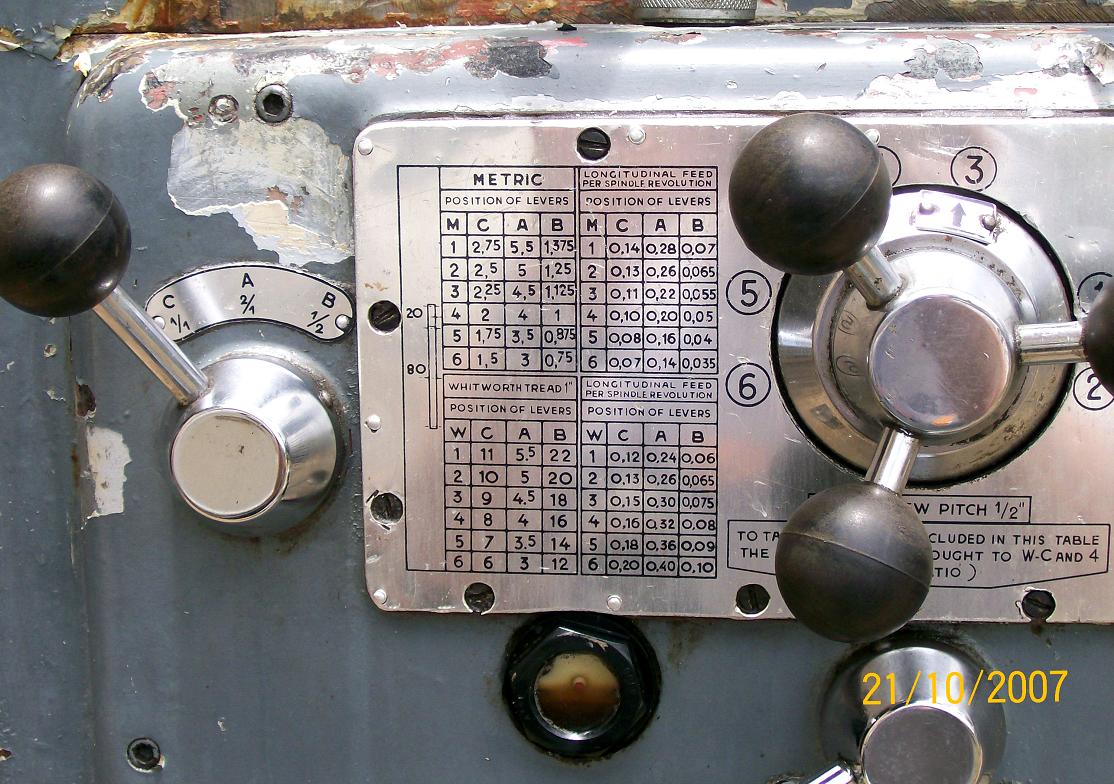
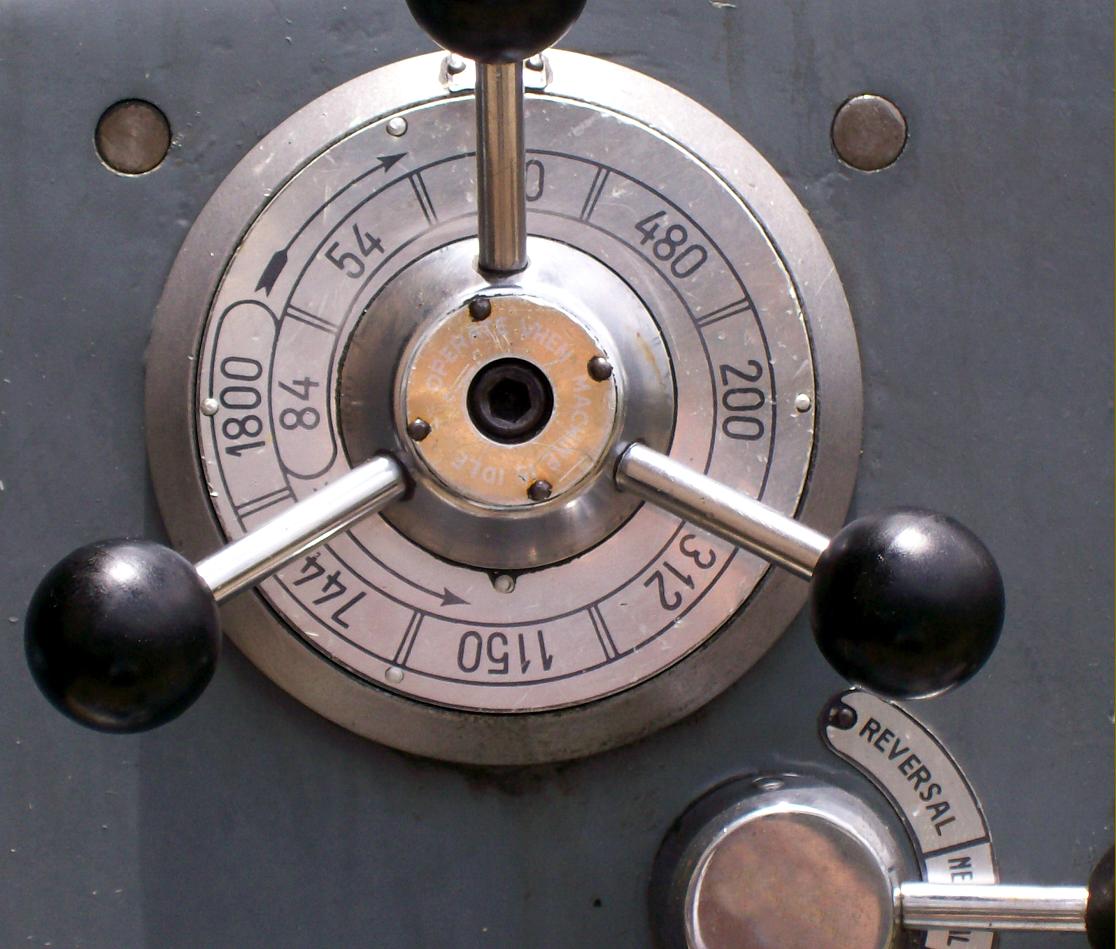
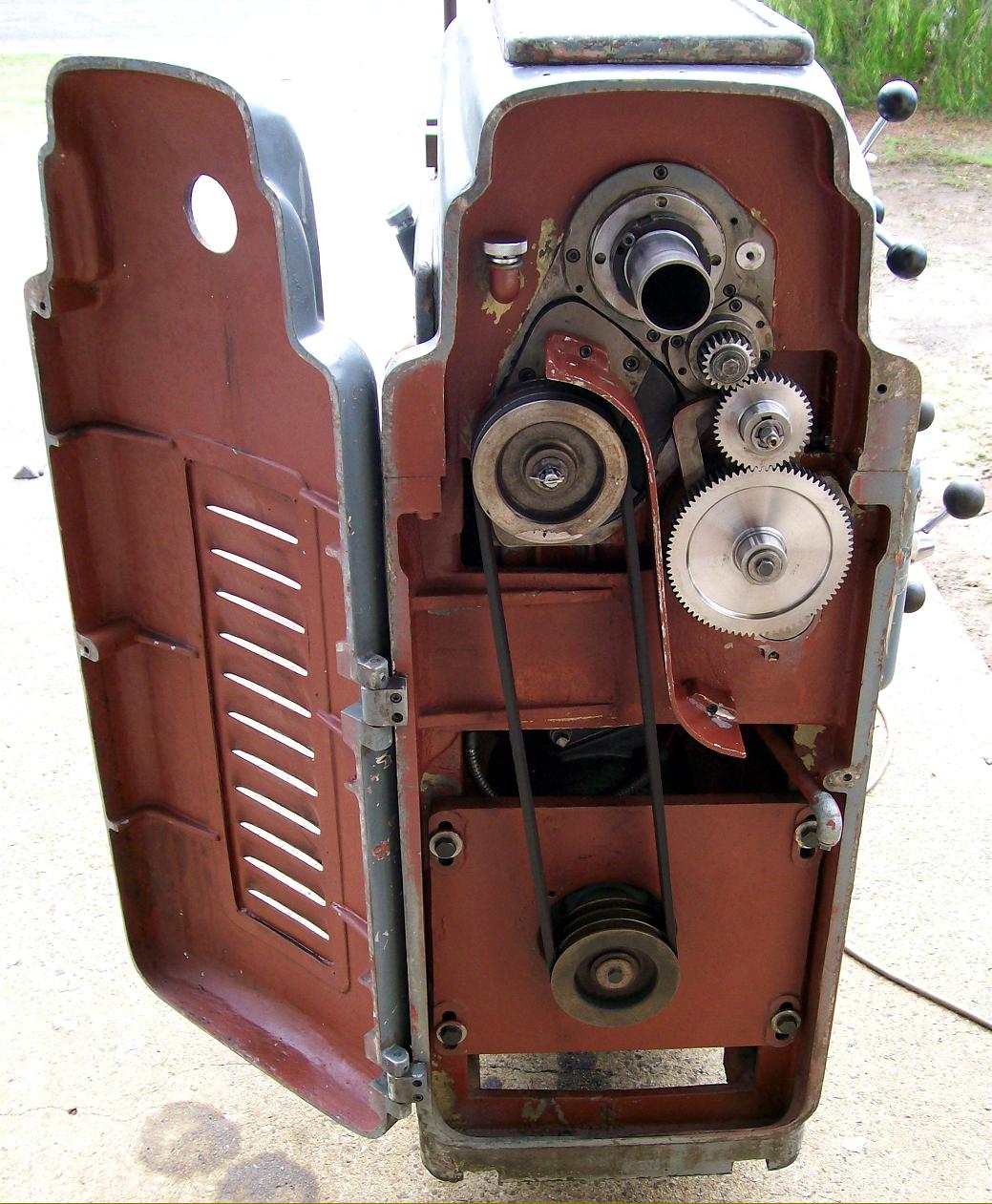
SAG180. Screwcutting and feeds was by a dual metric/inch fully-enclosed, all-lever gearbox (there were no openings to admit swarf or dirt) with initially (as shown), a 3-range A-B-C selection that was later increased to 5-range A-B-C-D-E. |

|
|
||



|
Manuals for many SAG lathes are available Home Machine Tool Archive Machine-tools Sale & Wanted |
||