|
Many machine-tool makers either neglected to include in technical literature the dimensions of belts used on their machines or, because they could be fitted with different combinations of motor and drive system, left them out to avoid confusion. Hence, it's usually necessary to measure what you need following the advice below:
In General, all types, the length:
As all belts stretch slightly in service getting the length right is important - unless you want to try several belts to get it right..... Measuring at the "shortest setting" will allow the maximum adjustment to be available to compensate for stretch as the belt settles in service
Most belt-drive machine tools have some sort of mechanism that allows the belt to be slackened so that the belt can be moved from pulley to pulley to change the spindle speed. The systems used vary and include:
1) one or more jockey pulleys that press on the back of the belt
2) a motor inside the stand - or on a rear-mounted countershaft - on ad adjustable plate that can be moved backwards and forwards - or up and down - so providing a "rough" setting for the belt length. Typical examples of this widely-used system are found on the popular 6 and 10-inch Atlas, Myford Series 7 & and rear-drive Boxford lathes
3) a motor flange mounted on an eccentric housing that, when turned, moves the pulleys together or apart
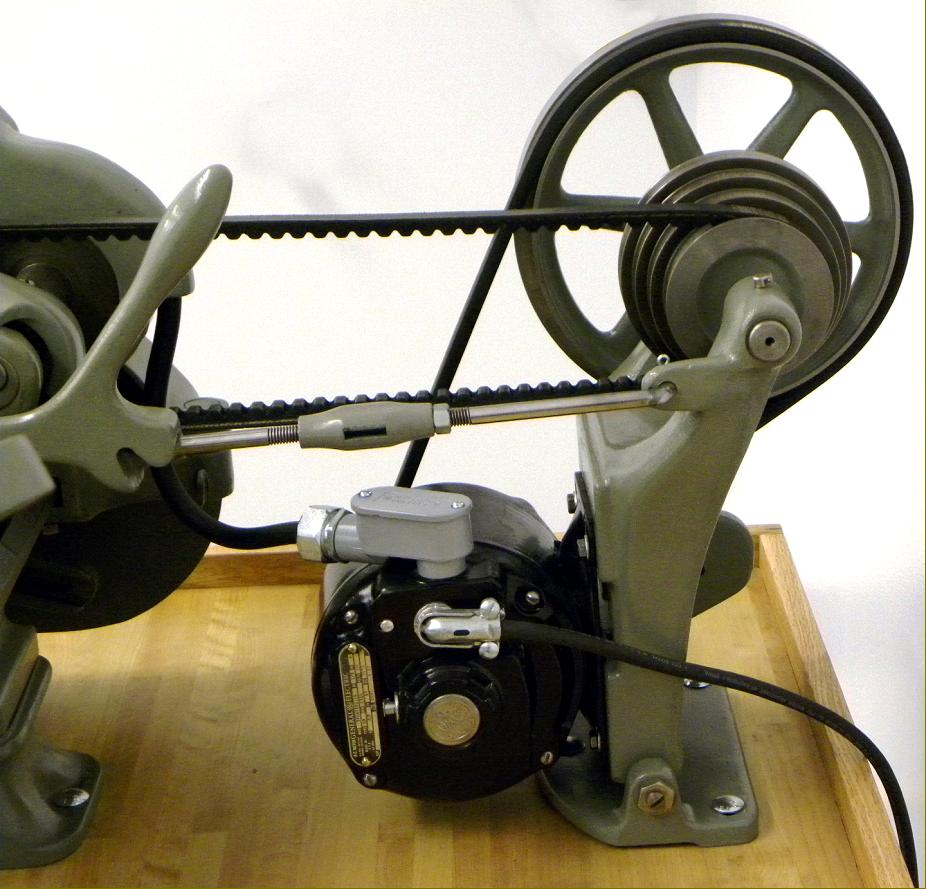
4) one very common and highly effective method is an "over-centre" lever that has a screw-operated adjuster - often a threaded rod with a turn-buckle threaded left-hand at one end and right-hand at the other. This arrangements is typically used where the entire countershaft is hinged at its base and provides a simple and highly effective drive - common examples being found on many South Bend and Boxford lathes. Other systems just use a simple threaded rod fitted with a turnbuckle or even just a nut to change the setting
6) grinding machines sometimes have an arm, carrying a weight and holding a jockey pulley that pressed down on the belt midway between two pulleys. To establish the correct length, make sure that the weight is taken off the arm and the belt stretched straight between the pulleys.
7) if setting up your own drive system, avoid something like this
Method:
Check to see how the final tension system works and adjust it so that the two sets of pulleys--the drive and the driven - are nearly as close together as possible (do leave a small amount) and measure the length required at that setting. You will then have the maximum adjustment left to compensate for any increase in length due to stretch.
Measure using a non-stretch tape of some sort. Lay the tape out and measure the length in mm or inches. It's a suggestion that two people do the measuring independently to cross-check the result.
FLAT BELTS - Width:
In general you can use a flat belt to the full width of the pulley - though if the pulley has flanges it's wise to reduce this by 2 mm to help avoid the belt trying to climb up the sides.
- If you require a thin, high-performance flat belt that is endless (and also available as a kit with the ends scarfed and the glue these are listed here.
- For an easily installed flat belt joined with "alligator" clips, these are here.
Both flat-belt sections have advice about the most suitable material for your application together with the essential instructions for measuring the length correctly.
- Other high-strength belts are available as well, e.g. for dumper trucks, windmills, etc. Please phone for help: 01298-871633
V-BELTS - these are classified according to their top width:
Z for 10 mm
A for 12 to 13 mm
B for 17 mm
C for 24 mm
The length can be in inches or mm, and dual markings are common.
Some V-belts have "teeth" on the side face; these are simply to allow the belt to flex around small pulleys.
VARIABLE-SPEED BELTS (running round pulleys that open and close)
These are often marked with numbers showing the inside length and width, sometimes using a mixture of Imperial and metric units. It's often the case that a machine tool maker will not have used a standard off-the-shelf belt, but one made to their own specification. When these become unavailable it's usually possible to work around the problem by using one close to the original; the top of bottom speed available might change a little, but in practice this does not matter.
Some variable-speed drive belts have "teeth" on the inside - these are not to engage with toothed pulleys but just to increase the belts flexibility.
To enquire about a replacement belt first measure the width, thickness, inside and outside lengths - the latter two by sticking a length of paper in place with a light glue and then pealing it off. Phone the dimensions to: 01298-871633 or email: sales@lathes.co.uk
LINK BELTS
These are only available as a V-type and are marked in the same way as ordinary V-belts. I.e. Z, A, B and C. Several kinds have been made over the decades but today the only sensible one to use is the "NuTlink" type, a high-quality belt where the links have slots rather than holes and the joining pins are T-headed--the system meaning that they are simple and easy to join, even when this has to be in a difficult-to-reach place. The original round-pin black-finish "Brammer" type was very awkward to fit together while the soft and stretchy version now made in India is almost impossible to snug the material under the pin head
ROUND BELTS
To determine the thickness (diameter) of the round belt you need, measure the width across the top of the pulley and subtract 1 mm if the measurement is 7 mm or less - and 2 mm if it measure 8 mm or more.
e.g. the width is 6 mm, you would need a 5 mm belt. if the width is 9 mm, you would need a 7 mm belt. This ensures that the belt sits down in the pulley and is driven on its side faces and not base.
Unfortunately, some round-belt drives of the older type use half-round grooves and here you need as large a belt as will sit completely into the groove.
The advice above about measuring for length is also generally applicable. However, many older treadle-drive machines had a flywheel with two, three of fours larger diameter grooves and one smaller one for high speeds. In this case two belts are generally needed.
You can buy solid belts securely on line here and choose whether to buy an open length or have it joined:
http://store.lathes.co.uk/belts/solid-round-plastic-belting
.... hollow belts here:
http://store.lathes.co.uk/belts/hollow-round-plastic-belting
.... and round leather belting here:
http://store.lathes.co.uk/belts/round-leather-belting
Joining instructions here: http://www.lathes.co.uk/joining-round-plastic-belts
TOOTHED BELTS
Oh, dear… rather complicated. My advice is, if you buy a machine driven by a toothed belt ensure that it comes with several spares. Why? These belts vary, of course, in width and length but also in the spacing, width and side angle of the teeth. This combination of variables can make them impossible to match - hence sometimes the only solution if to replace the pulleys with ones that take a belt in current production.
|
|
{kind=link}
{kind=link}