|
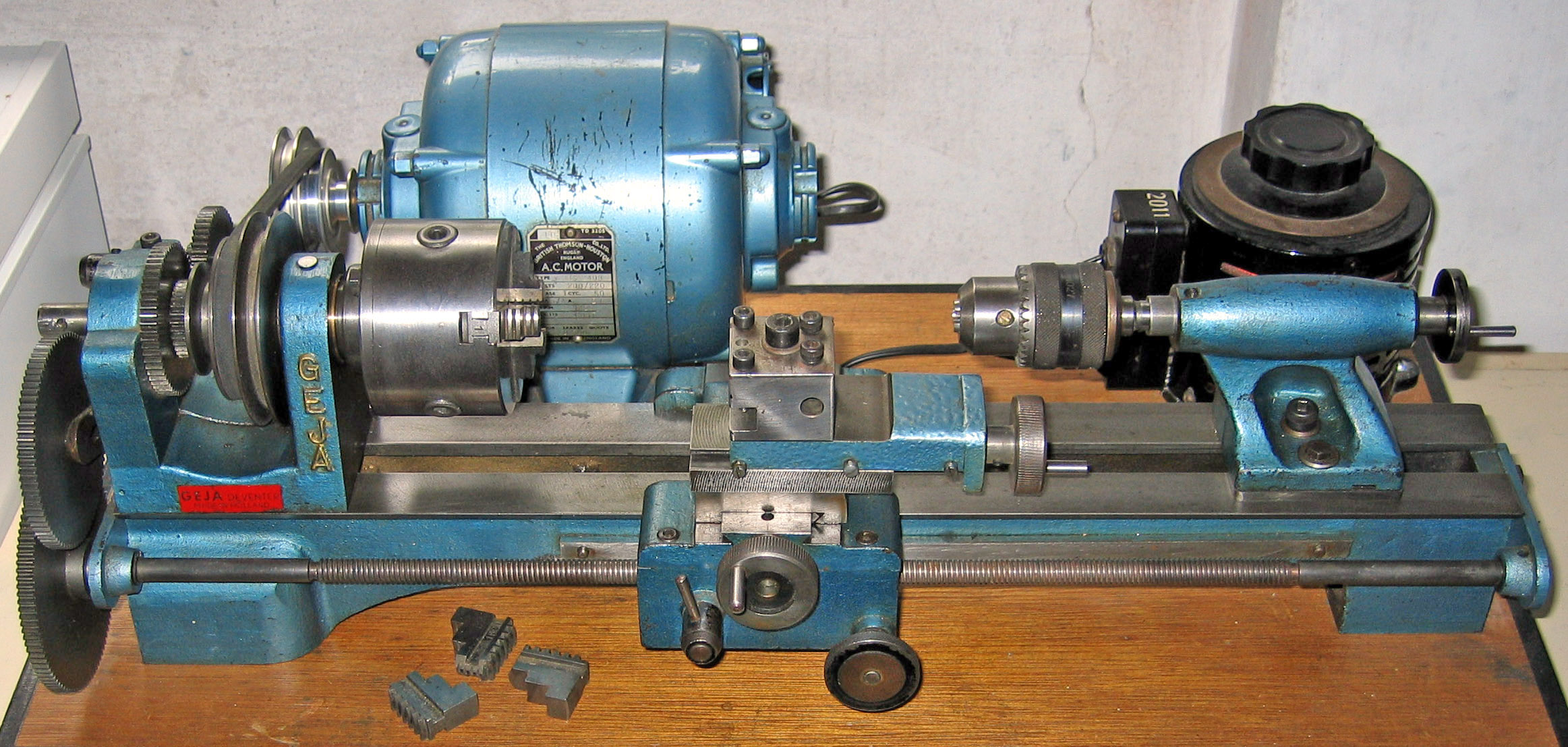
Geja lathes were produced by Hofman Machinefabriek in Deventer, a city 100 km to the east of Amsterdam. Also found branded as the "Hobbystar", the Geja was a small, backgeared lathe intended for hobby use.
While it looked conventional enough, it incorporated some interesting design features and showed evidence of clever cost cutting in its production. With a centre height of 68 mm (2.64 inches) and a capacity between centres of approximately 250 mm (10 inches) the lathe was almost in the miniature category yet had a proper 5 : 1 ratio backgear assembly and a gear-driven power feed to the carriage.
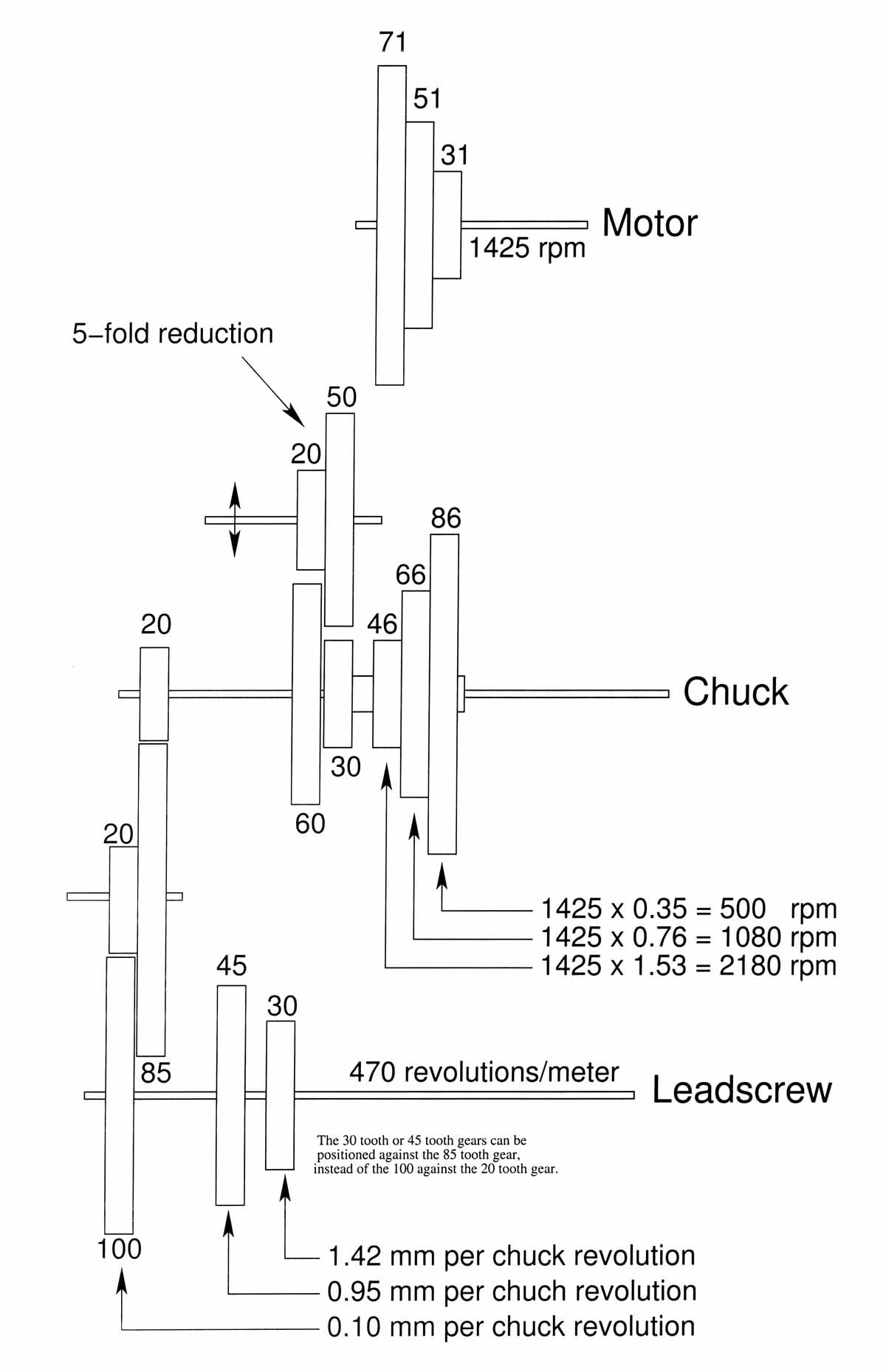
Driven by a cast-iron V-belt pulley the backgeared headstock spindle was able to run, even when coupled directly to a 1425-rpm motor, through a reasonable spread of speeds: approximately 100, 217, 436 rpm in backgear and 500, 1080 and 2180 rpm in direct drive.
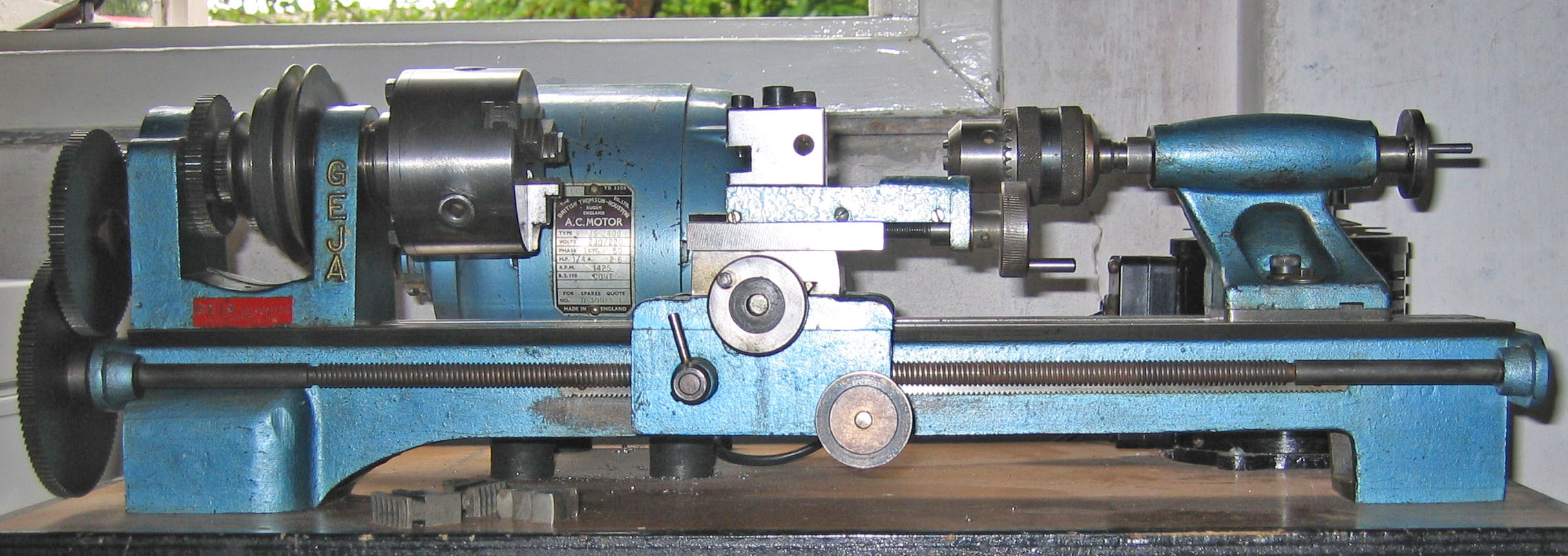
Unfortunately the power feed to the carriage did not extend to the generation of threads for only one sliding stud was available to carry a compound gear assembly between the spindle and leadscrew. The standard fine-feed arrangement had a 20t gear on the headstock spindle engaging with an 85/20t compound gear that drove a 100t gear on the leadscrew. The stud slid far enough for the 20t gear to be swapped for either 30t or 45t gears to give a feed range that varied from 0,.10 mm per revolution of the chuck through 0.95 mm to 1.45 mm. Although an ambitious owner could have changed the leadscrew and headstock gears, and experimented with various other paired combinations on the sliding stud, arriving at a satisfactory threading range would have been very difficult. The manner of mounting the leadscrew was interesting: to save the bother and expensive of jig drilling and then reaming or bushing holes in lugs at each end of the bed casting two flat arms, each with a simple plain bearing, were clamped across each end face of the bed. With the low forces involved it would have been possible to make the mounting holes to be slightly oversize and allow the assembly to "find its own position" on the bolts when the carriage was in place and the leadscrew clasp nuts brought together.
Along the cast-iron, flat-topped V-edged bed ran a proper carriage assembly with a winged saddle and compound slide rest. Although proper clasp nuts were fitted to engage the leadscrew the carriage-traverse handwheel was, unfortunately, far too small and, with its gear engaging directly with the (fine-pitch) rack, making smooth, hand-fed movements must have been difficult.
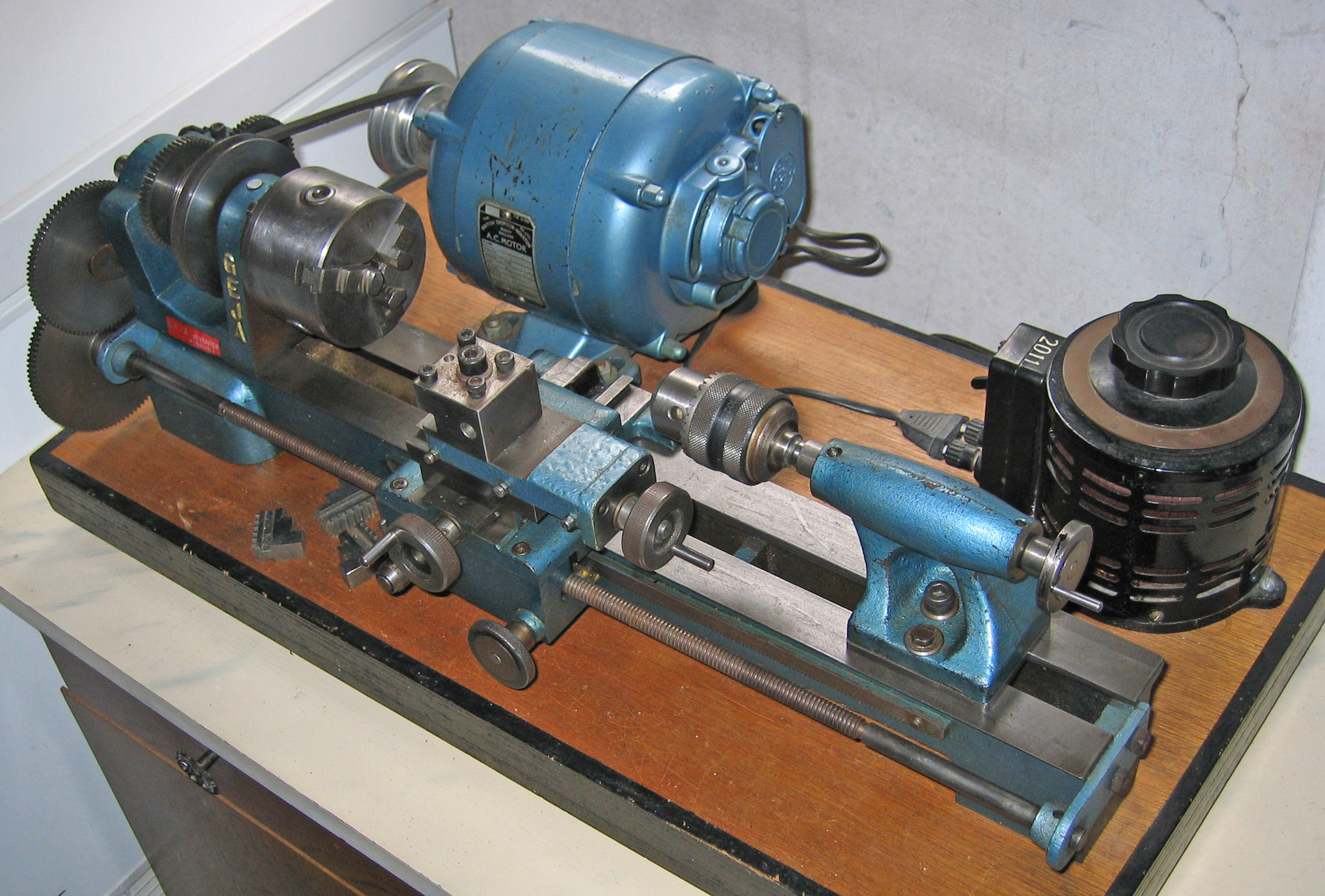
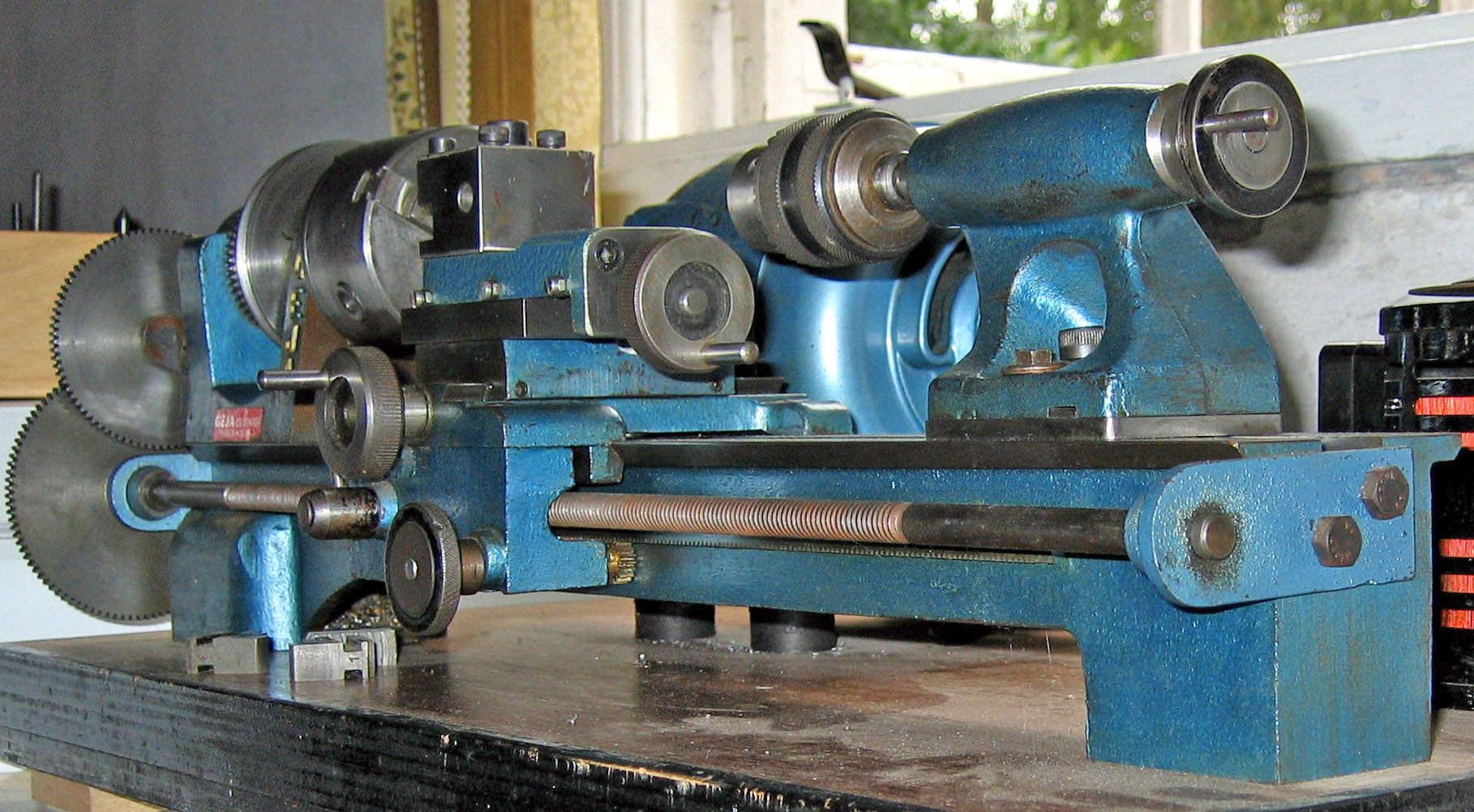
A proper compound slide rest was fitted but the cross slide was of the short type (with only two gib-strip adjustment screws) and would have worn the ways in the middle more than at the ends; no swarf guard appears to have been fitted at the rear of the slide and the micrometer dials were rudimentary.
Heavily constructed for a small lathe, the tailstock could be set over for the turning of slight tapers and had a spindle with a No. 1 Morse-taper socket Sadly, cost cutting went too far and to clamp the unit to the bed required the use of a loose, self-hiding spanner while the barrel was locked by a direct-acting screw.
If you have a Geja lathe, the writer would be interested to hear from you.
|
|