|
Manufactured by Globe Products Mfg. Co. of 3380 Robertson Blvd., Ashley, Los Angeles, California, the Globe lathe milling attachment had a principle of operation like that of a "Lincoln" miller where the workpiece, instead of moving, was clamped to a table and the cutter head made to traverse across it.
Patented during the early 1940s (2,386,461 by Paul Hellman) it very heavily-built with a base machined ready to fit a variety of popular lathes - including Atlas and Craftsman 9", 10" and 12"; Clausing and Logan 10", Sheldon 10", 11" and 12"; South Bend 16", Workshop 9", Model R and Heavy Ten and the Lodge & Shipley 18". Other fittings could be supplied to order and the Company boasted of Government contracts to provide specially equipped and develop units for a variety of novel purposes. Although not mentioned in the advertising literature, the unit may have been made in more than one size and models marked 90-91 50-51 have been discovered. The spindle was, likewise, available with a variety of fittings, commonly being specified with a 1-1/2 inch x 8 t.p.i. nose thread and either a No. 2 Morse or No. 9 Browne and Sharpe taper.
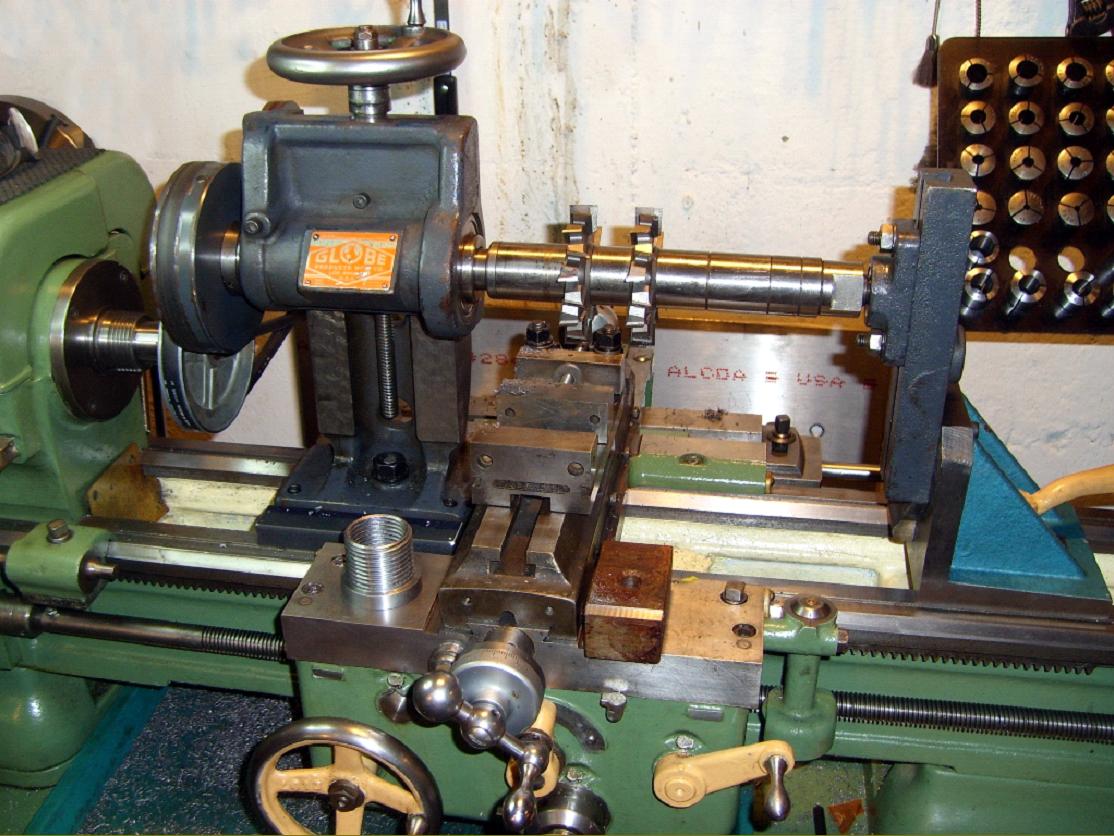
Built in two main parts, the attachment consisted of a spindle-carrying head mounted on a vertical slide and a cross slide to replace that normally fitted to the lathe. The head was clamped to the lathe bed and driven by an adaptor that plugged into the headstock; the 12" x 41/2" slide with 4.5 inches of travel (on the 50-51) carried a single 3/8" longitudinal T slot that allowed various work-holding fixtures to be mounted including an ingenious "hinged-tongue" vice, a raiser block and a simple but effective 4.25-inch centre height dividing head with matching tailstock. A third component was also available: an arbor support casting that was braced by having a recess for the tailstock ram to enter and the base held between the bedways with an expander screw used to secure it in place. The support casting carried a slideway with an adjustable ball-bearing support into which the end of the 8-inch long arbor could be fitted.
Like all designers attempting to provide a universal milling head for lathe mounting, those of the Globe faced two main problems: how to provide a neat, self-contained multi-speed drive (which avoided heavy, complex and costly overhead belt runs) and how to keep that drive working as the head was raised and lowered. The Californian engineers solved the problems by arranging for the headstock spindle to provide the power and speeds (via a plug-in adaptor) and for the A-section V-belt drive to go first to a two-step pulley and from there to the spindle by a second belt (at a ratio of 1 : 1) with the tension adjusted (as the head moved) by a jockey pulley bearing against its back surface.
Constructed in close-grained cast iron, the main castings were fully normalized to relieve stresses before machining, with the slides finished by hand scraping. The spindle was made in a "high-grade steel" and rotated in double shielded ball bearings lubricated through simple flip-lid oilers. The Acme-form elevation screw was a generous 0.5-inches in diameter, ran through a bronze nut and was fitted with the zeroing micrometer dial graduated at intervals of 0.001"; the thrust was absorbed against a hardened steel collar.
One ingenious use of the Globe was to mount a lathe chuck or other fitting on the end of the spindle and use the unit as a sub-headstock of increased centre height (in the pictures below an owner has constructed a most useful 19-inch diameter faceplate to take advantage of this) A raiser block was also provided to mount on top of the Globe cross slide and carry the lathe's ordinary top slide.
Globe also manufactured, from around 1953, a now rare 4.75" swing dividing attachment with a No. 2 Morse taper spindle and complete with tailstock ( the unit is shown at the bottom of the page). Patented during 1944 by Mr. Paul Hellman, it was some time before it reached production and, when it did, was relatively expensive at US$81.90 - a figure that compares with the $295 asked for the Powr-Kraft lathe it was intended to fit. The makers claimed its uses were: For Most Indexing work - cutting spur gears; milling index plates, counterbore and reamer flutes, splined shafts, multiple keyways, squares, etc. Fits on Powr-Kraft, Logan 10 and 11-in. lathes. The nose was threaded 13/8" x 8 t.p.i. and fitted to the back was a division plate (and spring-loaded detent), with four circles of holes that allowed indexing to be carried out in steps of 1 to 10, 11, 12, 14, 15, 18, 20, 22, 27, 28, 30, 44, 54, 56 and 60.
Most dividing heads of this type have some form of sector arms to assist the operator in keeping track of which divisions are selected - but the Globe has none. However, the Patent describes a most interesting point: the spindle arm casting is shaped with slight curves on each side and this appears, at first glance, to be a simple cosmetic feature but actually is a specific design point that covers the same number of holes irrespective of which division circle is being used. According to users, the cleverness of Paul Hellman's design shows through everywhere and the quality was good too, with the spindle, tailstock nose and thrust collar all hardened. It seems surprising therefore that it was only made for a few years.
Although advertised for use on lathes (in conjunction with the Globe milling attachment using a specially adapted cross-slide), the unit would have been perfectly at home on any small milling machine.
|
|